I Изобретение относится к автома- тизации производственных процессов I пайки резцов дисковых пил камнерез- :нык магаин с применением индукционно- го нагрева и может быть использова- ;но в различных отраслях машинострое- :Ния для панки инструмента, ; Целью изобретения является повыше |ние уровня автоматизации и точности базирования твердосплавных пластин относительно корпусов резцов,
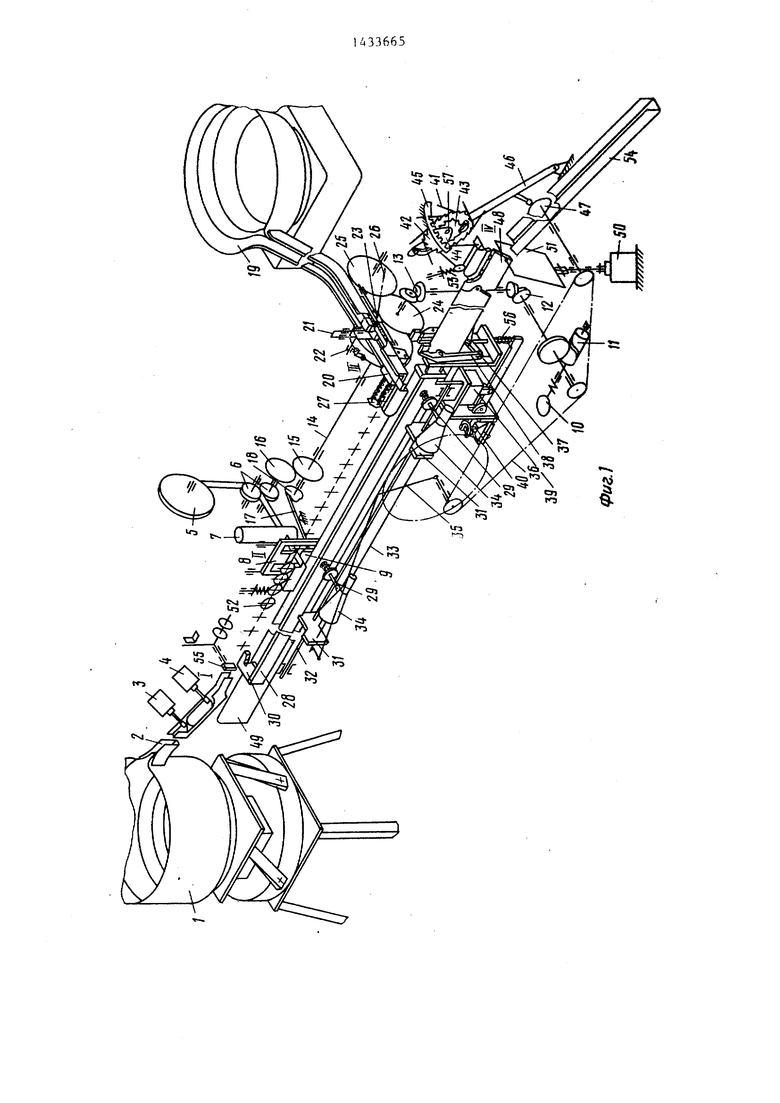
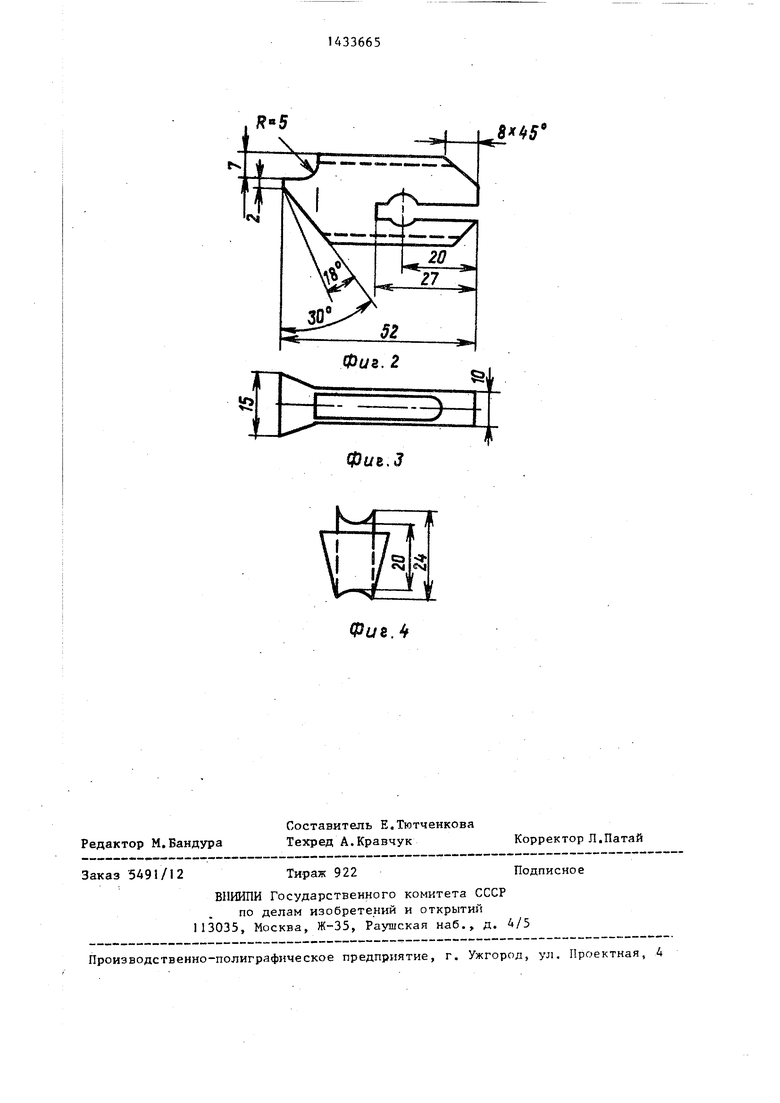
На фиг, показана кинематическая схема предложенной автоматической линии, аксонометрия; на фиг, 2,3 и 4 - корпус резца в трех проекциях,
Линия для пайки содержит устройство для поштучной вьщачи и ориентации корпусов резцов, состоящее из вибробункера 1 с механизмом ориента- ции, наклонной питающей кассеты 2 и ритмопитателя, включающего в себя две электромагнитные заслонки 3 и , устройство для дозирования подачи Медного ленточного припоя, состоящее из кассеты 5 для ленты, подающих ро- |ликов 6, емкости с флюсом 7 ножниц I с подвижным 8 и неподвижным 9 но- |жами. Движение к подающим роликам 6 для подачи ленточного припоя пере- дается от общего привода, состояш.его из электродвигателя 10 постоянного тока и червячного редуктора 1, через конические передачи 12,13, распределительный вал 14, зубчатый сегмент 15, шестерни 16, Подвижной нож 8 ножниц для отрезки ленточного припоя приводится в движение при помощи рычага 17 и кулачка 18, жестко I закрепленного на валу 14,
Устройство для поштучной выдачи и ориентации твердосплавных ппасти- нок содержит вибробункер 19 с механизмом ориентации и йаклонную питаю- щую кассету, состоящую из неподвижной и подвижной частей 20, Устройство снабжено ритмопитателем. твердосплавных пластинок, состоящим из дву подпружиненных заслонок 21 и 22, ко- торые приводятся в движение двумя кулачковыми дисками, установленными и жестко закрепленными на валу 14, а также толкателем 23, установленным на горизонтальной направляющей,полу- чающей движение от распределительного вала через шестерни 24,25 и шатун 26, при этом питающая кассета смонтирована на направляющих 27.
Q
5
0 5 о д
5 п
5
Линия для пайки содержит также устройство межоперационных перемеие- ний резца, представляющее собой рейку 28 со смонтированными на ней двумя подпружиненными толкателями 29 и призмой 30, Рейка при помопщ кронштейнов 31 установлена на направляющей 32, кронштейны 3-1, в свою очередь, служат направляющими для стержня 33 с двумя кулачками 34, Возвратно-поступательное движение устройству сообщается от дезаксиального кри- вошипно-щатунного механизма 35, приводимого в движение от главного при- вода чере-з цепную передачу 36,
Устройство базирования твердосплавных пластинок относительно корпуса резца состоит из кронштейна 37, смонтированного на рейке 28, и представляет собой две прижимные губки 38, приводимые в движение электромагнитом 39 через рычажный механизм, Для гашения динамиче ских нагрузок и возможных вибраций устройство снабжено пневматическим демпфером 40,
Устройство прижима твердосплавных пластинок к корпусу резца в зоне пайки состоит из смонтированных на диске (не показан) восьми прижимных пальцев 41 из жаропрочной стали, а также храповиков 42,43 и зубчатого сегмента 44, Сегмент 44 находится в зацеплении с рейкой 45, Такая конструкция устройства обеспечивает поворот диска с прижимными пальцами на 45 после каждого цикла пайки. Это позволяет предотвратить нагрев зажимных пальцев при пайке, Качательное движение рычага 46, приводящего к циклическому повороту диска с прижимными пальцами, сообщается от главного привода через цепную передачу 36 и кулачок 47,
Кроме того, предлагаемая линия включает устройство разгрузки готовых резцов, состоящее из сбрасывателя 48, гаарнирно закрепленного на главной направляющей 49, Сбрасыватель приводится в движение от электромагнита 50 через рычаг 51, Рабочая поверхность сбрасывателя выполнена из жаростойкой стали.
Для обеспечения вертикального устойчивого положения корпусов резцов при их межоперанионном перемещении и в зоне пайки предусмотрены вертикальные 52 и накл(нные 53 подпружиненные ролики.
iKint- pxHociи г латзной направляющей, сбрасывателя роликов выполняются вЕЛтуклымп, в соответствии с профилем крепежных канавок корпусов резцов.
Готовые резцы сбрасываются на разгрузочный лоток 54.
Ограничительный флажок 55 предусмотрен для установки корпуса резца в исходном начальном положении,прижимные губки 38 связаны с пружиной 56, а зубчатый сегмент 44, храповики 42 и 43 смонтированы на оси 57,
Линия для пайки работает следующим образом.
Корпусы резцов и твердосплавные пластинки засыпаются соответственно в вибробункера 1 и 19, откуда сориентированные корпусы резцов и твердосплавные пластинки через наклонные кассеты поступают в ритмопитатели. Из кассеты 5 ленточный припой проходит через емкость с флюсом 7 и подается в зону отрезки.
Рабочий цикл линии начинается с хода рейки 7.8, В конце хода (крайнее левое положение) рейка нажимает на конечный выключатель (не показан), по команде которого электромагнитная заслонка 4 открывается, и корпус резца под действием собственного веса по наклонному лотку поступает на главную направляющую (49), Четкая остановка корпуса резца в исходном положении осуществляется ограничительным флажком 55.
При обратном ходе рейки 28 (рейка при помощи кривошипно-шатунного механизма 35 совершает возвратно-поступательное движение с ходом, равным длине межоперационного перемегхения) призма 30 перемещает корпус резца с 1 технологической позиции на II позицию, где на паз корпуса резца при помощи подающих роликов 6 подается и отрезается ножами 8,9 покрытый флюсом ленточный припой длиной, равной толщине корпуса резца, В этом промежутке времени закрывается заслонка 4 и открывается заслонка 3, вследствие чего корпусы резцов по наклонной питающей кассете 2 под действием собственного веса перемещаются до заслонки 4, заслонка 3 закрывается.
При следующем цикле рейки 28 заправленный припоем корпус резца при помощи левого толкателя 29 перемещается на позицию установки твердо- сплявных пластинок (ill),
На этой позиции из ритмопитателя
твердосплавных пластинок при помощи толкателя 23 поступает на паз корпуса резца твердосплавная пластинка (до этого заслонка 22 открывается). Далее, при очередном цикле рейки,
корпус резца с припоем и твердосплавной пластинкой при помощи правого толкателя 29 перемещается в зону индуктора (не показан) на IV технологическую позицию. При этом перед перемещением элементов резца прижимным губками 38 осуществляется базировка .твердосплавной пластины относительно корпуса резца, в момент базировки подвижная часть 20 питающей кассеты
находится в крайнем левом положении, что дает возможность механизму базировки обхватывать элементы резца. Элементы резца, захваченные прижимными губками 38, перемещаются в зону
пайки, где при помощи прижимного пальца 41 осуществляется прижим и фиксация твердосплавной пластинки к корпусу резца, подается команда на электромагнит 39, который размыкает
прижимные губки 38. После перемещения прижимных губок 38 вместе с рейкой 28 влево (удаляются из зоны пай- кн) подается сигнал на включение индуктора - происходит пайка. После
пайки индуктор выключается, резец освобождается от прижима, срабатывает сбрасыватель 48 и резец по разгрузочному лотку 54 удаляется в накопитель готовой продукции, далее сбра- сыватель принимает исходное положение и на него поступает новый резец. Циклическое перемещение толкателей 29 назад при холостом ходе рейки и вперед при рабочем ходе рейки осуществляется с помощью кулачков 34, причем рейка начинает свое движение -вправо или влево после завершения перемещения толкателей 29 соответственно вперед или назад.
Таким образом, автоматическая линия пайки резцов пил камнерезных мащин обеспечивает автоматическую пайку резцов с полным циклом, равным 8 с.
55
Формула изобретения
1. Линия для пайки преимутествен- но твердосплавных пластин к корпусам
резцов камнереяных машин, содержащая (1ндуктор и связанные с общим приводом устройства для поштучной выдачи и ориентации соединяемых деталей с жтмопита.телями, устройство для дози- )ованной подачи припоя, устройство для межоперационных перемещений, о т- JJI и чающая ся тем, что, с целью повышения уровня автоматизации и точности базирования твердосплавных пластин относительно корпусов резцов, она дополнительно снабжена установленным в зоне пайки устройством при- )сима твердосплавных пластин к корпусам резцов, выполненным в виде при
жимных пальцев, закрепленных по окружности диска, кинематически связанного с зубчатым сегментом с рейкой, и размещенным перец устройством для прижима устройством базирования, выполненным в виде закрепленных на кронштейне прижимных губок, кинематически связанных с электромагнитным рычажным приводом с демпфером.
2. Линия по п. 1 , отличающаяся тем, что ритмо- питатель подачи корпусов выполнен в виде наклонной кассеты с двумя элeктpoмaгнитны и заслонками.
в 45 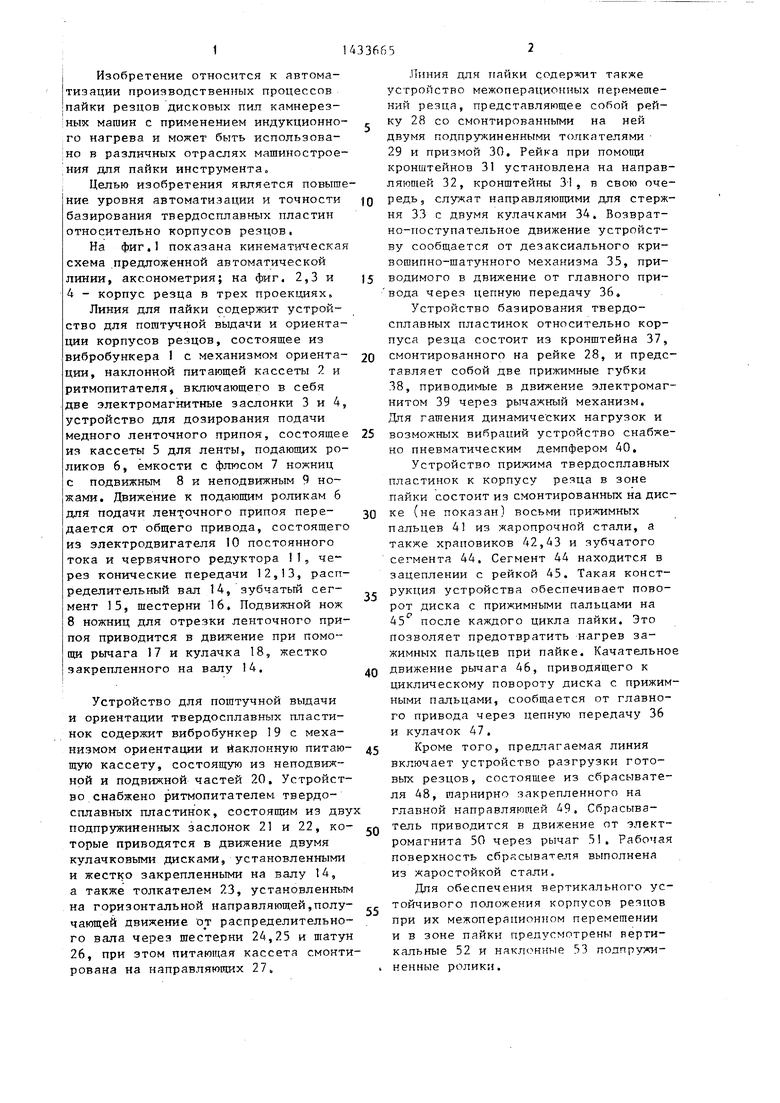

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для пайки твердосплавных пластин к зубьям дисковых пил | 1983 |
|
SU1152737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Устройство для пайки пластинок на зубья дисковой пилы | 1985 |
|
SU1311879A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| Лопастное долото | 1980 |
|
SU861541A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА С НАПАЯННОЙ ТВЕРДОСПЛАВНОЙ ПЛАСТИНОЙ | 2013 |
|
RU2517093C1 |
| Устройство для пайки | 1980 |
|
SU889349A1 |
Изобретение относится к автоматизации производственнь х процессов пайки резцов камнерезных машин с применением индукционного нагрева и может быть использовано в различных отраслях машиностроения для пайки инструмента. Цель - повьшение уровня автоматизации и точности базирования твердосплавных пластин относительно корпусов резцов. При работе линии, связанные с общим приводом устройст-. ва для поштучной выдачи и ориентации- соединяемых деталей с ритмопитателя- ми, обеспечивают последовательную подачу корпусов резцов и твердосплавных пластин в соответствии с установленным ритмом. Устройство для дозированной подачи припоя и устройство межоперационных перемещений выполняют соответствующие функции. Перед подачей корпусов с резцами в зону пайки осуществляется базирование твердосплавной пластины относительно корпуса резца в устройстве для базированных посредством прижимных губок и электромагнитного рычажного привода с демпфером. Прижатие твердосплавных пластин к корпусу осуществляется прижимными пальцами, кинематически связанными с зубчатым сегментом и рейкой. Линия обеспечивает автоматическую пайку резцов с полным циклом, равным 8с. 1 з.п. ф-лы, 4 ил. (Л со 00 О5 О5 сл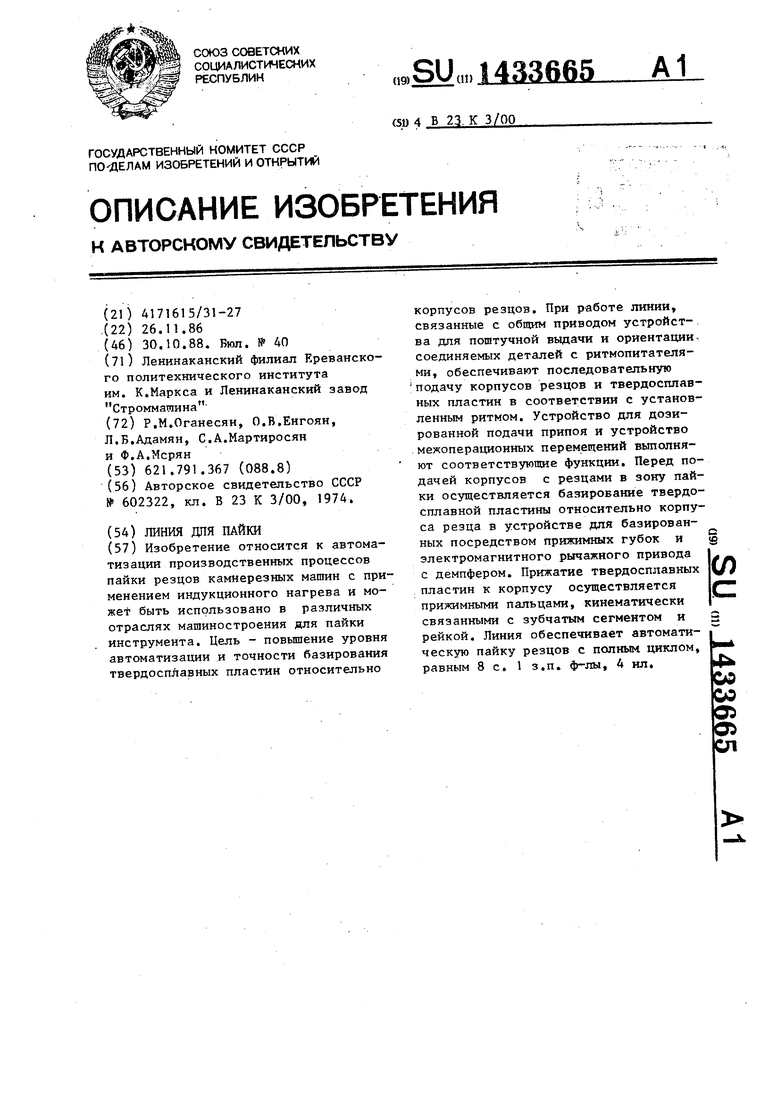
Редактор М.Бандура
Составитель Е.Тютченкова Техред А.Кравчук
Заказ 5491/12
Тираж 922
ВПИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фив.З
Корректор Л.Патай
Подписное
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
