Изобретение относится к сварке в защитных газах и может быть использовано в различных отраслях промышленности и строительства при выполнении стыковых соединений с присадочным элементом импульс но-дуговой сваркой неплавящимся электродом с шаговым перемещением во время импульса.
Целью изобретения является повышение производительности за счет полного проплавления свариваемых кромок за один проход.
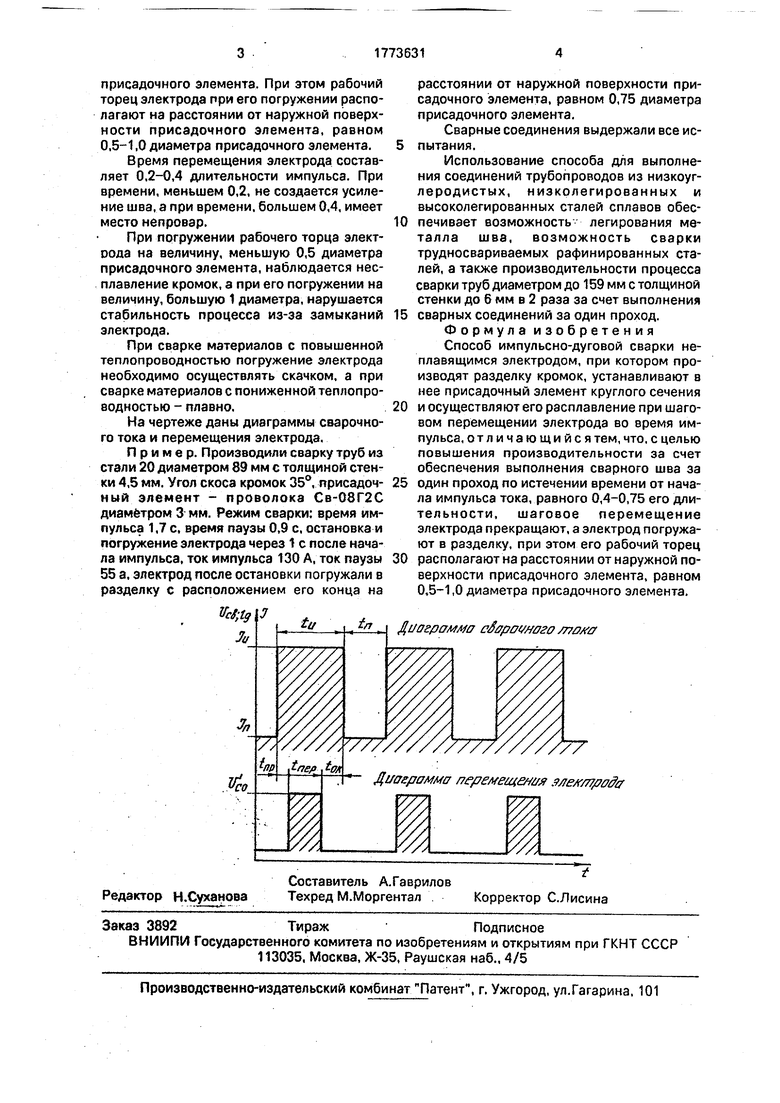
В начале действия импульса неподвижным электродом осуществляют разогрев закристаллизовавшегося во время паузы материала за время tnp. По истечении времени tnp, которое составляет обычно 0,15-0,4 Ти, осуществляют за время tnp шаговое перемещение электрода, оплавляя присадочный элемент. По истечении времени от начала импульса тока, равного от 0,4 до 0,75 его длительности, шаговое перемещение электрода прекращают, а электрод погружают в разделку в направлении корня шва, обеспечивая полное проплавление кромок и
XJ
Ы О Сл
присадочного элемента. При этом рабочий торец электрода при его погружении располагают на расстоянии от наружной поверхности присадочного элемента, равном 0,5-1,0 диаметра присадочного элемента.
Время перемещения электрода составляет 0,2-0,4 длительности импульса. При времени, меньшем 0,2, не создается усиление шва, а при времени, большем 0,4, имеет место непровар.
При погружении рабочего торца электрода на величину, меньшую 0,5 диаметра присадочного элемента, наблюдается несплавление кромок, а при его погружении на величину, большую 1 диаметра, нарушается стабильность процесса из-за замыканий электрода.
При сварке материалов с повышенной теплопроводностью погружение электрода необходимо осуществлять скачком, а при сварке материалов с пониженной теплопроводностью - плавно.
На чертеже даны диаграммы сварочного тока и перемещения электрода.
Пример. Производили сварку труб из стали 20 диаметром 89 мм с толщиной стенки 4,5 мм. Угол скоса кромок 35°, присадоч- ный элемент - проволока Св-08Г2С диаметром 3 мм. Режим сварки: время импульса 1,7 с, время паузы 0,9 с, остановка и погружение электрода через 1 с после начала импульса, ток импульса 130 А, ток паузы 55 а. электрод после остановки погружали в разделку с расположением его конца на
расстоянии от наружной поверхности присадочного элемента, равном 0,75 диаметра присадочного элемента.
Сварные соединения выдержали все испытания.
Использование способа для выполнения соединений трубопроводов из низкоуглеродистых, низколегированных и высоколегированных сталей сплавов обеспечивает возможность легирования металла шва, возможность сварки трудносвариваемых рафинированных сталей, а также производительности процесса сварки труб диаметром до 159 мм с толщиной стенки до 6 мм в 2 раза за счет выполнения
сварных соединений за один проход. Формула изобретения Способ импульсно-дуговой сварки неплавящимся электродом, при котором производят разделку кромок, устанавливают в нее присадочный элемент круглого сечения
и осуществляют его расплавление при шаговом перемещении электрода во время импульса, отличающийся тем, что. с целью повышения производительности за счет обеспечения выполнения сварного шва за
один проход по истечении времени от начала импульса тока, равного 0,4-0,75 его длительности, шаговое перемещение электрода прекращают, а электрод погружают в разделку, при этом его рабочий торец
располагают на расстоянии от наружной поверхности присадочного элемента, равном 0,5-1,0 диаметра присадочного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU988490A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
Изобретение относится к способам импульсной дуговой сварки неплавящимся электродом с шаговым его перемещением во время импульса и использованием присадочного элемента, устанавливаемого в разделку, и может быть использовано в различных отраслях промышленности и строительства, в том числе при сварке труб. Цель изобретения - повышение производительности путем обеспечения однопроходной сварки. Способ состоит в том, что по истечении времени от начала импульса тока, равного от 0.4 до 0,75 его длительности, шаговое перемещение электрода прекращают. В момент прекращения электрода его погружают в разделку, располагая рабочий торец электрода на расстоянии от наружной поверхности присадочного элемента, равном 0,5-1,0 диаметра присадочного элемента. Многократно повторяя указанную последовательность операций, формируют сварной шов. Использование изобретения позволяет легировать металл шва, обеспечивает возможность сварки трудносвариваемых рафинированных сталей, повышает производительность труда при сварке труб диаметром до 159 мм и толщиной стенки до 6 мм в 2 раза. 1 ил. (Л С
Диаграмма сДаромаго/лоха
Диаграмма перемещения мех/яродя
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
