(54) ШТАМП ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Гибочный штамп | 1975 |
|
SU513765A1 |
| ЙСЕСОЮЗНАЯПДиГПйи-иЯиГ-^- r;?^h| ВИ5ЛИО оКА I | 1973 |
|
SU373058A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Штамп для изготовления деталей из листовых заготовок | 1977 |
|
SU707653A1 |
| Гибочный штамп для изготовления деталей сложной формы из листовых заготовок | 1980 |
|
SU925486A1 |
I
Изобретение относится к обработке металлов давлением, а именно к штампам для гибки листовых заготовок.
Известны штампы для гибки листовых заготовок, содержащие связанный с приводом возвратно-поступательного перемеш,ения пуансйн и смонтированную на неподвижной плите составную матрицу с боковыми частями, закрепленными на ползушках, взаимодействуюш.их каждая по опорной поверхности с неподвижной плитой, а противоположным рабочему торцом i- с одним из упоров, которыми снабжен штамп 1.
В этих штампах боковые части матрицы связаны с плитой, несушей пуансои, посредством клинового механизма и контактируют с неподвижной плитой по плоской опорной поверхности, что затрудняет обеспечение плотного прилегания боковых частей матрицы к пуансону (особенно при изготовлении матрицы из керамики) и создание условий для управления режимом термомеханической обработки при двухпереходной гибке.
Цель изобретения - облегчение создания условий для управления режимом термомеханической обработки при двухпереходной гибке и обеспечение плотного прилегания боковых полуматриц к пуансону.
С этой целью штамп снабжен индивидуальными приводами каждой из ползушек, связанными с ползушками шарнирно, упоры жестко закреплены на неподвижной плите, а опорная поверхность каждой из ползушек образована скругленной поверхностью выступа, выполненного на каждой боковой части матрицы и прилегаюшего к ее рабочему торцу.
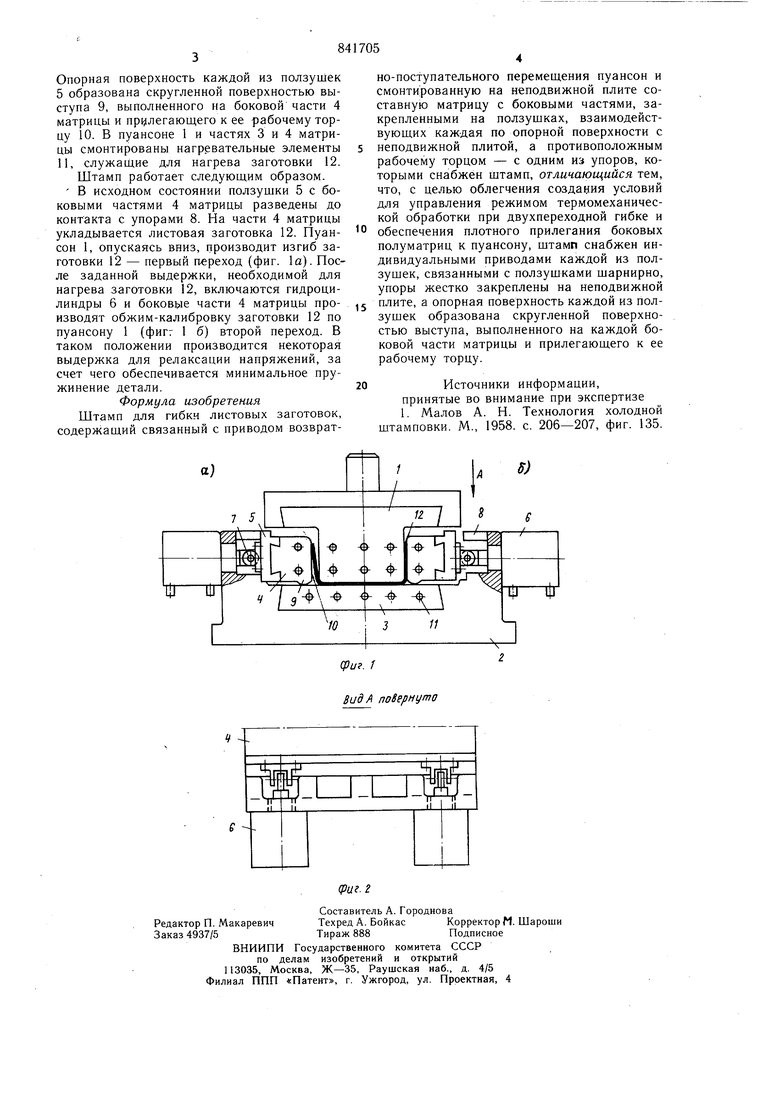
На фиг. 1 изображен штамп, обший вид; (часть а - первый переход гибки, часть б - второй переход); на фиг. 2 - вид А на фиг. 1.
Штамп содержит пуансон 1, связанный с приводом (не показан) возвратнопоступательного перемещения, и смонтированную на неподвижной плите 2 матрицу, состоящую из матрицы-основания 3 и боковых частей 4. Боковые части 4 матрицы закреплены на ползушках 5, связанных с индивидуальными приводами-гидроцилиндрами 6 посредством шарниров 7. На неподвижной плите 2 жестко закреплены упоры 8. Опорная поверхность каждой из ползушек 5 образована скругленной поверхностью выступа 9, выполненного на боковой части 4 матрицы и пр(легающего к ее рабочему торцу 10. В пуансоне 1 и частях 3 и 4 матрицы смонтированы нагревательные элементы 11, служа цие для нагрева заготовки 12. Штамп работает следующим образом. В исходном состоянии ползушки 5 с боковыми частями 4 матрицы разведены до контакта с упорами 8. На части 4 матрицы укладывается листовая заготовка 12. Пуансон 1, опускаясь вниз, производит изгиб заготовки 12 - первый переход (фиг. 1а).После заданной выдержки, необходимой для нагрева заготовки 12, включаются гидроцилиндры 6 и боковые части 4 матрицы производят обжим-калибровку заготовки 12 по пуансону 1 (фиг: 1 б) второй переход. В таком положении производится некоторая выдержка для релаксации напряжений, за счет чего обеспечивается минимальное пружинение детали. Формула изобретения Штамп для гибки листовых заготовок, содержащий связанный с приводом возвратно-поступательного перемещения пуансон и смонтированную на неподвижной плите составную матрицу с боковыми частями, закрепленными на ползушках, взаимодействующих каждая по опорной поверхности с неподвижной плитой, а противоположным рабочему торцом - с одним из упоров, которыми снабжен щтамп, отличающийся тем, что, с целью облегчения создауия условий для управления режимом термомеханической обработки при двухпереходной гибке и обеспечения плотного прилегания боковых полуматриц к пуансону, щтамп снабжен индивидуальными приводами каждой из ползущек, связанными с ползущками шарнирно, упоры жестко закреплены на неподвижной плите, а опорная поверхность каждой из ползущек образована скругленной поверхностью выступа, выполненного на каждой боковой части матрицы и прилегающего к ее рабочему торцу. Источники информации, принятые во внимание при экспертизе 1. Малое А. Н. Технология холодной щтамповки. М., 1958. с. 206-207, фиг. 135.
