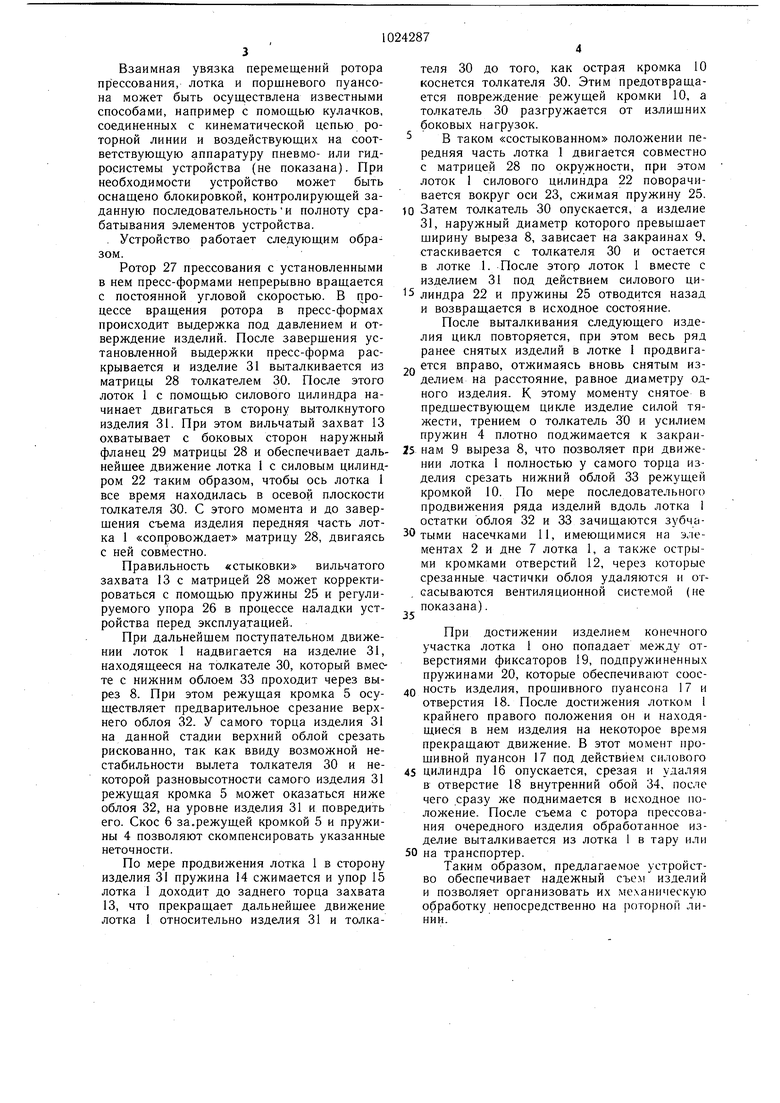
J4 6 5 27 26 1 5 г .1 Изобретение относится к изготовлению изделий из пластмасс на автоматических роторных линиях и может быть использовано при изготовлении пластмассовых корпусов электропатронов. Известно устройство для механической обработки изделий из полимерных материалов, содержащее транспортирующий механизм, выполненный в виде диска с гнездами, обрабатывающий инструмент в виде пуансона и привод,-который включает электродвигатель, связанный с ним через ременную передачу, коленчатый вал с рычагом, взаимодействующим с пуансоном, и матрицу с отдельным приводом для ее вращения 1. Однако данное устройство обладает сложной конструкцией. Кроме того, оно применяется только для удаления внутреннего облоя с изделий кольцевой формы. При этом данное устройство является автономным и не может быть связано с роторной линией, роторы которой вращаются непрерывно с постоянной скоростью. Наиболее близким к изобретению является устройство для механической обработки пластмассовых изделий, содержащее смонтированные на раме транспортирующий механизм с входным и выходным концами и с приводом его перемещения, обрабатывающие элементы и инструмент для обработки отверстий, установленный у выходного конца транспортирующего механизма 2. Однако известное устройство обладает сложной конструкцией из-за наличия больщого количества составляющих его деталей: обрабатывающих элементов с приводом их вращения, выполнения транспортирующего механизма в виде червяка с увеличенным щагом нарезки и обрезанным витком на выходном конце. Кроме того, известное устройство является полуавтоматическим, требует ручной подачи изделий и не может быть использовано в автоматической роторной линии, производящей изготовление пластмассовых изделий непрерывным методом. Целью изобретения является упрощение конструкции и возможность применения устройства в автоматической линии. Цель достигается тем, что в устройстве для механической обработки пластмассовых изделий, содержащем смонтированные на раме транспортирующий механизм с входным и выходным концами и приводом его перемещения, обрабатывающие элементы и инструмент для обработки отверстий, установленный у выходного конца транспортирующего механизма, транспортирующий механизм выполнен в виде закрытого лотка, обарабатывающие элементы - в виде зубчатой -насечки на его внутренней поверхности, а привод перемещения транспортирующего механизма - в виде 872 силового цилиндра со штоком, установленного горизонтально под лотком на вертикальной оси с возможностью поворота вокруг последней, причем щток силового цилиндра соединен с лотком, входной конец которого выполнен с вырезом с заостренной кромкой. На фиг. 1 схематически показано предлагаемое устройство, общий вид и часть роторной линии в положении, предществующем съему изделия; на фиг. 2 - то же, вид сверху (устройство показано с частичным продольным разрезом). Устройство состоит из закрепленного на раме (не показана) закрытого лотка 1 с прямоугольным поперечным сечением, по конфигурации и размерам соответствующим обрабатываемому изделию - в данном случае корпусу электропатрона. Верхняя часть - крыщка лотка образована отдельными элементами 2, поджимаемыми к боковым стенкам 3 пружинами 4. Входной конец лотка, т. е. крайнего со стороны пресс-формы элемента 2 заострена и несколько приподнята, образуя режущую кромку 5 и скос 6. Дно 7 лотка 1 имеет прямоугольный, сквозной вырез 8, щирина которого меньше внутренней ширины лотка 1, вследствие чего по краям выреза 8 образуются закраины 9. На задней кромке выреза 8 выполнена режущая кромка 10, располагаю1даяся заподлицо с внутренней поверхностью дна 7. Внутренние поверхности элементов 2 и дна 7 имеют зубчатую насечку И, а дно 7 - сквозные отверстия 12 с острыми кромками. Нод лотком 1 находится вильчатый захват 13, подпружиненный пружиной 14, против которого на лотке 1 выполнен упор 15. На противоположном от пресс-формы конце лотка 1 жестко установлен силовой (пневматический или гидравлический) цилиндр 16 с прошивным пуансоном 17, под которым в дне 7 выполнено отверстие 18, диаметр которого несколько больше диаметра рабочей части прошивного пуансона 17, однако меньше наружного диаметра изделия. В боковых стенках 3 лотка I симметрично оси прошивного пуансона 17 установлены парные фиксаторы 19, под действием пружин 20 выступающие внутрь лотка 1. Лоток 1 соединен со штоком 21 силового (пневматического или гидравлического) цилиндра 22, который установлен на ос:и 23, закрепленной в кронштейне 24, и расположен между пружиной 25 и регулируемым упором 26. Кронштейн 24 жестко закреплен на раме роторной линии. На чертеже также схематически показаны часть ротора 27 прессования, матрица 28 пресс-формы с наружным фланцем 29, толкатель 30, изделие 31 с верхним торцевым облоем 32, нижним торцевым облоем 33 и внутренним облоем 34.
Взаимная увязка перемещений ротора прессования, лотка и поршневого пуансона может быть осуществлена известными способами, например с помощью кулачков, соединенных с кинематической цепью роторной линии и воздействующих на соответствующую аппаратуру пневмо- или гидросистемы устройства (не показана). При необходимости устройство может быть оснащено блокировкой, контролирующей заданную последовательностьИ полноту срабатывания элементов устройства.
. Устройство работает следующим образом.
Ротор 27 прессования с установленными в нем пресс-формами непрерывно вращается с постоянной угловой скоростью. В процессе вращения ротора в пресс-формах происходит выдержка под давлением и отверждение изделий. После заверщения установленной выдержки пресс-форма раскрывается и изделие 31 выталкивается из матрицы 28 толкателем 30. После этого лоток 1 с помощью силового цилиндра начинает двигаться в сторону вытолкнутого изделия 31. При этом вильчатый захват 13 охватывает с боковых сторон наружный фланец 29 матрицы 28 и обеспечивает дальнейщее движение лотка 1 с силовым цилиндром 22 таким образом, чтобы ось лотка 1 все время находилась в осевой плоскости толкателя 30. С этого момента и до заверщения съема изделия передняя часть лотка 1 «сопровождает матрицу 28, двигаясь с ней совместно.
Правильность «стыковки вильчатого захвата 13 с матрицей 28 может корректироваться с помощью пружины 25 и регулируемого упора 26 в процессе наладки устройства перед эксплуатацией.
При дальнейщем поступательном движении лоток 1 надвигается на изделие 31, находящееся на толкателе 30, который вместе с нижним облоем 33 проходит через вырез 8. При этом режущая кромка 5 осуществляет предварительное срезание верхнего облоя 32. У самого торца изделия 31 на данной стадии верхний облой срезать рискованно, так как ввиду возможной нестабильности вылета толкателя 30 и некоторой разновысотности самого изделия 31 режущая кромка 5 может оказаться ниже облоя 32, на уровне изделия 31 и повредить его. Скос 6 за.режущей кромкой 5 и пружины 4 позволяют скомпенсировать указанные неточности.
По мере продвижения лотка 1 в сторону изделия 31 пружина 14 сжимается и упор 15 лотка 1 доходит до заднего торца захвата 13, что прекращает дальнейшее движение лотка 1 относительно изделия 31 и толкателя 30 до того, как острая кромка 10 коснется толкателя 30. Этим предотвращается повреждение режущей кромки 10, а толкатель 30 разгружается от излишних боковых нагрузок.
В таком «состыкованном положении передняя часть лотка 1 двигается совместно с матрицей 28 по окружности, при этом лоток 1 силового цилиндра 22 поворачивается вокруг оси 23, сжимая пружину 25.
0 Затем толкатель 30 опускается, а изделие 31, наружный диаметр которого превыщает ширину выреза 8, зависает на закраинах 9, стаскивается с толкателя 30 и остается в лотке 1. После этого лоток 1 вместе с изделием 31 под действием силового цилиндра 22 и пружины 25 отводится назад и возвращается в исходное состояние.
После выталкивания следующего изделия цикл повторяется, при этом весь ряд ранее снятых изделий в лотке 1 продвигаQ ется вправо, отжимаясь вновь снятым изделием на расстояние, равное диаметру одного изделия. К этому моменту снятое в предшествующем цикле изделие силой тяжести, трением о толкатель ЗО и усилием пружин 4 плотно поджимается к закраинам 9 выреза 8, что позволяет при движении лотка 1 полностью у самого торца изделия срезать нижний облой 33 режущей кромкой 10. По мере последовательного продвижения ряда изделий вдоль лотка 1 остатки облоя 32 и 33 зачищаются зубчатыми насечками И, имеющимися на элементах 2 и дне 7 лотка 1, а также острыми кромками отверстий 12, через которые срезанные частички облоя удаляются и отсасываются вентиляционной системой (не
показана). 5
При достижении изделием конечного участка лотка 1 оно попадает между отверстиями фиксаторов 19, подпружиненных пружинами 20, которые обеспечивают соосность изделия, прошивного пуансона 17 и отверстия 18. После достижения лотком I крайнего правого положения он и находящиеся в нем изделия на некоторое время прекращают движение. В этот момент прошивной пуансон 17 под действием силового
5 цилиндра 16 опускается, срезая и удаляя в отверстие 18 внутренний обой 34, после чего сразу же поднимается в исходное положение. После съема с ротора прессования очередного изделия обработанное изделие выталкивается из лотка 1 в тару или
0 на транспортер.
Таким образом, предлагаемое устройство обеспечивает надежный съе.Г изделий и позволяет организовать их механическую обработку непосредственно на роторной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| УСТРОЙСТВО для снятия ОБЛОЯ | 1968 |
|
SU208251A1 |
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, содержащее смонтированные на раме транспортирующий .механизм с входным и выходным концами и приводом его перемещения, обрабатывающие элементы и инструмент для обработки отверстий, установленный у выходного конца транспортирующего механиз.ма, отличающееся тем, что, с целью упрощения конструкции и возможности применения устройства в автоматической линии, транспортирующий механизм выполнен в виде закрытого лотка, обрабатывающие элементы - в виде зубчатой насечки на его внутренней поверхности, а привод перемещения транспортирующего механизма - в виде силового цилиндра со щтоком, установленного горизонтально под лотком на вертикальной оси с возможностью поворота вокруг последней, причем щток силового цилиндра соединен с лотком, входной конец которого выполнен с вырезом с заостренной кромкой. S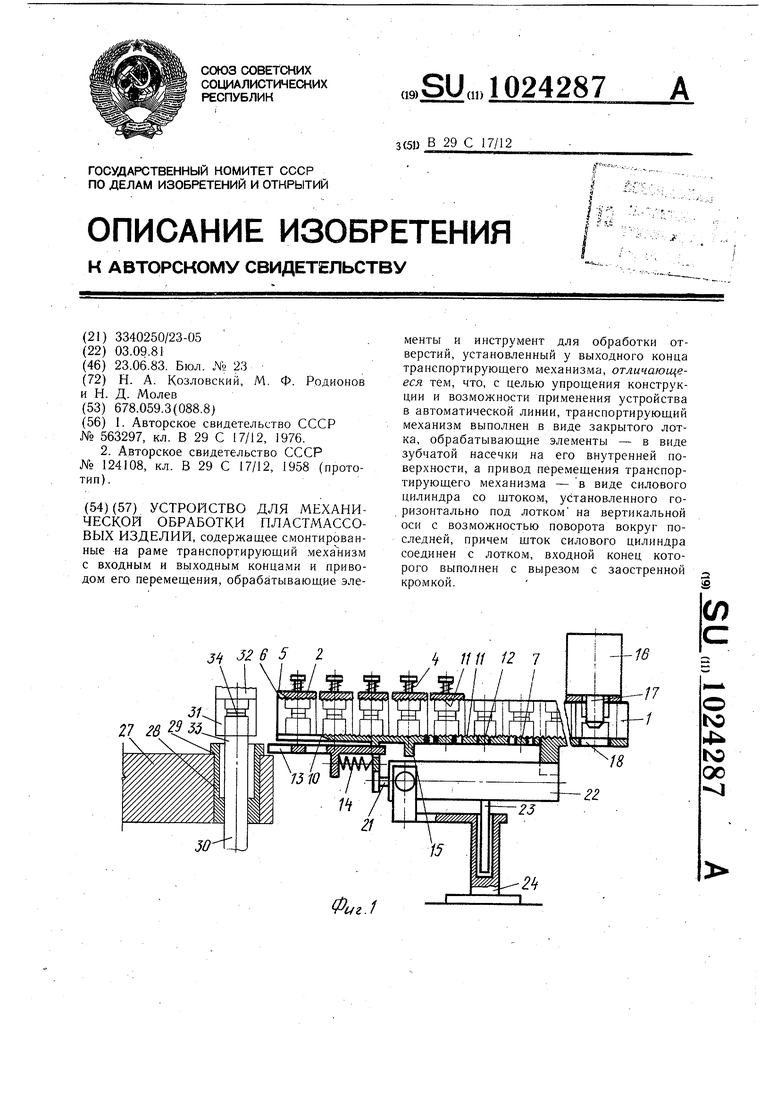
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для удаления внутреннего облоя с кольцевых деталей из полимерных материалов | 1976 |
|
SU563297A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полуавтоматический станок для комплексной механической обработки пластмассовых изделий прямоугольной формы | 1958 |
|
SU124108A1 |
| Солесос | 1922 |
|
SU29A1 |
