(54) УСТРОЙСТВО ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА
1
Изобретение относится к пайке режущего инструмента, в частности токарных резцов, и может быть использовано в инструментальной и машиностроительной промышленности.
Известно устройство для сборки и пайки резцов с твердосплавными пластинами, содержащее установку для нагрева токами высокой частоты и стол с расположенной на нем вращающейся планшайбой и ориентиром 1.
В этом устройстве отсутствует механизм прижима твердосплавных пластин к державкам инструмента. Прижим пластин осуществляется вручную. Это ведет к некачественной пайке.
Наиболее близким к предлагаемому по технической сущности является устройство для пайки твердосплавных пластин с державками режущего инструмента, содержащее станину с высокочастотным индуктором для нагрева под пайку и приводной планшайбой с установочными гнездами, на станине перед индуктором и после него смонтированы механизмы ориентации твердосплавных пластин относительно державки дежуfщего инструмента 2.
Однако известное устройство имеет невысокую производительность и низкое качество , получаемых изделий.
Это объясняется тем, что механизмы ориентации твердосплавных пластин, закрепленные на станине устройства, для занятия исходного положения после ориентации пластин, совершают возвратные, холостые движения, на которые затрачивается определенная часть рабочего времени. При этом планшайба совершает периодические движения. О Кроме того, в зоне нагрева твердосплавные пластины не закреплены на державке и под действием электродвижущих сил смещаются, а иногда и сползают с державки. Такие резцы требуют повторной пайки, что ведет к дополнительному снижению производительности, дополнительным расходам припоя и флюса, а также к снижению стойкости резцов на 5-8% за счет повторного нх нагрева.
Невозможность закрепления пластин в 20 зоне нагрева объясняется тем, что механизмы ориентации пластин конструктивно очень сложны и имеют большие размеры.
Цель изобретения - повышение производительности труда.
Это достигается тем, что в предлагаемой конструкции на планшайбе шарнирно закреплены подпружиненные П-образные рычаги по числу гнезд, выполненные в виде двух параллельных щечек с перемычкой, несущей ориентирующие и прижимные элементы.
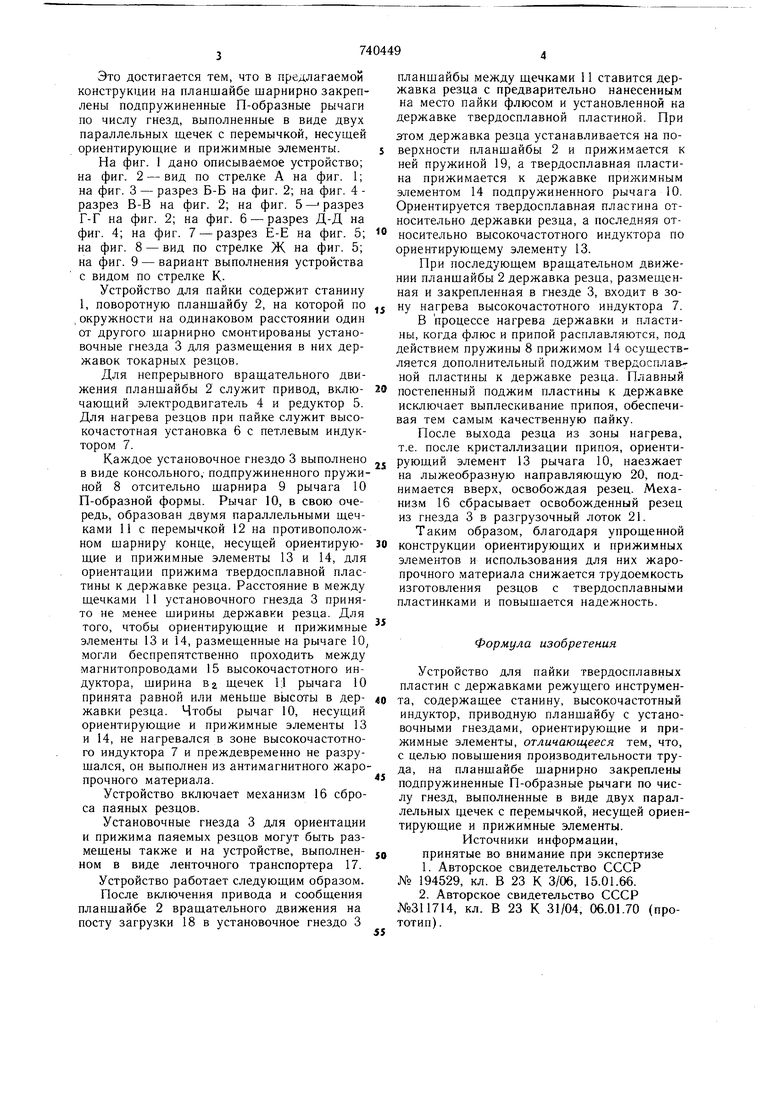
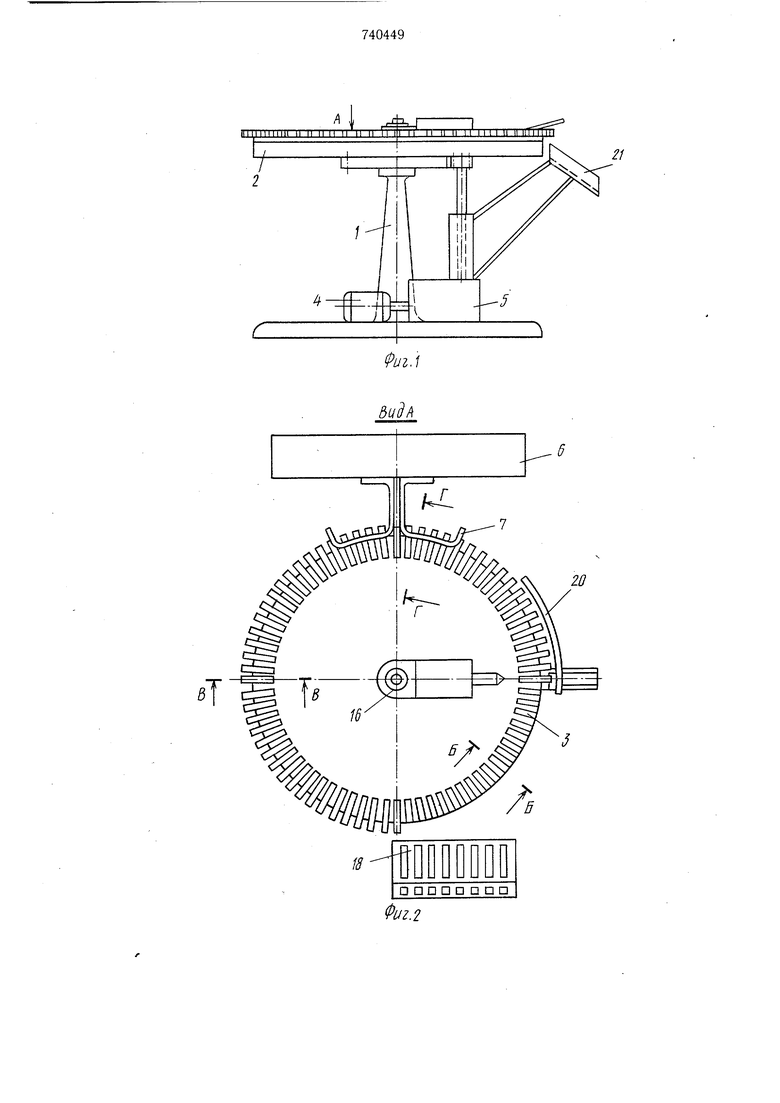
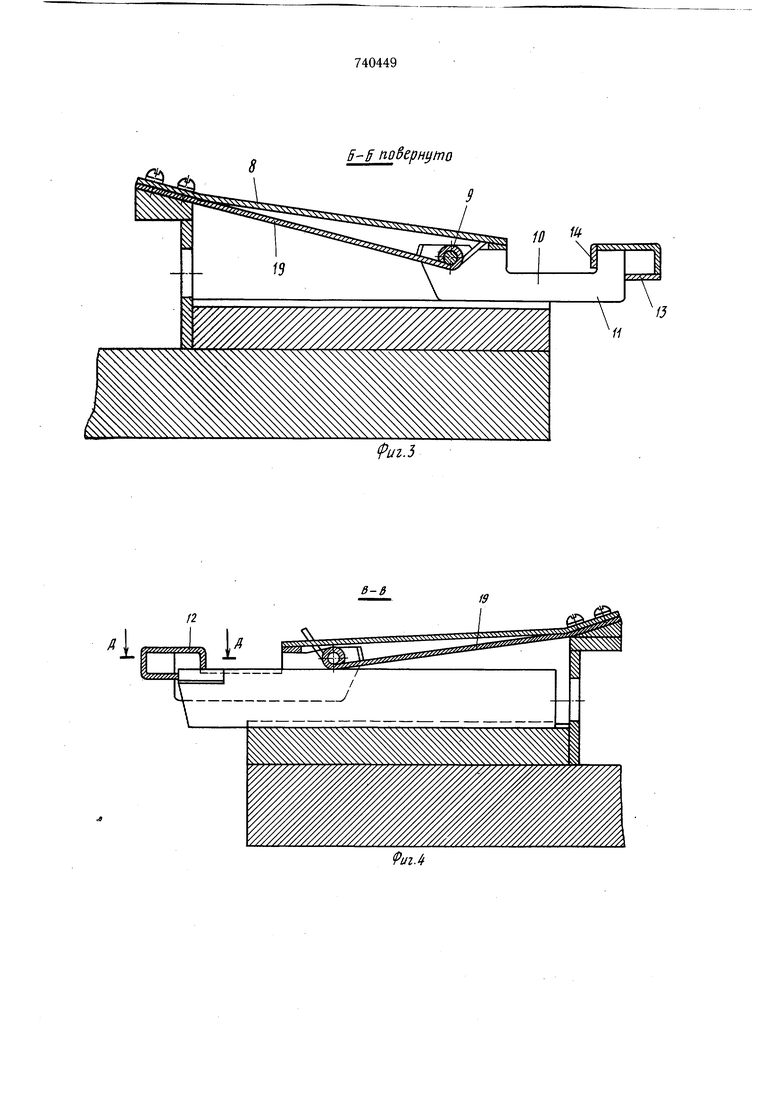
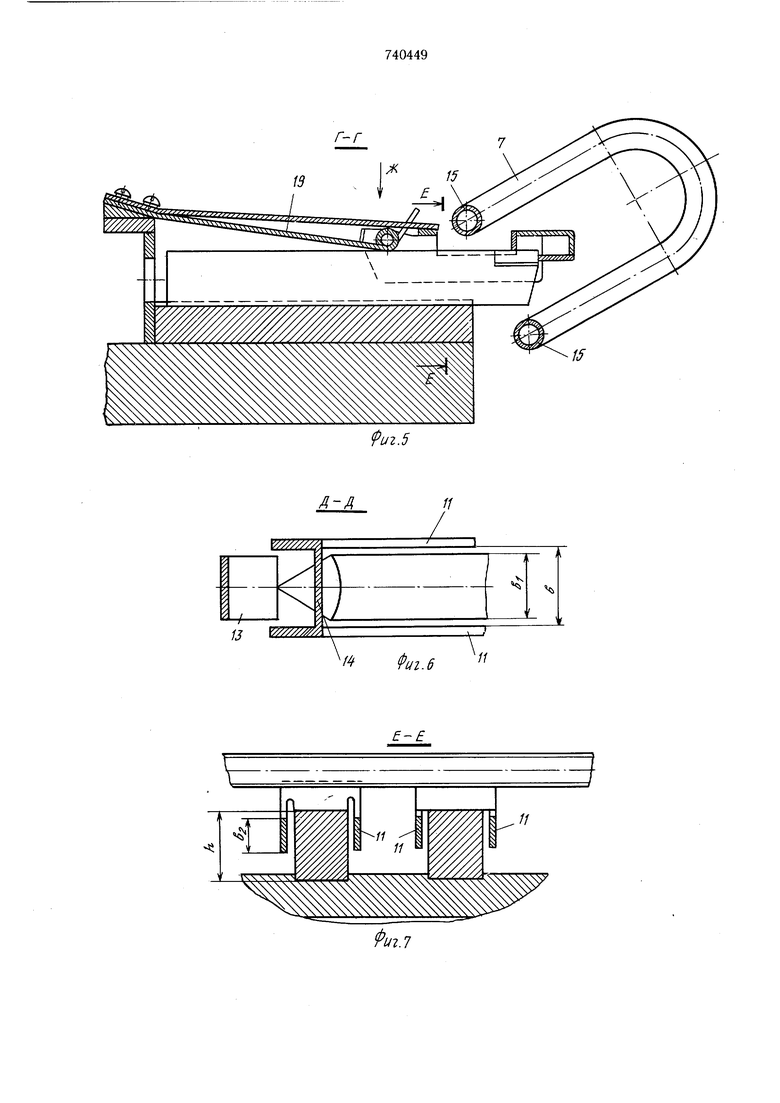
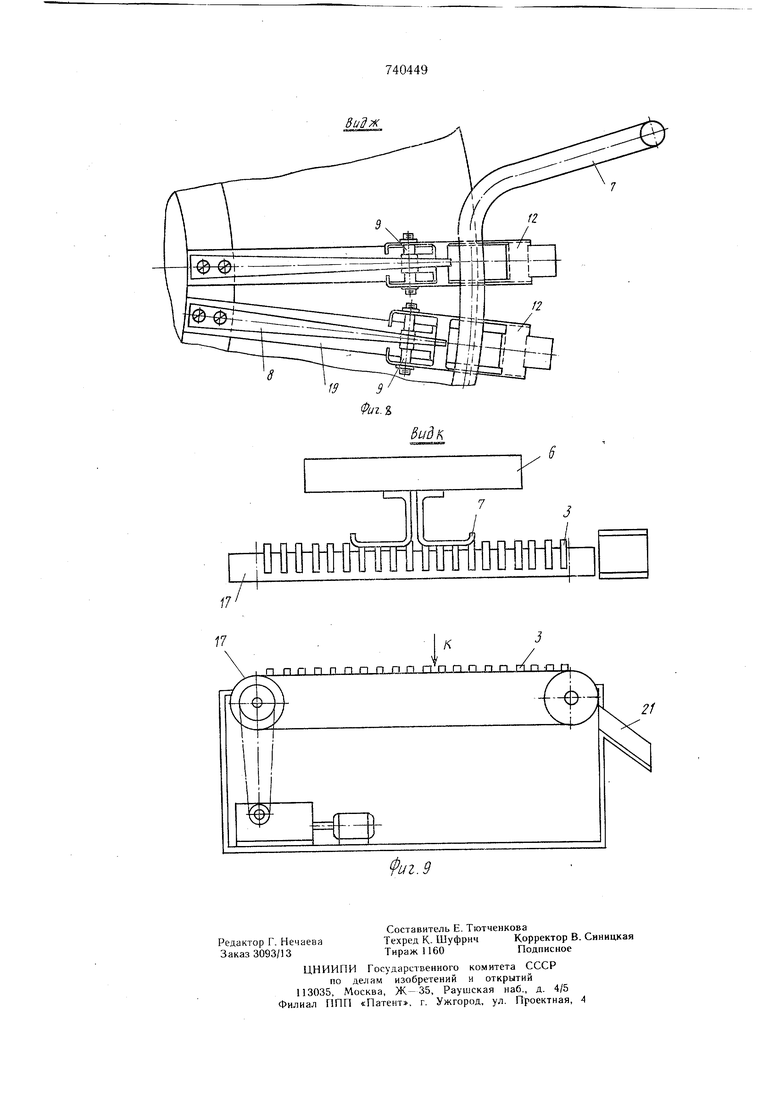
На фиг. 1 дано описываемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг. 2; на фиг. 5--разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 4; на фиг. 7 - разрез Е-Е на фиг. 5; на фиг. 8 - вид по стрелке Ж на фиг. 5; на фиг. 9 - вариант выполнения устройства с видом по стрелке К.
Устройство для пайки содержит станину 1, поворотную планшайбу 2, на которой по окружности на одинаковом расстоянии один от другого шарнирно смонтированы установочные гнезда 3 для размещения в них державок токарных резцов.
Для непрерывного вращательного движения планшайбы 2 служит привод, включающий электродвигатель 4 и редуктор 5. Для нагрева резцов при пайке служит высокочастотная установка 6 с петлевым индуктором 7.
Каждое установочное гнездо 3 выполнено в виде консольного, подпружиненного пружиной 8 отсительно шарнира 9 рычага 10 П-образной формы. Рычаг 10, в свою очередь, образован двумя параллельными щечками 11 с перемычкой 12 на противоположном шарниру конце, несущей ориентирующие и прижимные элементы 13 и 14, для ориентации прижима твердосплавной пластины к державке резца. Расстояние в между щечками 11 установочного гнезда 3 принято не менее ширины державки резца. Для того, чтобы ориентирующие и прижимные элементы 13 и 14, размещенные на рычаге 10, могли беспрепятственно проходить между магнитопроводами 15 высокочастотного индуктора, ширина в г щечек 1;1 рычага 10 принята равной или меньше высоты в державки резца. Чтобы рычаг 10, несущий ориентирующие и прижимные элементы 13 и 14, не нагревался в зоне высокочастотного индуктора 7 и преждевременно не разрушался, он выполнен из антимагнитного жаропрочного материала.
Устройство включает механизм 16 сброса паяных резцов.
Установочные гнезда 3 для ориентации и прижима паяемых резцов могут быть размещены также и на устройстве, выполненном в виде ленточного транспортера 17. Устройство работает следующим образом. После включения привода и сообщения планшайбе 2 вращательного движения на посту загрузки 18 в установочное гнездо 3
планщайбы между щечками 11 ставится державка резца с предварительно нанесенным на место пайки флюсом и установленной на державке твердосплавной пластиной. При
этом державка резца устанавливается на поверхности планщайбы 2 и прижимается к ней пружиной 19, а твердосплавная пластина прижимается к державке прижимным элементом 14 подпружиненного рычага 10. Ориентируется твердосплавная пластина относительно державки резца, а последняя относительно высокочастотного индуктора по ориентирующему элементу 13.
При последующем вращательном движении планщайбы 2 державка резца, размещенная и закрепленная в гнезде 3, входит в зону нагрева высокочастотного индуктора 7.
В процессе нагрева державки и пластины, когда флюс и припой расплавляются, под действием пружины 8 прижимом 14 осуществляется дополнительный поджим твердосплавной пластины к державке резца. Плавный постепенный поджим пластины к державке исключает выплескивание припоя, обеспечивая тем самым качественную пайку.
После выхода резца из зоны нагрева, т.е. после кристаллизации припоя, ориентирующий элемент 13 рычага 10, наезжает на лыжеобразную направляющую 20, поднимается вверх, освобождая резец. Механизм 16 сбрасывает освобожденный резец из гнезда 3 в разгрузочный лоток 21.
Таким образом, благодаря упрощенной конструкции ориентирующих и прижимных элементов и использования для них жаропрочного материала снижается трудоемкость изготовления резцов с твердосплавными пластинками и повышается надежность.
Формула изобретения
Устройство для пайки твердосплавных пластин с державками режущего инструмента, содержащее станину, высокочастотный индуктор, приводную планшайбу с установочными гнездами, ориентирующие и прижимные элементы, отличающееся тем, что, с целью повышения производительности труда, на планшайбе шарнирно закреплены подпружиненные П-образные рычаги по числу гнезд, выполненные в виде двух параллельных щечек с перемычкой, несущей ориентирующие и прижимные элементы. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 194529, кл. В 23 К 3/06, 15.01.66.
2. Авторское свидетельство СССР №311714, кл. В 23 К 31/04, 06.01.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки твердосплавных пластин к державкам режущего инструмента | 1982 |
|
SU1186419A1 |
| УСТРОЙСТВО для ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU311714A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Полуавтомат для пайки инструмента | 1974 |
|
SU575192A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1969 |
|
SU253561A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА С НАПАЯННОЙ ТВЕРДОСПЛАВНОЙ ПЛАСТИНОЙ | 2013 |
|
RU2517093C1 |
Ir jil B поёернуто
д-д
V ,г.6
П
