(54) УСТРОЙСТВО ДЛЯ ШЙКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для пайки | 1986 |
|
SU1433665A1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| Станок для пайки твердосплавных пластин к режущему инструменту | 1974 |
|
SU503680A1 |
| Способ разъемного крепления пластин-резцов с одним или двумя сверхтвердыми внешними слоями и твердосплавной подложкой | 2018 |
|
RU2694644C2 |
| Электрокоагулятор для очистки сточных вод | 1982 |
|
SU1134549A1 |
| Резец для горных машин | 1983 |
|
SU1138491A1 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| РЕЗЕЦ | 1964 |
|
SU214269A1 |
1
Изобретение относится к пайке и может быть использовано для пайки изделий прямоуголэного сечения, например инструментов (резцов).
Известно устройство Для пайки, выполненное по схеме нагрева, при Которой направление тока и направление усилия прижима взаимно перпендикулярны l .
Недостатком устройства является малая производительность и наличие раз дельных механизмов для перемещения электродов и прижимов.
Известно также устройство для пай ки, содержащее верхний и нижний прижимы с закрепленными в них электродами, токоподводы с контактами и привод сжатия f2 .
Однако это устройство в процессе пайки остается постоянно подключенным к сети питания, что приводит к повышенному расходу электроэнергии и, следовательно, снижает экономичность устройства, кроме того, при сжатии изоелия
прижимы имеют только одну степень свободы и перемещаются по строго заданной траектории, в результате чего поверхности прижимов контактируют с поверхностями изделия только в отдельных точках, что приводит к трещинообразованию или поджогам изаели$ь
Цегью изобретения является повышение пайки за счет увеличения площади прижима.
10
Указанная цель достигается тем, что нижний прижим выполнен в виде гибкой пластинки с гофрами по периферии.
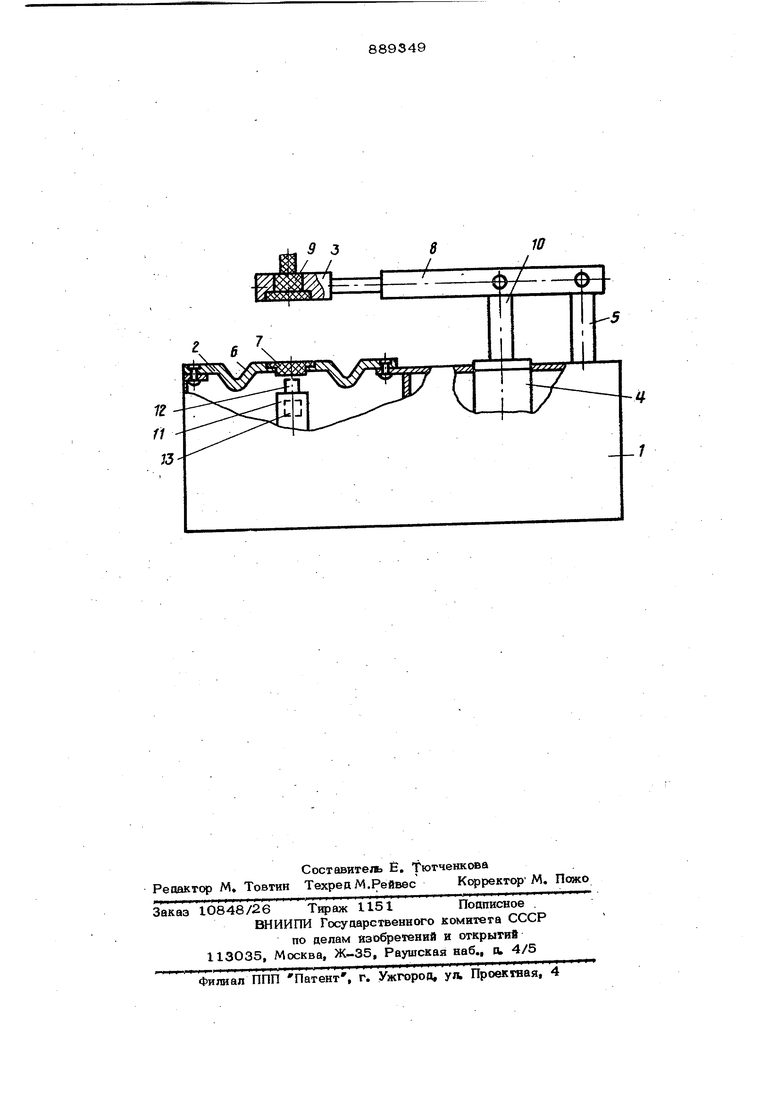
На чертеже показано устройство для пайки.
15
Устройство содержит корпус 1, нижний 2 и верхний 3 прижимы, из которых верхний прижим связан с приводом сжатия прижимов 4, и тсжоподвод. Корпус 1 представляет собой каркас, сверху которого
20 закреплен Кронштейн 5 для установки верхнего прижима, а внутри корпуса образована полость, в которой размещены элементы привода сжатия прижимов и токоподвода. Сверху и сбоку корпус закрыт кожухами. Нижний прижим 2 жестко ракреплен сверху корпуса и преосгавляет собой прямоугольную упругую пластинку из пружинной стали. Для обеспечения аеформируемости пластинки в разных плоскостях, по краям ее имеются гофры 6, а сверху пластинки расположен эшктроц 7, нижний конец которого выходит за нижнюю. плоскость пластинки. Верхний прижи 3 расположен на рычаге 8, установленно на кронштейне 5. На внутренней стороне прижима 3 имеется электрод 9, непосредственно подключенный к токоподвопу. Привод сжатия прижимов 4 представляет собой соленоид, подключенный к сети питания посредством тумблера (на чертеже не показан), установленного на корпусе,. Корпус катушки соленоида жестко закреплен на корпусе 1, а шток 10 катушки связан с рычагом. 8 верхнего прижима. Токоподвод выполнен по электрической схеме, при которой конец одного провода токоподвода, подключенного к сети (не показан), связан с электродом 9 прижима 3 непосредственно, а конец другого провода,, подключенного к сети, связан с прерьюате лем сети 11, установленным в корпусе и снабженным подвижным контактом 12 включения подачи тока через прижимы и тумблером 13 для фиксации контакта 12 в выключенном положении. Устройство работает следующим образом. На нижний прижим 2 помещают резец с предварительно уложенными в углубление державки припоем, сверху которого расположена пластина из твердого сплава. Поворотом тумблера соленоида включают цепь питания соленоида, шток 1О которого начинает втягиваться в корпус катушки, перемещая за собой рычаг 8 верхнего прижима 3, Верхний прижим, упираясь в твердосплавную пластину, давит на нее, державку инструмента и ниж ний прижим 2, Усилие сжатия передается на пластинку нижнего прижима 2, которя нач инает деформироваться в разных плоскостях, В результате.деформации пластинки 2 происходит плотный .прижим резца к прижимам 2 и 3 и самоустанов ка резца. Когда усилие сжатия достигает 94 требуемой величины, пластинка 2 смещатся вниз и нажимает на подвижный контакт 12. Переключатель срабатывает и замыкает цепь подачи тока через нижний верхний прижимы устройства. В месте прохождения тока и|зделие нагревается, в результате чего прфисходит расплавление припоя и припайка твердосплавной пластины на резец. После напайки пластины при сжатых прижим|ах повороты тумб;кра 13 прерывают цепь подачи тока через контакты прижиме 2 и 3 для обеспечения остывания изделия без снятия усилия прижима на него. ПосЛе остывания изделия поворотом тумб;юра выключают соленоид 4, Шток 10 соленоида перемещается вверх, верхний прижим 3 Начинает отходить от изделия. Усилие прижима, приложенное на изделие, уменьшается. Пластинка 2 нижнего, прижима возвращается в начальное положение (до сжатия). После отхода верхнего прижима От нижнего на максимальную величину снимают напаяное изделие, поворотом тумблера 13 разблокируют подвижный Контакт 12. Благодарявозможности ширсясого изменения в пространстве положения нижнего прижима обесйечиваются оптимальные условия пайки, при которых максимально увеличиваемся площадь соприка- саемых поверхностей, в результате чего качество пайки повышается. Формула изобретения Устройство для пайки, преимущественно твердосплавных пластинок, содержащее верхний и нижний Прижимы с закрепленными в них электродами, токоподводы с Контактами и привод сжатия, отличающееся , что с целью повышения качества пайки за счет увеличения площади прижима, йюкний прижим в виде гибкой пластинки с гофрами по периферии. Источники информации, принятые во внимание при экспертизе 1,Бухман П. А, Электронапайка и электронаварка режущего инструмента. М,, 149, с. 6-12. 2,Патент США N 2045372, 23.06.36 ул. 2 19-85.
