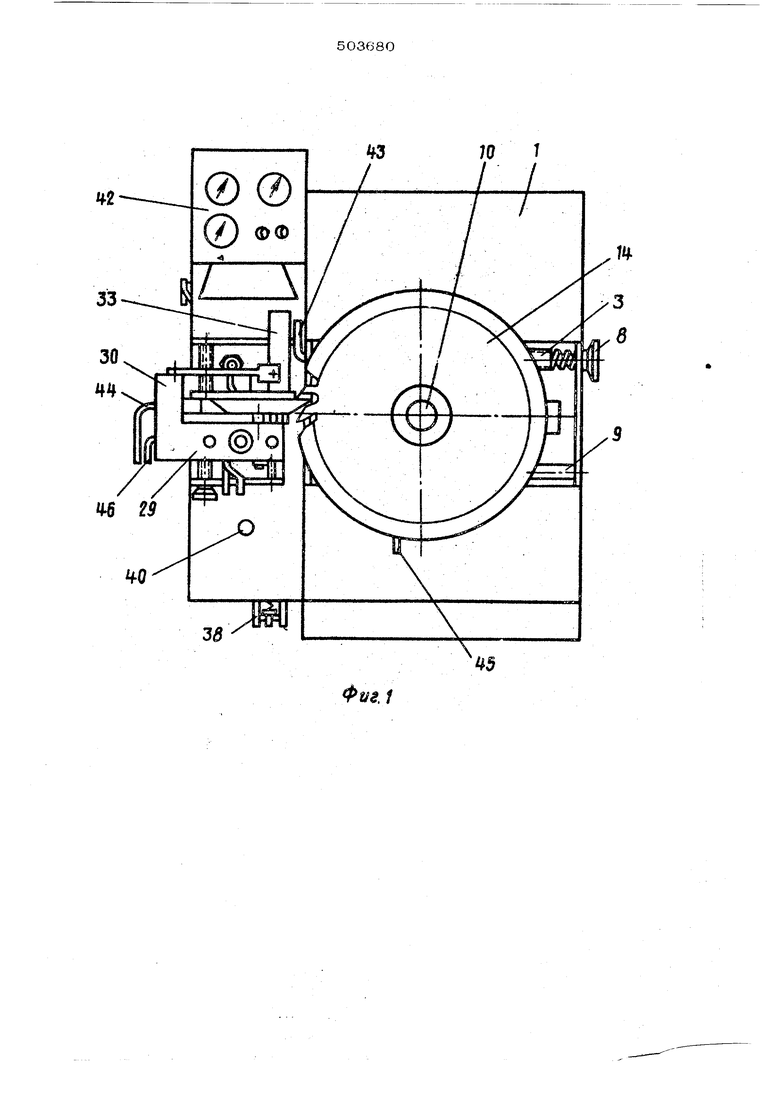
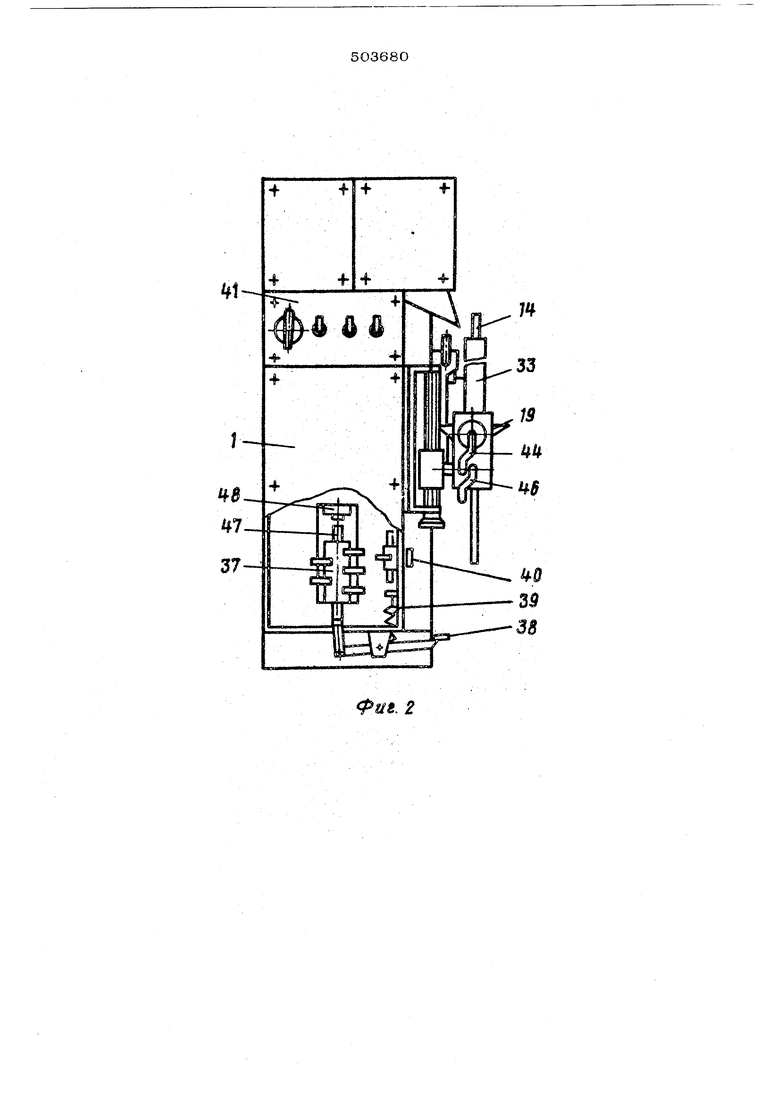
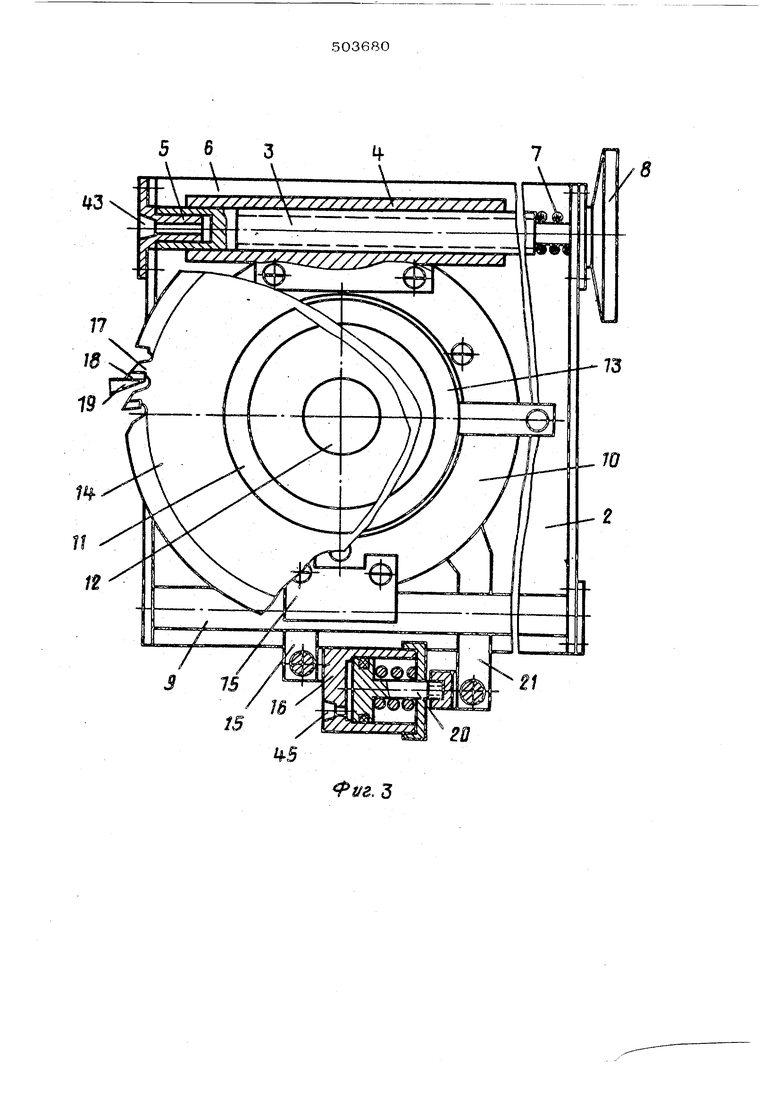
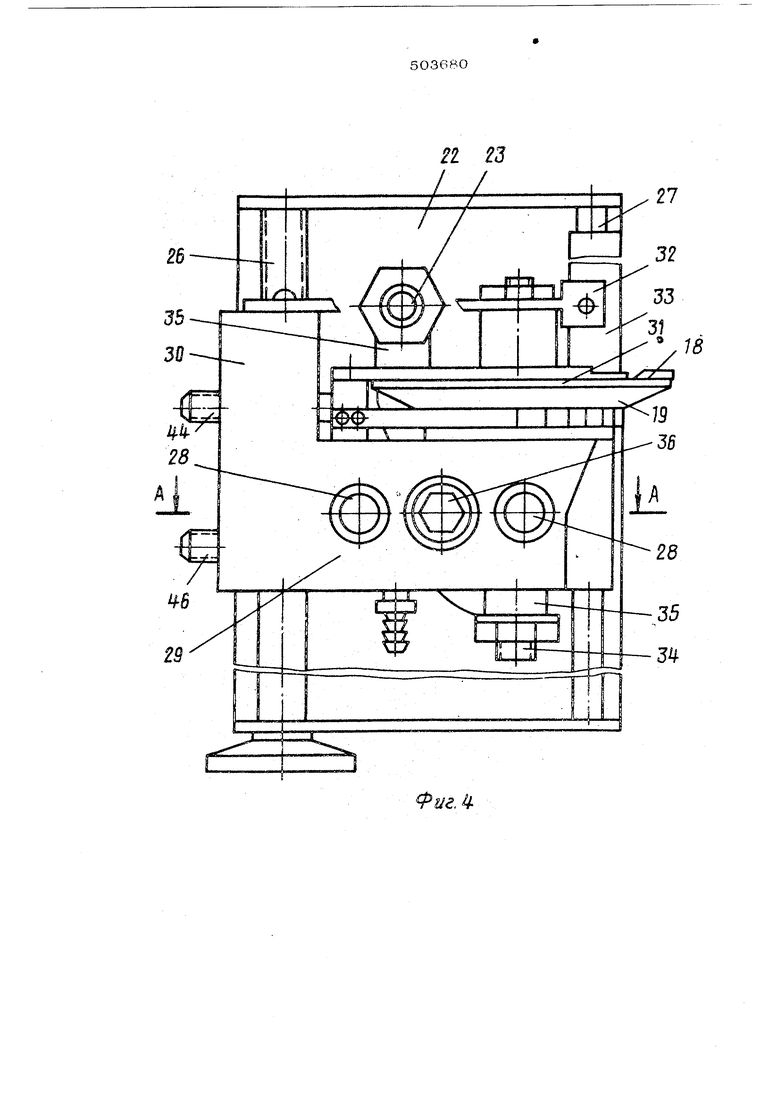
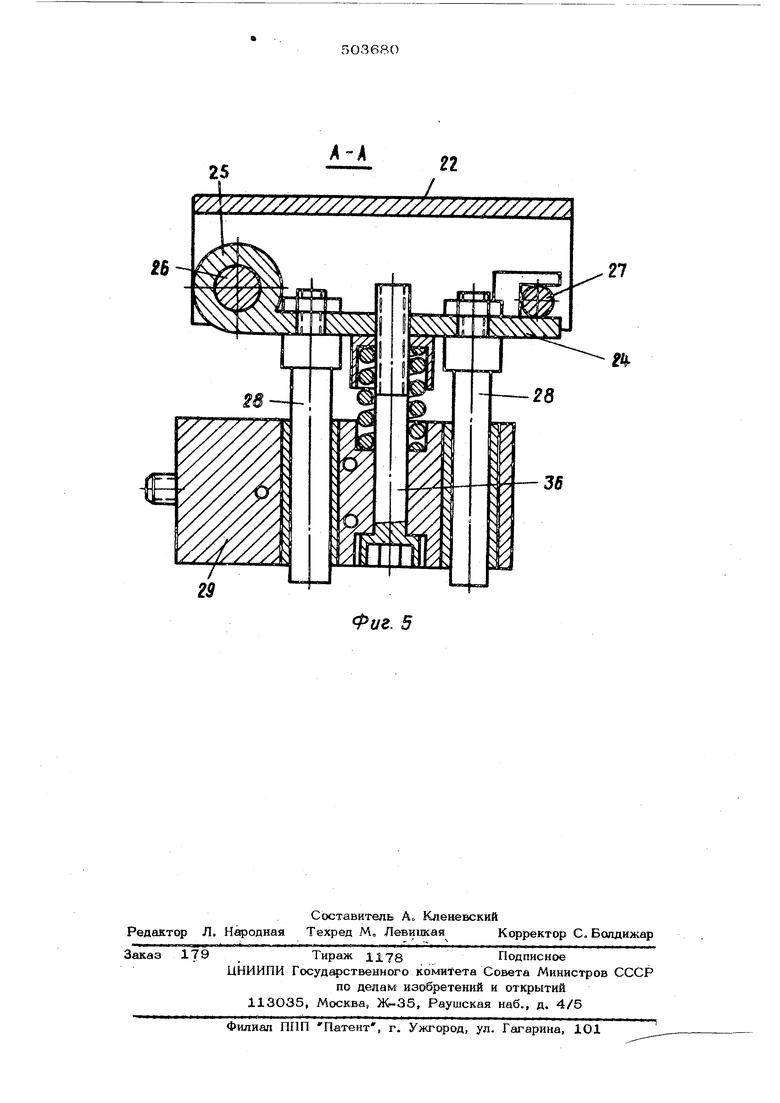
(54) СТАНОК ДЛЯ ПРИПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН К РЕЖУЩЕМУ ИНСТРУМЕНТУ для пайки; на фиг. 5 - разрез узла перемещения. Описываемый станок содержит станину 1., на боковой поверхности которой смонтирован механизм продольной подачи инструмента (фиг. 3), состоящий из корпуса 2, в котором горизонтально и подвижно установлен ходовой винт 3, оснащенный фасонной гайкой 4. СЬин конец винта 3 кинематически связан со штоком поршня 5 пневмоцилиндра 6. Поршень 5 с выполненным осевым каналом для подвода и отвода сжатого воздуха неподвижно вмонтирован в сквозное отверстие в боковой поверхности корпуса 2, причем корпус пневмоцилиндра 6 жестко связан с ходовым винтом 3 и установлен с возможностью возвратно-поступательного перемещения по цилиндрической поверхности поршня 5. Второй конец ходового винта „3 ;подпружинен. цилиндрической пружиной 7, свободно посаженной нч винт 3, и снабжен маховичком 8. Направляющий валик 9 неподвижно установлен в корпус 2 под интом 3, параллельно ему. Между валиком S и винтом 3 размещено, устройство 10 для зажима режущего инструмента, состоящее из зажимной шайбы 11, сменной втулки (на чертеже не показана), прижимной гайки 12 и контактного электро да 13. В устройстве 10 установлен диск 14 режущего инструмента. Верхняя часть корпуса устройства 1О жестко связана с фасонной гайкой 4 ходового винта 3, а ниж няя часть корпуса устройства 10 жестко связана-С наружной и внутренней боковыми щеками 15, насаженными на скользящей посадке на неподвижный направляющий валик 9, В механизме продольной подачи режущего инструмента установлен под валиком 9 пневмоцилиндр 16, служещий для проворота диска 14 режущего инструмента на определенный угод и создания регулируемого рабочего давления в системе: зуб 17 - пластинка 18 - рабочий электрод 19, НаружньШ корпус цилиндра 16 подвижно связан с внут ренней боковой щекой 15 устройства 10. Шток 20 порщня цилиндра 16 шарнирно закреплен с нижним плечом фигурного рычага 21, верхн плечо которого жестко соединено с задней торцовой плоскостью ус тройства 10. Цпя осуществления установки пластинок 18 в соориентированномг положении относительно вубаД 7 режущего инструмента при изменении топщнныйиска и геометрических параметров зуба станок содержит узел вертикального и поперечного перемещения устройства для пайки (см. фиг. 4), состоящий из изолированного от станинЫ) 1 станка корпуса 22, смонтированного на боковой поверхисюти станины и оснащенного гокоподводом 23. На внешней плоскости корпуса 22 подвижно установлена опорная плита 24 с циливдрической гайкой 25, которая, передвигаясь по вертикальному винту 26, перемещает плиту 24 в вертикальном направлении по вертикальному валику 27. На базовой поверхности плиты 24 жестко смонтированы направляющие 28, на . которых установлена подвижная каретка 29 электроконтактного устройства для пайки, состодацего из каретки 29, пневл 6цилнндра 30, двустороннего действия, скользящей Bvaisai 31 для ориентации пластины, консоли кайЬетодержателя 32 со сменной кассетой 33, клеммы 34, токоподводящей шины 35 и рабочего электрода 19, Причем перемещение каретки 29 осуществляется подпружинненным регулировочным винтом 36 (см, фиг, 5), Станок также содержит золотник 37 для подачи сжатого воздуха к пневмоцилиндрам с педалью управления 38 и возвратной пружиной 39. Кроме того, станок оснащен редукционным вентилем 40, шкафом электрооборудования с пультом 41, щитком 42 для приборов, понижающим трансформатором с трехступенчатой регулировкой (на чертеже не показан), воздухопроводами 43 - 46, щто-. ком 47 зопотНИКа 37 и концевым микровыключателем 48. Паяемый диск 14 инструмента с насадками припоя и флюса уст анавливают в устройстве 10 для его зажима под пайку и осуществляют настройку станка посредством Перемещения диска 14 в горизонтальном направлении при помощи ходового винта 3 и перемещении рабочего электрода 19 в вертикальном и поперечном направлении под действием винта 26 и винта 36, после чего устанавливают сменную кассету 33 с пластинками в консоль кассетодержателя 32,-Воздух через золотник 37 и воздухопровод 43 пневмоцилиндра 6 отводит механизм продольной подачи изделия из зоны пайки. Одновременно воздух через эолотник 37 подаетсл в левую полость по возду::опроводу 44 камеры пневмоцилиндра 30 и тем самым осуществляется подача пластинки 18 из кассеты 33. После прижима диска 14 к контактному электроду 13с помощью гайки 12 и шайбы 11 - работа станка при нажатии на педаль 38 сводится к следующим этапам. На первом этапе происходит разгерметизация пневмоцилиндра 6 механизма продольной подачи инструмента и ле1:ой патости цилиндр 30 подачи пластин 18 в зону пайки, Под действием пружины 7 механизм продольной подачи двигается влево, подавая диск 14 в зону пайки , причем ауб 17 на ходится над пластиной 18, установленной на электроде 19. На втором этапе возду через вентиль 40 и золотник 37 по воздухопроводу 45 поступает в аилиндр 16, служащий дли поворота устройства 10 При этом аввп&;Ление через щток 20 и рычаг 21 передает ся на устройство 10 для зажима паяемого изделия Втсфичная цепь трансформатс а за мьгкается через электрод 13 - диск 14 ;пластину 18 - рабочий электрод 19, На третьем этапе воздух через вентиль 40t золотник 37. и воздухопровод 46 пост пает в правую полость камеры цилиндра 30 при этом давление передается на вилку 31 отводя ее в левое положение. Очередная пластина 18 из кассеты 33 подается в вил ку 31„ На четвертом этапе щток 47 эопотника 37 действует на выключатель 48, осуществляя подачу напряжения на первичную обмотку трансформатора. При прохождении тока по электроду 13 диску 14 - пластине 18 - рабочему электроду 19 осуществляется процесс пайки, После расплавления припоя педаль управления 38 плавно отпускают вверх и работа станка происходит в обратной последовательности. Формула изобретения 1 о Станок для пайки тоердосплавных пластиа к режущему инструменту, преимущественно к зубьям дисковой пилы, содержащий станину, электроконтактное устройство ДЛЯ пайки изделияр устройство для зажима паяемото режущего инструмента, привод. токоподводы и электрооборудование, о т пичающийся тем, что с целью повышения производительности за счет ав-. дтоматической подачи режущего инструмен|та в зону пайки и отвода его, он снабжен механизмом продольной подачи паяемого инструмента, содержащим фасонную гайку. смонтированную на станине, горизонтально |и подвижно установленный ходовой винт, кинематически связанный с приводом, и неподвижный направляющий валик, смонтированный параллельно ходовому винту и ос нащенный наружной и внутренней подвиж:ными боковыми щеками, при этом устройство для аажима паяемсгго инструмента расположено между направляющим валиком и ходовым винтом. 2. Станок по п. 1, отлич. и и с я тем, что, с целью повыщения качества пайки за счет обеспечени$з регулируемого рабочего давления на паяемый |инструментр механизм продольной подачи паяемого инструмента оснащен пневмоци линдром, подвижно связанным с внутрек ней боковой щекой нацравляющего валика |И фигурньзм рычагом, одно плечо которого шарнирно соединено со штоком пневмоци;линдра, а другое - жестко с устройством для зажима паяемого инструмента. 3. Станок по п„ 1 и 2, о т л и ч аto щ и и с я тем, что, с целью обеспече|ния ориентации твердосплавных пластин от|носительно режущего инструмента и расширения номенклатуры паяемых инструмен- JTOB, он оснащен узлом вертикального и по|перечного перемещения электроконтактного устройства для пайки, выполненным в виде изолированного корпуса, смонтированJHorc на станине станка, и опорной илиты, установленной с возможностью вертикальjHoro перемещения по корпусу, причем пли|Та снабжена жестко смонтированньгми на- 1правляюишми, на которых распопожеиа с |возможностью поперечного перемещения 1подвижная каретка электроконтактного устройства для пайки. ц гз 70 Т
1
фиа. 2
т. 3
игЛ . 5 д
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
| Н. Ф. Г. Г. Гессе и Г. Т. Чернышев | 1967 |
|
SU192589A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2006 |
|
RU2310559C1 |
| Станок для насекания напильников и механизм ориентирования обрабатываемой поверхности заготовки относительно инструмента | 1981 |
|
SU1021064A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ УГЛА ЗАТОЧКИ, УСТРОЙСТВА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА, РАБОЧИЙ СТОЛ, ДЕРЖАТЕЛЬ НОЖА, СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ ЛЕДОБУРОВ | 2017 |
|
RU2696627C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| РУЧНОЙ КОВРОТКАЦКИЙ СТАНОК | 1991 |
|
RU2057826C1 |