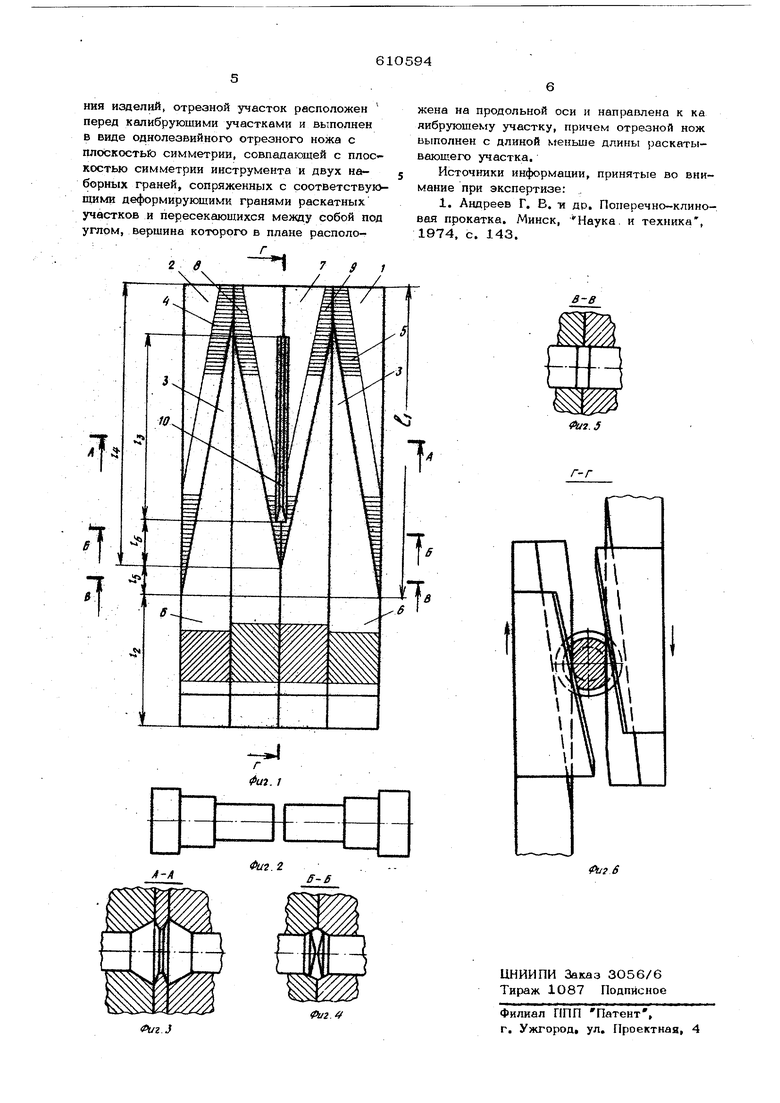
рующими гранями 4 и 5 длиной 1 и сопряженный с ним калибрующий участок 6, длиной tj I в также обший для обеих часЬей отрезной участок 7 с гранями 8 и 9, сопряженными с соответствующими деформи рующими гранями раскатывающих участков и образующими между собой угол с вершиной, расположенной на оси симметрии и направленной к калибрующему участку. Отрезной участок содержит также однолезвийный отрезной нЬж Ю с длиной tj меньще длины раскатывающего участка длины участка отрезки t .Разделительный f нож может быть установлен на одном .уровне с началом раскатывающего участка или несколько далыие по ходу прокатки от начала раскатываюшего участка. Длина, отрезного участка меньше длины раскатывающего участка на величину g для окончательного формообразования торцовых поверх ностей разделенных деталей. Отрезной нож расположен по оси симметрии перед точкой пересечения граней отрезного участка на величину tg . Инструмент работает следующим образом Пара клиновых инструментов предлагаемо конструкции, двигаясь навстречу друг другу захватывает заготовку, вызывая ее вращение. Под воздействием деформирующих граней 4 и 5 начинается раскатка заготовки. 8момент вступления в работу граней 8 и 9отрезного участка начинается разрезание заготовки ножом Ю на две симметричные части. При этом воздействие граней 8 и 9 ведет к набору металла, и в некотором сечении А-А заготовка и относительное расположение инструмента будут иметь вид, по казанный на фиг. 3.. При прохождении заготов Кой всей длины ножа 1 происходит оконча тельное разделение заготовки и в сечении Б-Б относительное расположение заготовки и инструмента имеет вЩ, показанный фиг. 4. С момента полного разделения заготовки на две н-а длине Eg и Eg на I каждую деталь продолжают действовать попарно грани 4-8 и 5-9 как обычные клиновые инструменты по схеме- прямой прокатки При этом происходит окончательная компенсация на торцах конусного объема металла яжАной на участке, Eg , а затем и калибровка деталей, формообразование которых уже завершено. В некотором сечении В-В взаимное расположение разделенных деталей и инструмента будет иметь вид, показанный на фиг. 5, Процесс разделения заготовки на две детали разделительным ножом с одним режуишм лезвием характеризуется постоянным, по мере внедрений ножа, удлинениемее. Тоо цовая поверхность-в месте разделения заготовки получается в виде конуса, объем которого V;( зависит от геометрии разделительного ножа (угла подъема лезвия и угла наклона деформирующих граней). С увеличением этих углов объем конусного участки увеличивается. Процесс раскатки (формообразования) концевого участка заготовки характеризуется образованием технологической утяжки на торце из-за неравномерной деформации поверхностных и центральных слоев заготовки. Причем глубина и форма утяжины, а следовательно, и ее объем Vj , зависят от геометрии раскатывающего участка инструмента и степени деформации заготовки. Конструкция предлагаемого инструмента позволяет совместить две вышеуказанные операции - разделение заготовки и раскатку концевого участка. При этом происходит коипенсация образующейся под воздействием деформирующих граней утяжины на торце объемом металла в конусе, образующимся под воздействием разделительного ножа. Таким образом, изменяя геометрию формообразующего участка клинового инструмента или разделительного ножа, можно добиться любого соотнощения мелщу объемами . Vj и Vj . В случае равенства указанных объемов торцовая поверхность при совме-г шении операций раскатки (формообразования) с разделением заготовки на две детали получается плоской, перпендикулярной оси. Внедрение предлагаемого инструмента в производство позволит осуществить при поперечно-клиновой прокатке безотходное разделение заготовок на детали и, следовательно, получить экономию металлй, Кооме того, совмещение операций раскатки (формообразования) и разделения позволяет сократить длину клинового инструмента и получить экономический эффект за счет уменьшения расхода инструментальной стали, увеличения произродительности и сокращения отходов. Формула изобретения Инструмент для одновременной поперечно-клиновой прокатки двух изделий типа ступенчатых валов, состоящий из двух частей симметричных относительно плоскости, проходящей через продольную-ось инструмента, содержащих соответственно раскатывающий участок с наклонными к продольной оси де формирующими гранями и сопряженный с раскатывающим участком к-алибрующий участок, а также обший длй обеих частей отрезной участок, о т ли чающийся тем, что, с целью сокращения длины инстпумента и обеспечения безотходного раздел

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU940963A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU948504A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1590181A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
