1
Изобретение относится к обработке металлов давлением, в частности к устройствам для раздачи трубных заготовок с подпором в кромку, и может быть использовано в различных отраслях машиностроения.
Известно устройство для изготовления плоских раструбов из трубчатой заготовки с подпором в кромку, состоящее из плоского конического пуансона с скругленными кромками и подпорного устройства, выполненного в виде двух ползушек и двух плит, расположенных между ними 1.
Недостатком устройства является сложность его конструкции и сложность регулирования усилия подпора.
Цель изобретения - расширение технологических возможностей за счет регулирования усилия подпора.
Поставленная цель достигается тем, что устройство, содержащее плоский конический пуансон и две ползушки, снабжено металлической лентой и нажимными винтами, лента жестко. закреплена в одной из ползущек, а во второй ползушке выполнены сквозные пазы
для прохода ленты и установлены нажимные винты для поджатия ленты к пуансону.
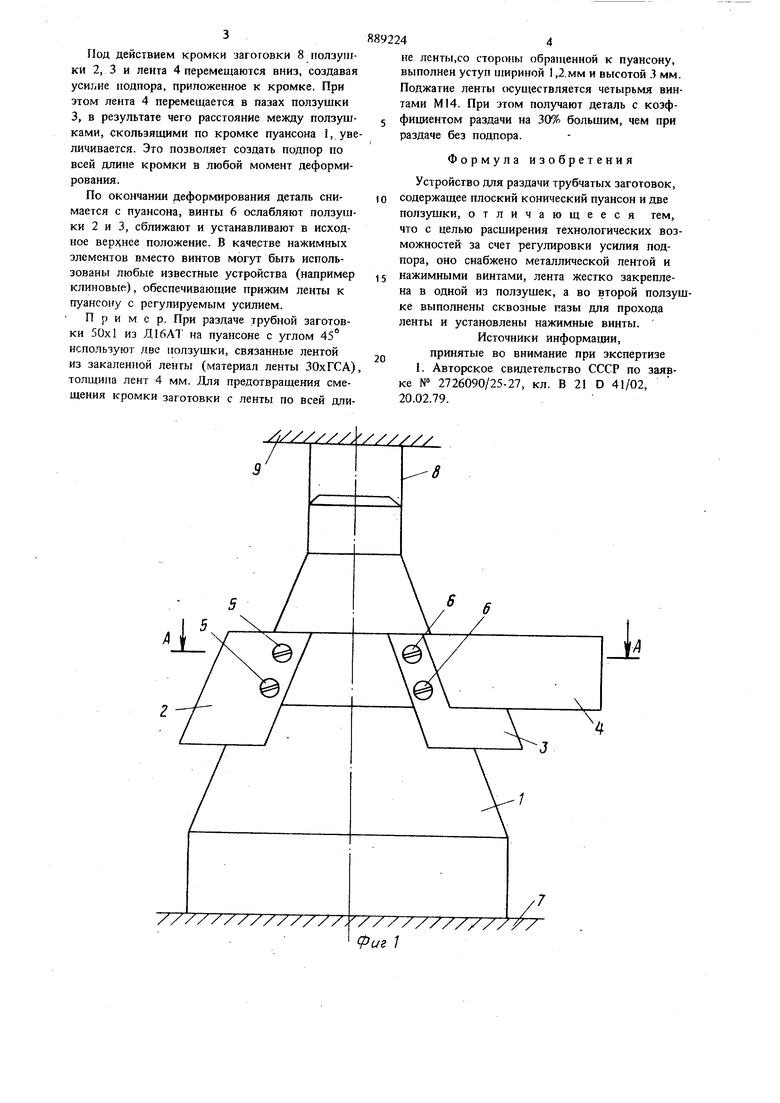
На фиг. 1 показано предлагаемое устройство, общий вид; )ia (риг. 2 - то же, поперечное сечение.
Устройство состоит из плоского пуансона 1 со скругленными кромками, форма которого соответствует форме готовой детали, двух ползушек 2 и 3 , металлической ленты 4, винтов 5 и 6. Лента 4 жестко .связана с ползушкой 2 и проходит через сквозные пазы ползушки 3.
Устройство устанавливается на стол пресса 7. Ползушки 2 и 3 устанавливаются в крайнее верхнее (по схеме) положение). В этом положении ползушки 2, 3 и лента 4 фиксируются винтами 6. Усилие прижатия ленты к пуансону 1 регулируется изменением усилия поджатия, создаваемого винтами 6. Винты 5 служат для жесткой фиксации ленты 4 относительно ползушки 2. Трубная заготовка 8 надевается на заходную цилиндрическую часть пуансона 1 и перемешается траверсой пресса 9.
Под действием кромки заготовки 8 ползушки 2, 3 и лента 4 перемещаются вниз, создавая усилие подпора, приложенное к кромке. При этом лента 4 перемещается в пазах ползушки 3, в результате чего расстояние между ползушками, скользяидими по кромке пуансона , уве личивается. Это позволяет создать подпор по всей длине кромки в любой момент деформирования.
По окончании деформирования деталь снимается с пуансона, винты 6 ослабляют ползушки 2 и 3, сближают и устанавливают в исходное верхнее положение. В качестве нажимных элементов вместо винтов могут быть использованы любые известные устройства (например клиновые), обеспечивающие прижим ленты к пуансону с регулируемым усилием.
Пример. При раздаче трубной заготовки 50x1 из Д16ЛТ на пуансоне с углом 45° используют две ползушки, связанные лентой из закаленной ленты (материал ленты ЗОхГСА) толщина лент 4 мм. Для предотвращения смещения кромки заготовки с ленты по всей дли/J//////
./
892244
не ленты.со стороны обращенной к пуансону, выполнен уступ пшриной 1,2.мм и высотой 3 мм. Поджатие ленты осуществляется четырьмя винтами MI4. При этом получают деталь с коэф5 фициентом раздачи на 30% большим, чем при раздаче без подпора.
Формула изобретения
Устройство для раздачи трубчатых заготовок, содержащее плоский конический пуансон и две ползушки, отличающееся тем, что с целью расширения технологических возможностей за счет регулировки усилия подпора, оно снабжено металлической лентой и нажимными винтами, лента жестко закреплена в одной из ползущек, а во второй ползушке выполнены сквозные пазы для прохода ленты и установлены нажимные винты.
Источники информации, принятые во внимание при зкспертизе
1. Авторское свидетельство СССР по заявке № 2726090/25-27, кл. В 21 D 41/02, 20.02.79.
///
,/
/
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| Штамп для раздачи полых деталей | 1981 |
|
SU1068200A1 |
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |
| Способ изготовления полых изделий с фланцем | 1982 |
|
SU1142196A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для гибки листовыхзАгОТОВОК | 1979 |
|
SU841705A1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341350C2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |

,
/ / / /.
fpue 1
фиг.г
