Предлагаемое изобретение относится к способам получения неразъемных соединений сваркой плавлением алюминиевых сплавов и может быть использовано в авиастроении, ракетостроении, судостроении и других отраслях машиностроения для получения соединений панельных конструкций из алюминиевых сплавов.
Известен способ дуговой сварки в инертных газах неплавящимся электродом стыковых соединений алюминиевых сплавов на переменном токе (Справочник по сварке цветных металлов / Гуревич С.М.; Отв. Редактор Замков В.Н. - 2-е изд. перераб. и доп. - Киев: Наук. Думка, 1990. - С.99-100) При данном способе свариваемые кромки соединения совмещают, фиксируют в прижимном приспособлении. Затем неплавящийся электрод устанавливают со свариваемым стыком. В процессе сварки дуга перемещается параллельно свариваемого стыка и питается переменным током. При этом в период обратной полярности реализуется катодное распыление оксидной пленки на поверхности свариваемых кромок, а в период прямой полярности - «остывание» вольфрамового электрода, препятствующее загрязнению шва металлическими включениями.
К недостаткам отмеченного способа сварки стыковых соединений алюминиевых сплавов можно отнести образование в металле шва включений оксидной пленки, особенно в случае, когда интервал между травлением алюминиевого сплава перед сваркой и самим процессом сварки превышает 6-8 часов.
Наиболее близким по технической сущности к заявляемому способу является способ сварки стыковых соединений алюминиевых сплавов, при котором сварку осуществляют на переменном токе, а в период полуволны прямой полярности от дополнительного источника на дугу подают импульс тока от самостоятельного источника (Рязанцев В.И., Славин Г.А., Трохинская Н.М. Особенности кристаллизации сварочной ванны при сварке с наложением на дугу кратковременных импульсов тока // Сварочное производство. 1988. №4. С.39-41). В случае наложения импульсов при горении дуги обратной полярности электрод из-за высокой динамической нагрузки разрушается, а частицы его попадают в металл шва. Применение дополнительных импульсов от самостоятельного источника позволяет интенсифицировать процесс дробления оксидной пленки.
Существенным недостатком прототипа является нестабильность качества получаемых сварных соединений из-за наличия в сварных швах включений оксидной пленки, частиц вольфрама, а также отмечается повышение склонности к образованию горячих трещин при сварке в металле шва.
Предлагаемый способ импульсной дуговой сварки стыковых соединений алюминиевых сплавов неплавящимся электродом в инертном газе направлен на обеспечение снижения количества включений оксидной пленки в швах, а также повышение сопротивляемости алюминиевых сплавов горячеломкости при сварке.
Технический результат, на достижение которого направлено данное изобретение, обеспечивается путем подачи на дугу импульсов тока дополнительного источника величиной (3,5-5,0)Iсв и длительностью 0,003-0,006 с, где Iсв - ток дуги.
Подробнее сущность заявляемого способа поясняется чертежами:
на фиг.1 показана схема наложения дополнительного импульса тока в период полуволны прямой полярности переменного тока питания дуги;
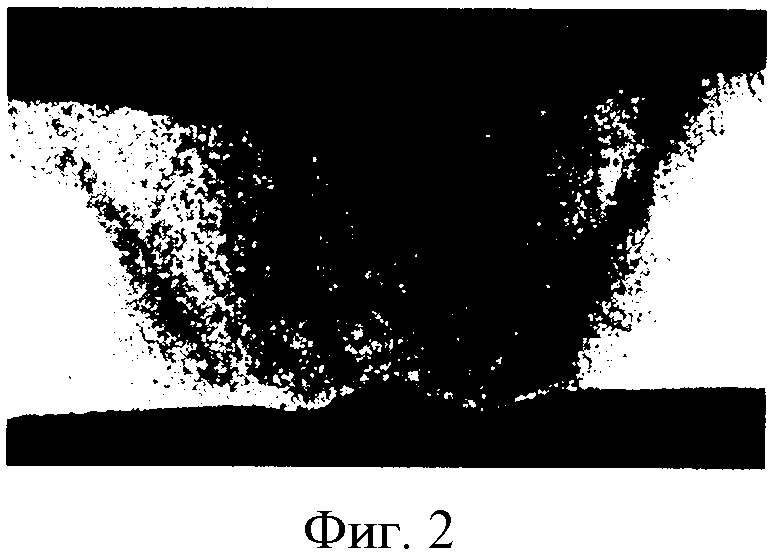
на фиг.2 показана макроструктура сварочной ванны при величине импульса тока 3,0 Iсв;
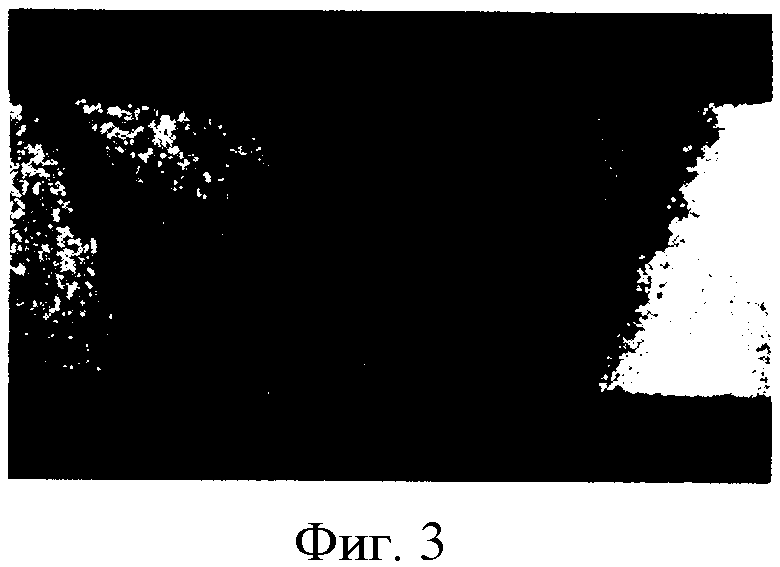
на фиг.3 показана макроструктура сварочной ванны при величине импульса тока 4,3 Iсв;
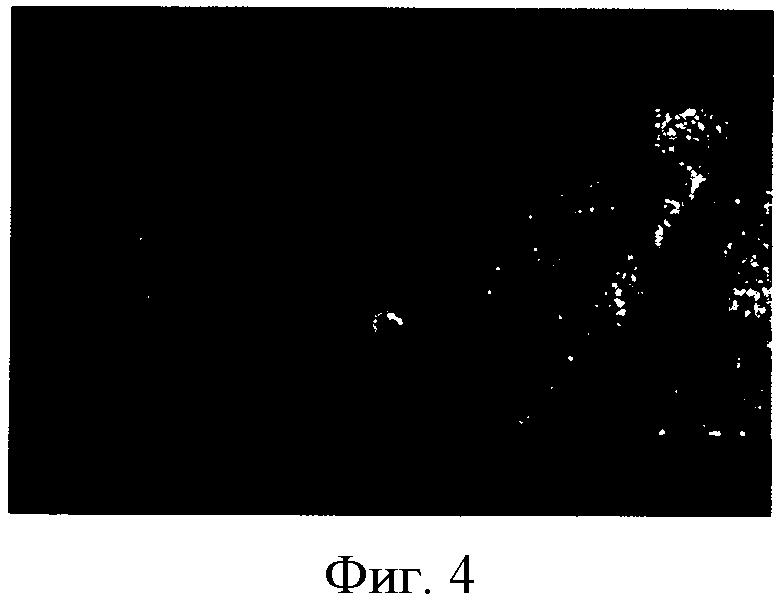
на фиг.4 показана макроструктура сварочной ванны при величине импульса тока 5,5 Iсв;
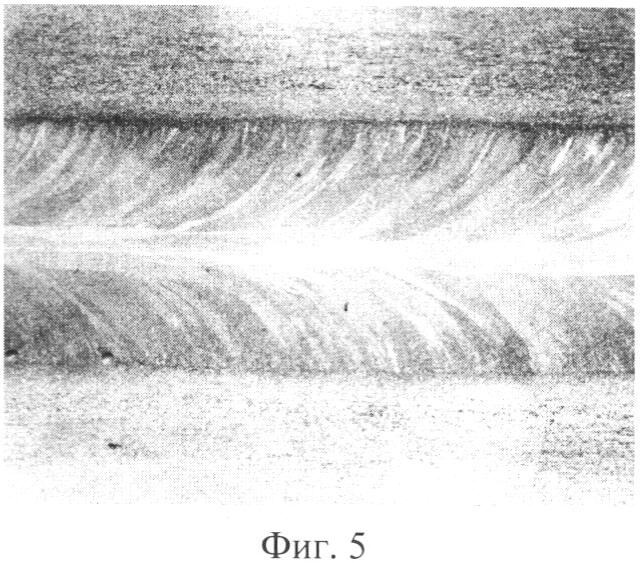
на фиг.5 - структура шва на сплаве В-1341 при сварке на переменном токе без дополнительных импульсов;
на фиг.6 - структура шва на сплаве В-1341 при величине тока в импульсе 4,3 Iсв и длительности импульса 0,004 с.
Предложенный способ сварки алюминиевых сплавов осуществляется следующим образом. Свариваемые детали устанавливаются и фиксируются в приспособлении. Вольфрамовый электрод устанавливается по оси стыка свариваемых деталей. Затем в горелку для защиты металла шва от окисления подается защитный газ - аргон. После этого включается основной источник питания дуги переменного тока и зажигается сама дуга. Для формирования шва дуга перемещается вдоль стыка со скоростью сварки.
В процессе сварки на дугу от дополнительного источника подают импульсы тока величиной (3,5-5,0)Iсв и длительностью 0,003-0,006 с, где Iсв - ток дуги. При этом наложение импульсов осуществляется в период полуволны прямой полярности от дополнительного источника (фиг.1).
При импульсной сварке основными параметрами процесса были: ток непрерывной дуги Icв, ток в импульсе Iu, длительность импульса tu. Кроме того, важное технологическое значение имеет коэффициент модулирования сварочного тока К=Iu/In, т.е. отношение тока импульса к току паузы.
Величина тока в импульсе оказывает существенное влияние на протяженность включений оксидной пленки. При токе импульса меньше 3,5 Iсв протяженность включений оксидной пленки в швах равноценна аналогичным значениям при сварке дугой на переменном токе. Это обусловлено тем, что характер формирования сварочной ванны полностью аналогичен в этом случае формированию ванны при сварке дугой переменного тока без образования кратера (фиг.2).
При наложении импульсов тока величиной в пределах (3,5-5,0)Iсв наблюдается повышение дисперсности включений оксидной пленки и снижается их суммарная протяженность. Схему механизма фрагментации оксидной пленки в стыке при сварке алюминиевых сплавов в этом случае можно сформулировать следующим образом: при указанных значениях тока импульса в сварочной ванне формируется кратер (углубление) (фиг.3). Образование кратера создает условия для непосредственного воздействия ионной бомбардировки на оксидную пленку, расположенную на торцевой поверхности свариваемых кромок. При образовании кратера в жидком металле сварочной ванны формируются устойчивые и направленные потоки расплавленного металла, обеспечивающие вынос на поверхность шва фрагментов оксидной пленки по боковым стенкам кратера.
С увеличением тока в импульсе более 5,0 Iсв наблюдается рост ширины шва (фиг.4) и образование в металле шва пористости из-за интенсивного вскипания легирующих элементов, имеющих высокую упругость пара.
Поэтому оптимальным является диапазон величины тока в импульсе (3,5-5,0)Iсв.
Длительность импульса оказывает влияние на ширину шва и глубину проплавления. При длительности импульса менее 0,003 с не наблюдается существенных отличий в формировании шва, размерах и количестве оксидных включений по сравнению со сваркой на переменном токе. В шве наблюдается образование столбчатой структуры (фиг.5) с осевым кристаллитом при высокой склонности к образованию горячих трещин. Увеличение длительности импульса до 0,003-0,006 с способствует образованию в сварочной ванне кратера, уменьшению включений оксидной пленки и повышению сопротивляемости формированию горячих трещин в металле шва. Это связано с тем, что периодическое изменение температурных условий в ванне оказывает существенное влияние на процесс кристаллизации и характер образующейся структуры шва и, как следствие, на его технологическую прочность в температурном интервале кристаллизации. Повышение стойкости против образования горячих трещин связано не только с образованием дезориентированной и более мелкозернистой структуры (фиг.6), но и с эффектом залечивания зарождающихся трещин под действием периодических гидродинамических колебаний металла в ванне.
Увеличение длительности импульса более 0,006 с сопровождается увеличением ширины шва и глубины проплавления. Однако наблюдается снижение степени дезориентированности структуры металла шва и повышение склонности к образованию горячих трещин из-за утраты эффекта их залечивания.
Таким образом, оптимальной является длительность импульса тока, накладываемого на дугу в период прямой полярности в диапазоне 0,003-0,006 с.
Были проведены эксперименты по сварке стыковых соединений сплава В-1341 толщиной 3,5 мм без разделки кромок и присадочной проволоки. Для установления влияния импульсов на качество швов образцы нагревали в печи в атмосфере воздуха при 350-400°С в течение 1 ч и охлаждали, не вынимая из печи, отключив ее. Перед сваркой дополнительной обработки свариваемых кромок не проводили.
Сварку образцов осуществляли на скорости 14 м/ч при токе дуги 95 А. Расход защитного газа аргона составлял 12 л/мин. Полученные результаты представлены в таблице.
Полученные результаты подтверждают эффективность применения заявляемого способа для сварки алюминиевых сплавов. Наложение на дугу импульсов тока повышает показатели горячеломкости за счет увеличения технологической прочности металла шва в температурном интервале кристаллизации и залечивания зарождающихся трещин под действием периодических гидродинамических колебаний жидкого металла ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТЫКОВОГО СОЕДИНЕНИЯ МОНОЛИТНОЙ ЗАГОТОВКИ С ДВУХСЛОЙНЫМ ПАКЕТОМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2336981C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2412034C2 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2292256C2 |
| СПОСОБ СОЕДИНЕНИЯ ПОРИСТОГО МЕТАЛЛИЧЕСКОГО ИЛИ МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛОВ | 2001 |
|
RU2215629C2 |
| СПОСОБ ИСПЫТАНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ НА СУММАРНОЕ СОДЕРЖАНИЕ ГАЗОВ | 2002 |
|
RU2279062C2 |
| СПОСОБ РЕМОНТА ЛИТЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2254221C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |

Изобретение относится к области сварки стыковых соединений из алюминиевых сплавов и может быть использовано в авиастроении, ракетостроении, судостроении и при изготовлении панельных конструкций. Осуществляют импульсную дуговую сварку в инертном газе на переменном токе неплавящимся электродом. В периоды полуволны прямой полярности от дополнительного источника на дугу подают импульсы тока величиной (3,5-5,0)Iсв, длительностью 0,003-0,006 с, где Iсв - ток дуги. Повышаются показатели горячеломкости за счет увеличения технологической прочности металла шва. 6 ил., 1 табл.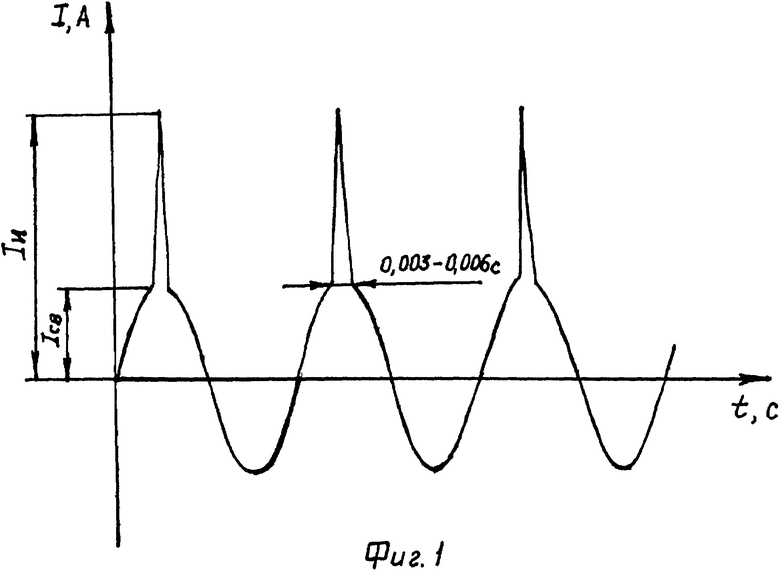
Способ импульсной дуговой сварки стыковых соединений алюминиевых сплавов неплавящимся электродом в инертном газе, при котором сварку осуществляют на переменном токе, а в период полуволны прямой полярности от дополнительного источника на дугу подают импульсы тока, отличающийся тем, что величину тока импульсов дополнительного источника устанавливают в пределах (3,5-5,0)Iсв и длительностью 0,003-0,006 с, где Iсв - ток дуги.
| РЯЗАНЦЕВ В.И | |||
| Особенности кристаллизации сварочной ванны при сварке с наложением на дугу кратковременных импульсов тока // Сварочное производство, 1988, № 4, с.39-41 | |||
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| Способ дуговой сварки алюминия неплавящимся электродом | 1991 |
|
SU1809798A3 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Многофункциональный логический модуль с контролем | 1984 |
|
SU1216780A1 |

