Изобретение относится к конструкции пресс-форм, в частности пресс-форм для прессования изделий из пластмасс, в том числе из реактопластов.
Цель изобретения - повышение производительности труда и качества прессуемых изделий.
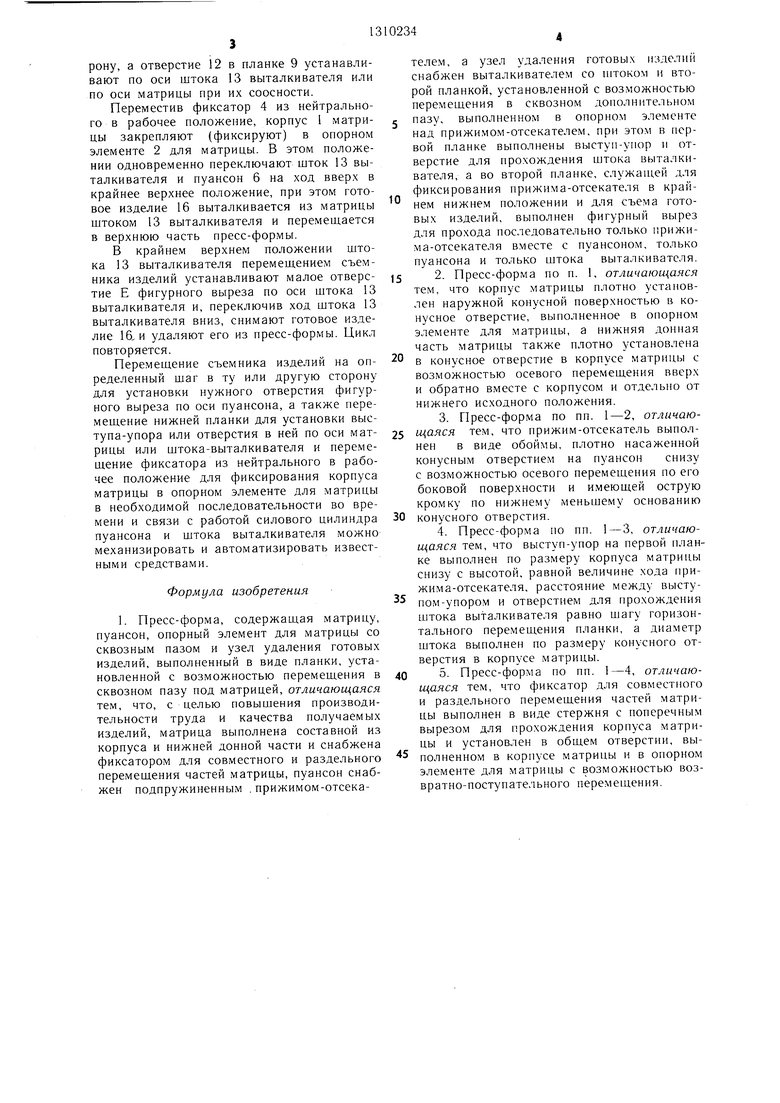
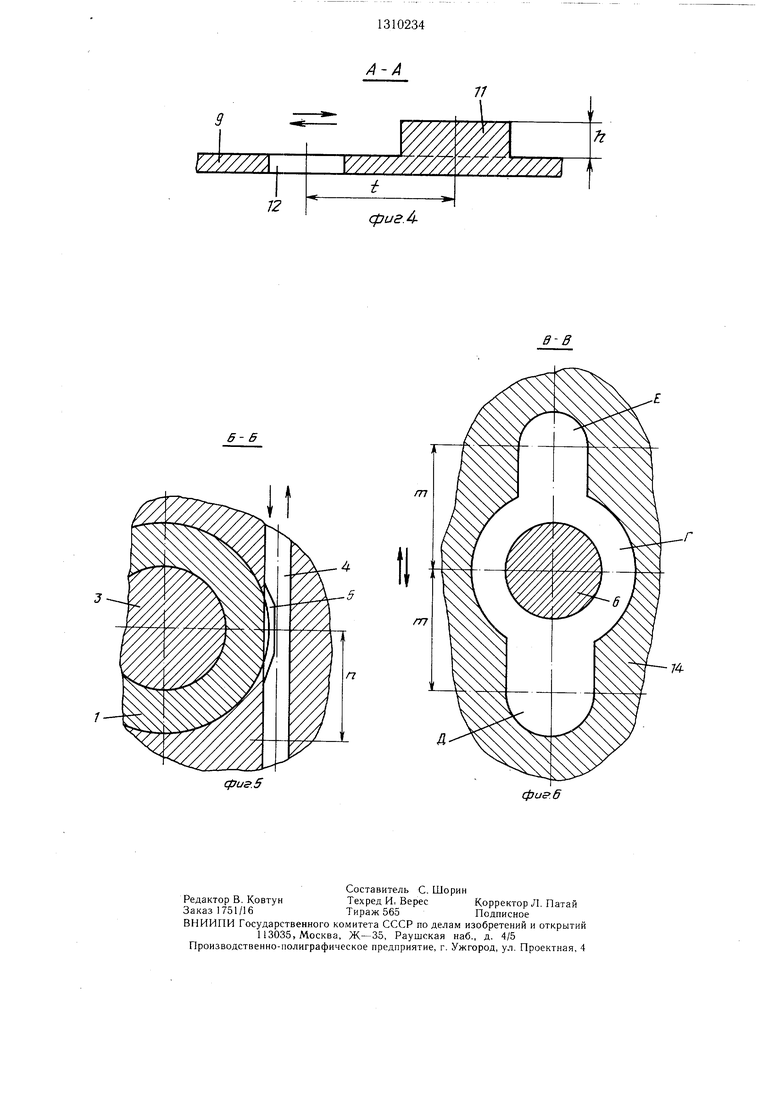
На фиг. 1 изображена пресс-форма с запрессованным изделием, разрез; на фиг. 2 - то же, после обрезки облоя; на фиг. 3 - пресс-форма в положении съема готовых изделий; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - разрез на фиг. 1.
Пресс-форма состоит из матрицы, выполненной составной из двух частей: корпуса 1, плотно входящего наружной конусной поверхностью в конусное отверстие, выполненное в опорном элементе 2 для матрицы для удержания корпуса 1 от перемещения вниз, и нижней донной части 3, также плотно входящей в конусное отверстие в корпусе матрицы с возможностью осевого перемещения вверх вместе с корпусом и отдельно от нижнего исходного положения.
Корпус i матрицы удерживается от перемещения вверх фиксатором 4, установленным в общем отверстии, выполненном в корпусе 1 матрицы и в опорном элементе 2 для матрицы, с возможностью возвратно- поступательного перемещения на щаг t. Фиксатор выполнен в виде стержня, имеющего вырез 5 (фиг. 5), для прохождения корпуса 1 матрицы. Пуансон 6 снабжен подпружиненным пружиной 7 прижимом- отсекателем 8, выполненным в виде обоймы, плотно насаженной своим конусным отверстием на йуансон 6 снизу с возможностью осевого перемещения на ход I по его боковой поверхности и имеющего острую кромку «а по нижнему меньшему основанию конусного отверстия. Узел удаления готовых изделий содержит планку 9, установленную в сквозном пазу 10 опорного элемента 2 под матрицей с возможностью возвратно-поступательного горизонтального перемещения и имеющую выступ-упор 11, выполненный по размеру корпуса матрицы снизу, с высотой h равной величине хода Е прижима-отсекателя 8.
Рядом с выступом-упором 11 на расстоянии, равном щагу t горизонтального перемещения планки 9, в последней выполнено отверстие 12 для прохождения щто- ка 13 выталкивателя (не показан). Диаметр щтока 13 выталкивателя соответствует размеру конусного отверстия в корпусе 1 матрицы.
Съемник готовых изделий, совмещенный с фиксатором прижима-отсекателя 8 в крайнем нижнем положении, выполнен в виде жесткой планки 14, установленной в дополнительном пазу 15, выполненном в
опорном элементе 2 над прижимом-отсека- телем 8 с возможностью возвратно-поступательного горизонтального перемещения с щагом т. В планке 14 выполнен фигурный вырез для прохождения через него в определенной последовательности прижима- отсекателя 8 вместе с пуансоном 6, только пуансона 6 и только штока 13 выталкивателя. Пресс-форма работает следующим образом.
Установив планку 14 больщим отверстием Г фигурного выреза по оси пуансона 6, а выступ-упор 11 - по оси матрицы корпуса 1, который находится в свободном незафиксированном положении, так как фик5 сатор 4 смещен на расстояние п в сторону, и загрузив порцию пресс-материала 16 в пресс-форму, включают силовой цилиндр (не показан), под действием которого пуансон 6 вместе с закрепленны.м на нем прижи- мом-отсекателем 8 отпускается вниз и спрес совывает пресс-материал 16, излишки которого выдавливаются по линии разъема пуансона 6 и матрицы, образуя облой 17. Затем, установив съемник изделий средним по размеру отверстием Д фигурного
5 выреза по оси пуансона 6 так, чтобы края упомянутого выреза зафиксировали при- жим-отсекатель 8 в его крайнем нижнем положении, включают выталкиватель, шток 13 которого находится в исходном нижнем положении под выступом-упором 11, и од0 повременно переключают силовой цилиндр пуансона 6 на обратный ход, превышающий по длине толщину облоя 17 на 3-5 .мм. При этом шток 13 выталкивателя, поднимаясь, давит на нижнюю часть планки 9 с выступом-упором 11, который, в свою очередь, давит снизу на матрицу с прессуемым изделием 16, перемещая их вверх, а пуансон 6 одновременно поднимается, сжимая пружину 7 прижима-отсекателя 8. Прижим-отсекатель 8, зафиксирован0 ный съемником изделий, остается на месте, придавив облой 17, который срезается при движении матрицы с прессуемым изделием 16 вверх.
Переключив ход пуансона 6 и выталкивателя на ход вниз, переводят пуансон 6
и щток 13 выталкивателя в крайнее нижнее положение. При этом прессуемое изделие 16, опускаясь вместе с матрицей, вторично взаимодействует с нижней кромкой внутренней поверхности прижима-отсекателя 8,
0 и поверхность изделия по линии среза облоя выглаживается и качество ее улучшается.
Затем освобождают прижим-отсека- тель 8 передвижением планки 14 съемника изделий на один шаг ш так, чтобы опять
5 большое отверстие Г фигурного выреза установилось по оси пуансона 6, одновременно переместив нижнюю планку 9 на один шаг t, выступ-упор 11 отводят в сто5
рону, а отверстие 12 в планке 9 устанавливают по оси штока 13 выталкивателя или по оси матрицы при их соосности.
Переместив фиксатор 4 из нейтрального в рабочее положение, корпус 1 матрицы закрепляют (фиксируют) в опорном элементе 2 для матрицы. В этом положении одновременно переключают шток 13 выталкивателя и пуансон 6 на ход вверх в крайнее верхнее положение, при этом готовое изделие 16 выталкивается из матрицы штоком 13 выталкивателя и перемешается в верхнюю часть пресс-формы.
В крайнем верхнем положении штока 13 выталкивателя перемещением съемника изделий устанавливают малое отверстие Е фигурпого выреза по оси штока 13 выталкивателя и, переключив ход штока 13 выталкивателя вниз, снимают готовое изделие 16, и удаляют его из пресс-формы. Цикл повторяется.
Перемещение съемника изделий на определенный шаг в ту или другую сторону для установки нужного отверстия фигурного выреза по оси пуансона, а также перемещение нижней планки для установки выступа-упора или отверстия в ней по оси матрицы или штока-выталкивателя и перемещение фиксатора из нейтрального в рабочее положение для фиксирования корпуса матрицы в опорном элементе для матрицы в необходимой последовательности во времени и связи с работой силового цилиндра пуансона и штока выталкивателя можно механизировать и автоматизировать известными средствами.
Формула изобретения
1. Пресс-форма, содержащая матрицу, пуансон, опорный элемент для матрицы со сквозным пазом и узел удаления готовых изделий, выполненный в виде планки, установленной с возможностью перемещения в сквозном пазу под матрицей, отличающаяся тем, что, с целью повышения производительности труда и качества получаемых изделий, матрица выполнена составной из корпуса и нижней донной части и снабжена фиксатором для совместного и раздельного перемещения частей матрицы, пуансон снабжен подпружиненным . прижимом-отсека
телем, а узел удаления готовых изделии снабжен выталкивателем со HITOKOM и второй планкой, установленной с возможностью перемещения в сквозном дополнительном
пазу, выполненном в опорном элементе над прижимом-отсекателем. при этом в первой планке выполнены выступ-упор и отверстие для прохождения штока выталкивателя, а во второй планке, служап1ей для фиксирования прижима-отсекателя в крайнем нижнем положении и для съема готовых изделий, выполнен фигурный вырез для прохода последовательно только прижи- ма-отсекателя вместе с пуансоном, только пуансона и только штока выталкивателя.
2. Пресс-форма по п. 1, отличающаяся тем, что корпус матрицы плотно установлен наружной конусной поверхностью в конусное отверстие, выполненное в опорном элементе для матрицы, а нижняя донная часть матрицы также плотно установлена в конусное отверстие в корпусе матрицы с возможностью осевого перемешения вверх и обратно вместе с корпусом и отдельно от нижнего исходного положения.
3.Пресс-форма по пп. 1-2, отличаю- щаяся тем, что прижим-отсекатель выполнен в виде обоймы, плотно насаженной конусным отверстием на пуансон снизу с возможностью осевого перемещения по его боковой поверхности и имеющей острую кромку по нижнему меньшему основанию
конусного отверстия.
4.Пресс-форма по пп. 1-3, отличающаяся тем, что выступ-упор на первой планке выполнен по размеру корпуса матрицы снизу с высотой, равной величине хода при- жима-отсекателя, расстояние между выступом-упором и отверстием для прохождения штока выталкивателя равно шагу горизонтального перемешения планки, а диаметр штока выполнен по размеру конусного отверстия в корпусе матрицы.
5. Пресс-форма по пп. 1-4, отличающаяся тем, что фиксатор для совместного и раздельного перемещения частей матрицы выполнен в виде стержня с поперечным вырезом для прохождения корпуса матрицы и установлен в общем отверстии, выполненном Б корпусе матрицы и в опорном элементе для матрицы с возможностью возвратно-поступательного перемещения.
Фиг. 2
6
8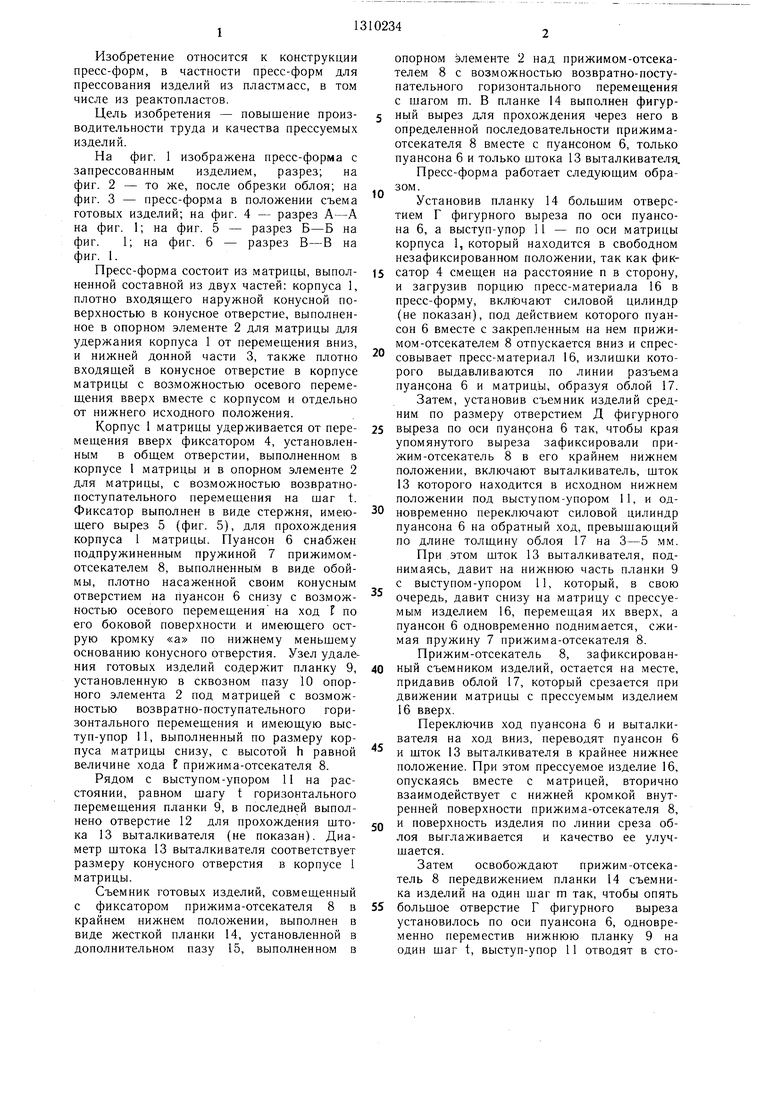
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Пресс-форма для прессования изделий сложной формы из порошка | 1990 |
|
SU1752510A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
Изобретение относится к конструкции пресс-форм, в частности для прессования изделий из пластмасс. Целью изобретения является повышение производительности труда и качества прессуемых изделий. Для этой цели пресс-форма состоит из корпуса 1, входящего в отверстие опорного элемента 2, и нижней донной части 3. Корпус 1 удерживается от перемещения фиксатором 4. Пуансон 6 снабжен пружиной 7 и прижимом-отсекателем 8. Узел удаления изделий содержит планку 9. Планка 9 установлена в сквозном пазу 10 и имеет упор. Съемник готовых изделий выполнен в виде жесткой планки 14. В планке 14 выполнен фигурный паз для прохождения через него в последовательности отсекателя 8 с пуансоном 6 и штока выталкивателя 13. 4 з.п. ф-лы, 6 ил. Н 15 в L (Л со N3 00 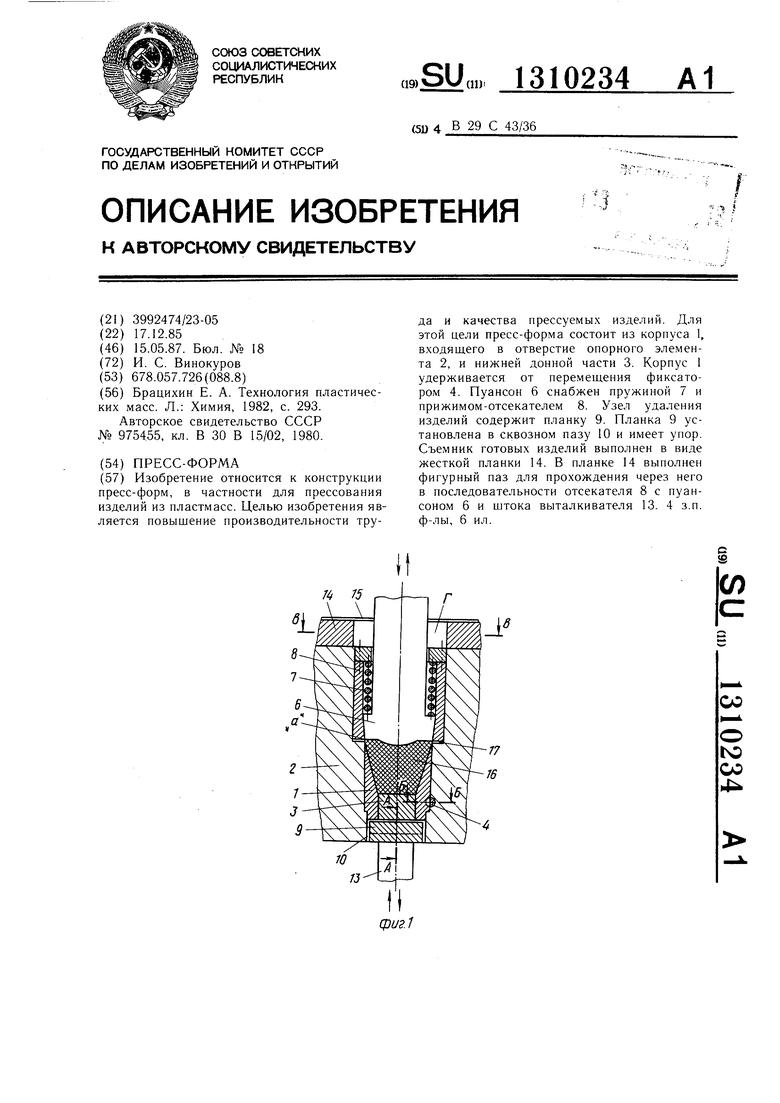
cpus.3
сригЛ
6-6
фиг. 5
74
.б
| Брацихин Е | |||
| А | |||
| Технология пластических масс | |||
| Л.: Химия, 1982, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Пресс-форма | 1980 |
|
SU975455A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
