сбега полотна. Это приводит к снижению качества получаемого изделия и установке специальных ширительных устройств, что негативно влияет на производительность линии.
Известно устройство для двухосного растяжения рукавных полимерных пленок, содержащее расположенный внутри рукава и выполненный расширяющимся в направлении перемещения рукава ширительный элемент в виде по меньшей мере двух валков с приводами их вращения и винтовой нарезкой по наружной поверхности, причем один выполнен с правой нарезкой, а другой елевой.
Данное устройство повышает производительность, однако при зтом растет интенсивность взаимодействия валков с пленкой, что приводит к появлению на поверхности изделия полос, сбега и снижению его качества. Наличие дополнительных кинематических приводов снижает надежность работы устройства и повышает вероятность загрязнения изделия смазочными материалами.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для изготовления рукавов из полимерных материалов, содержащее зкструзионную головку, калибрующий дорн и тянущие валки, причем между калибрующим дорном и тянущими валками последовательно установАе. ны наружные ограничители и внутренние ширители рукава.
Известное устройство обеспечивает некоторую стабилизацию положения рукава, однако наружные ограничители не достаточно эффективно взаимодействуют с изделием и при широком рукаве или повышении производительности устройства может наблюдаться сход изделия с ограничителей и рассогласование их работы и работы ширителей рукава (особенно при наличии продольных ребер). Кроме того, стационарное расположение ширителя не позволяет использовать его при изменении номенклатуры получаемого изделия, что негативно сказывается на технологичности конструкции и надежности ее работы. Наконец, расположение ширителя внутри рукава существенно усложняет его обслуживание. Цель изобретения - повышение производительности путем обеспечения надежности в работе устройства.,
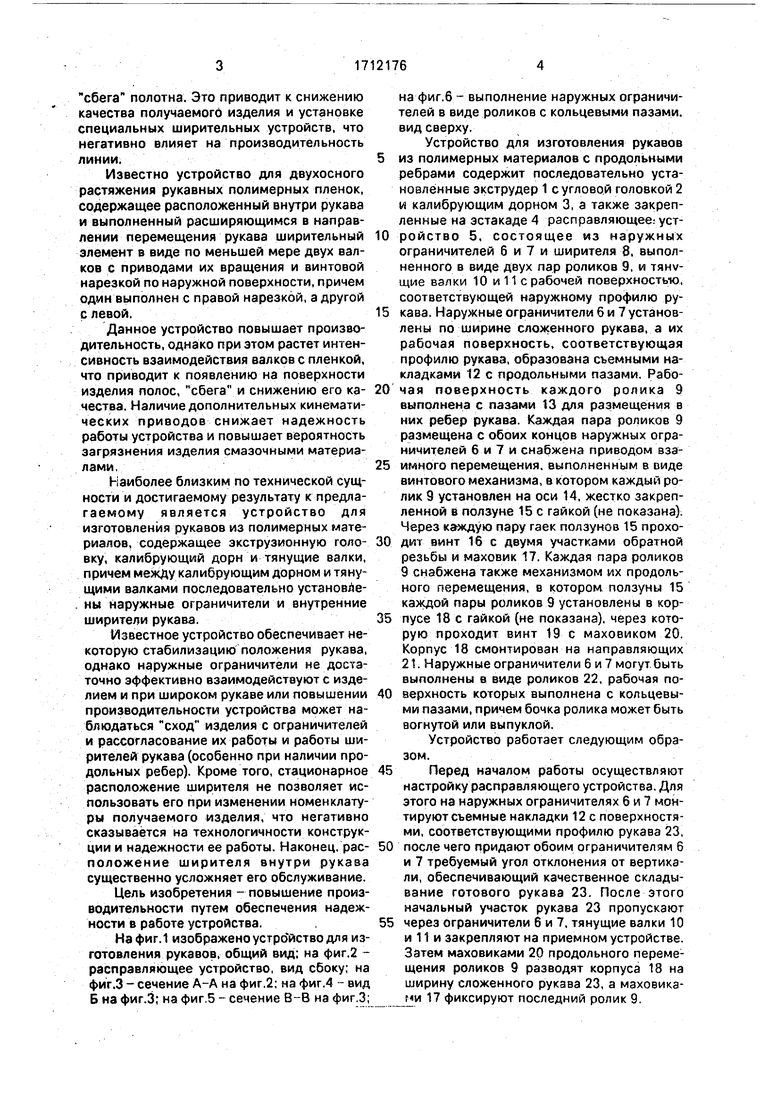
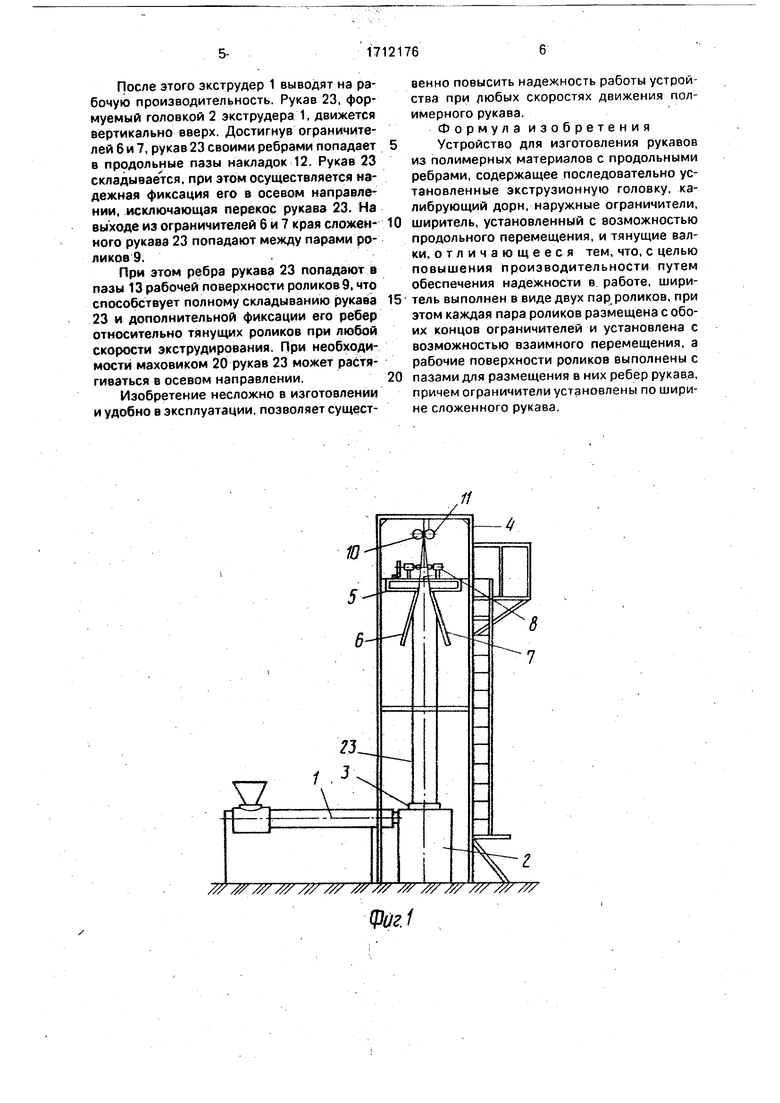
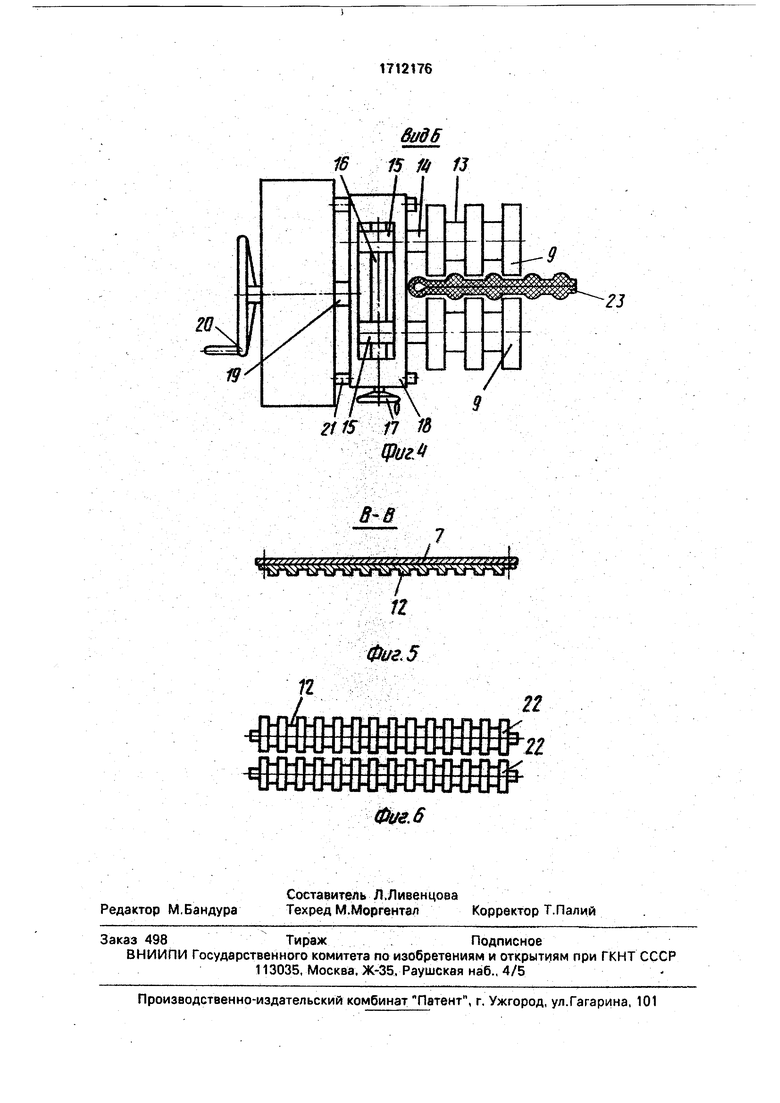
На фиг.1 изображено устройство для изготовления рукавов, общий вид; на фиг.2 расправляющее устройство, вид сбоку; на фиг.З - сечение А-А на фиг.2; на фиг.4 - вид Б на фиг.З; на фиг.5 - сечение В-8 на фиг.З;
на фиг.б - выполнение наружных ограничителей в виде роликов с кольцевыми пазами, вид сверху.
Устройство для изготовления рукавов из полимерных материалов с продольными ребрами содержит последовательно установленные зкструдер 1 с угловой головкой 2 и калибрующим дорном 3, а также закрепленные на эстакаде 4 расправляющее: устройство 5, состоящее из наружных ограничителей б и 7 и ширителя 8, выполненного в виде двух пар роликов 9. и тянущие валки 10 и 11 с рабочей поверхностью, соответствующей наружному профилю рукава. Наружные ограничители 6 и 7 установлены по ширине сложенного рукава, а их рабочая поверхность, соответствующая профилю рукава, образована съемными накладками 12 с продольными пазами. Рабочая поверхность каждого ролика 9 выполнена с пазами 13 для размещения в них ребер рукава. Каждая пара роликов 9 размещена с обоих концов наружных ограничителей 6 и 7 и снабжена приводом взаимного перемещения, выполненным в виде винтового механизма, в котором каждый ролик 9 установлен на оси 14, жестко закрепленной в ползуне 15с гайкой (не показана). Через каждую пару гаек ползунов 15 проходит винт 16 с двумя участками обратной резьбы и маховик 17. Каждая пара роликов 9 снабжена также механизмом их продольного перемещения, в котором ползуны 15 каждой пары роликов 9 установлены в корпусе 18 с гайкой (не показана), через которую проходит винт 19 с маховиком 20. Корпус 18 смонтирован на направляющих 21. Наружные ограничители 6 и 7 могут быть выполнены в виде роликов 22, рабочая поверхность которых выполнена с кольцевыми пазами, причем бочка ролика может быть вогнутой или выпуклой.
Устройство работает следующим образом.
Перед началом работы осуществляют настройку расправляющего устройства. Для этого на наружных ограничителях 6 и 7 монтируют съемные накладки 12с поверхностями, соответствующими профилю рукава 23, после чего придают обоим ограничителям 6 и 7 требуемый угол отклонения от вертикали, обеспечивающий качественное складывание готового рукава 23. После этого начальный участок рукава 23 пропускают через ограничители 6 и 7, тянущие валки 10 и 11 и закрепляют на приемном устройстве. Затем маховиками 20 продольного перемещения роликов 9 разводят корпуса 18 на ширину сложенного рукава 23, а маховикаtt A 17 фиксируют последний ролик 9.
После этого экструдер 1 выводят на рабочую производительность. Рукав 23. формуемый головкой 2 экстру дера 1, движется вертикально вверх. Достигнув ограничителей 6 и 7, рукав 23 своими ребрами попадает в пррдольные пазы накладок 12. Рукав 23 складывается, при этом осуществляется надежная фиксация его в осевом направлении, исключающая перекос рукава 23. На выходе из ограничителей 6 и 7 края сложен- ного рукава 23 попадают между парами роликов 9.
При этом ребра рукава 23 попадают в пазы 13 рабочей поверхности роликов 9, что способствует полному складыванию рукава 23 и дополнительной фиксации его ребер относительно тянущих роликов при любой скорости экструдирования. При необходимости маховиком 20 рукав 23 может растягиваться в осевом направлении.
Изобретение несложно в изготовлении и удобно в эксплуатации, позволяет существенно повысить надежность работы устройства при любых скоростях движения полимерного рукава.
Формула изобретения
Устройство для изготовления рукавов
из полимерных материалов с продольными ребрами, содержащее последовательно установленные экструзионную головку, калибрующий дорн, наружные ограничители,
ширитель, установленный с возможностью продольного перемещения, и тянущие валки, о т л и ч а ю щ е ее я тем, что, с целью повышения Производительности путем обеспечения надежности в работе, ширитель выполнен в виде двух пар роликов, при этом каждая пара роликов размещена с обоих концов ограничителей и установлена с возможностью взаимного перемещения, а рабочие поверхности роликов выполнены с
пазами для размещения в них ребер рукава, причем ограничители установлены по ширине сложенного рукава.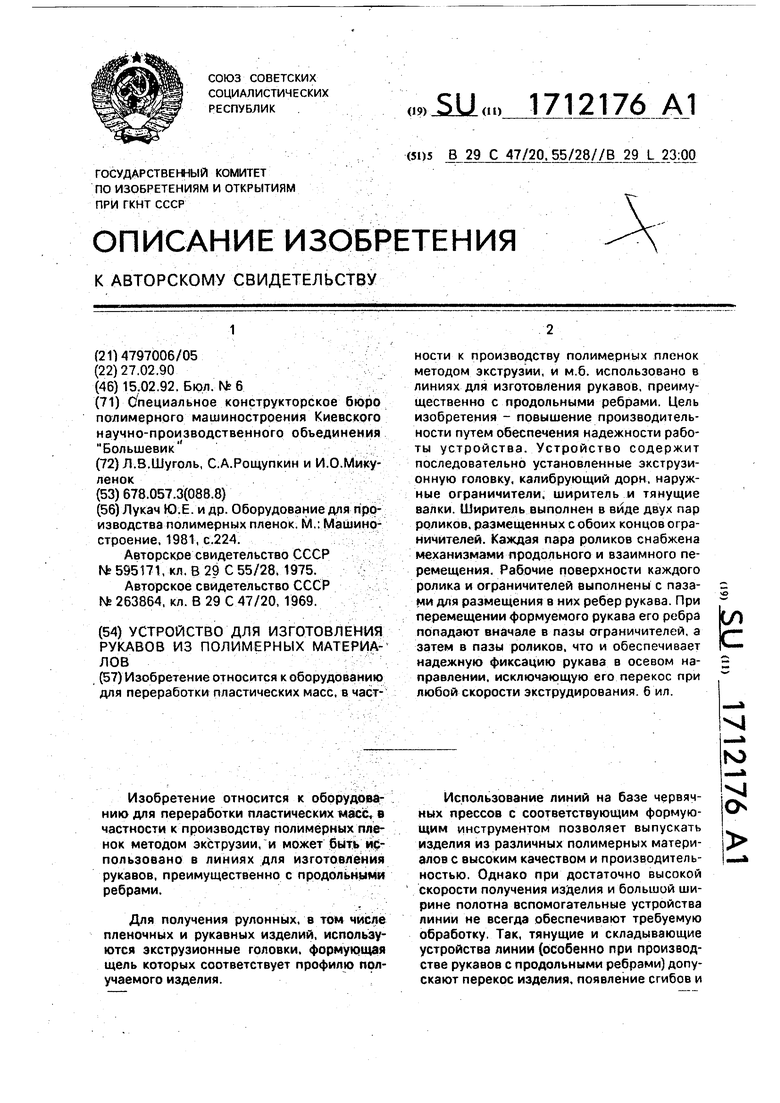
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU263864A1 |
| Устройство для изготовления термопластичных рукавов с продольными ребрами | 1981 |
|
SU973384A1 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Устройство для получения двухосно ориентированных рукавных полимерных пленок | 1971 |
|
SU422205A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| Установка для получения рукавной полимерной пленки | 1981 |
|
SU958120A1 |
| Линия для изготовления плоскосворачиваемых полимерных шлангов с армирующим каркасом | 1987 |
|
SU1519910A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
Изобретение относится к оборудованию для переработки пластических масс, в част-ности к производству полимерных пленок методом экструзии, и м.б. использовано в линиях для изготовления рукавов, преимущественно с продольными ребрами. Цель изобретения - повышение производительности путем обеспечения надежности работы устройства. Устройство содержит последовательно установленные экструзи- онную головку, калибрующий дорн, наружные ограничители, ширитель и тянущие валки. Ширитель выполнен в виде двух пар роликов, размещенных с обоих концов ограничителей. Каждая пара роликов снабжена механизмами продольного и взаимного перемещения. Рабочие поверхности каждого ролика и ограничителей выполнены с пазами для размещения в них ребер рукава. При перемещении формуемого рукава его ребрд попадают вначале в пазы ограничителей, а затем в пазы роликов, что и обеспечивает надежную фиксацию рукава в осевом направлении, исключающую его перекос при любой скорости экструдирования. 6 ил.ЁИзобретение относится к оборудованию для переработки пластических масс, в частности к производству полимерных пленок методом экструзии, и может быть и0- пользовано в линиях для изготовления рукавов, преимущественно с продольными ребрами.Для получения рулонных, в том числе пленочных и рукавных изделий, используются зкструзионные головки, формующая щель которых соответствует профилю получаемого изделия.Использование линий на базе червячных прессов с соответствующим формующим инструментом позволяет выпускать изделия из различных полимерных материалов с высоким качеством и производительностью. Однако при достаточно высокой скорости получения изделия и больший ширине полотна вспомогательные устройства линии не всегда обеспечивают требуемую обработку. Так, тянущие и складывающие устройства линии (Особенно при производстве рукавов с продольными ребрами) допускают перекос изделия, появление сгибов и^ГО-^ с>&
/// ////////////////// //////////// /7//W
Фиг.1
Сриг.2
8
в
1
Фиг.З
вадб 15 in /J
t/e.5
| Лукач Ю.Е | |||
| и др | |||
| Оборудование для производства полимерных пленок | |||
| М.: Машиностроение, 1981, С.224.Авторское свидетельство СССР №595171,кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Солесос | 1922 |
|
SU29A1 |
