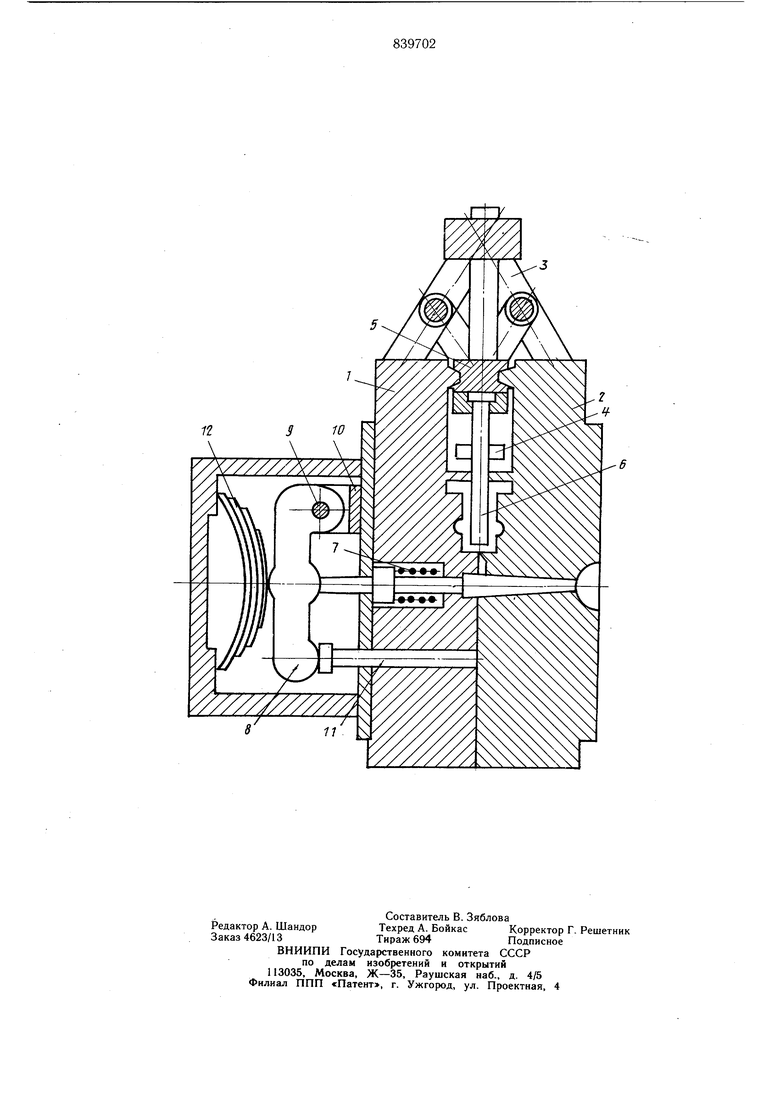
(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ Литьевая форма содержит подвижную 1 и неподвижную 2 полуформы, рычажный параллелограммный механизм 3, рычаги которого шарнирно связаны с полуформами, сталкивающую планку 4, плиту 5, на которой закреплен пуансон 6, подпружиненный выталкиватель 7 центрального литника, шарнирно закрепленный в подвижной полуформе рычаг 8 на оси 9 кронштейна 10, а свободн 1М концом контактирующим с контртолкателем 11, упирающимся в неподвижную полуформу 2. Рычаг 8 средней частью опирается на упругий элемент 12, выполненный в виде рессоры, и контактирует с выталкивателем 7 центрального литника. Литьевая форма работает следующим образом. Расплав термопласта подают в сомкнутую форму. По окончании цикла заливки форма раскрывается, в этот момент пуансон с изделием имеют скорость в два раза меньщую, чем скорость полуформы 1. .Для предотвращения отрыва литников при, раскрытии формы толкатель с рессорой 12 через рычаг 8 прижимается к полуформе 2, а ось рычага 9 с кронщтейном 10 движется вместе с полуформой 1; средняя часть рычага 8 и выталкиватель 7 литника, к которому она прижимается, движутся со скоростью, вдвое меньшей, чем ось 9, благодаря соотнощению расстояний точек контакта контртолкателя и выталкивателя до оси щарнирного крепления рычага, равное 2:1, т. е. со скоростью пуансонов и изделий, что предотвращает отрыв литника от изделия. СЪем изделий с литниками с формы происходит с помощью рычажного механизма 3 и сталкивающей планки 4, перемещаемой по пуансону 6. Затем цикл повторяется. Применение предлагаемой литьевой формы предотвращает брак изделий в месте отрыва литника и поломку формующих элементов формы. Формула изобретения 1. Литьевая форма для изготовления полых полимерных изделий, содержащая подвижную и неподвижную полуформы, выталкивающее устройство, выполненное в виде рычажного параллелограммного механизма, сталкивающую планку, пуансон, связанный с рычажным механизмом, и размещенный в подвижной полуформе выталкиватель центрального литника, отличающаяся тем, что, с целью улучшения качества изделий, она снабжена контртолкателем и упругим элементом, размещенными в подвижной полуформе, и рычагом, щарнирно закрепленным одним концом на подвижной полуформе и контактирующим свободным концом с контртолкателем, а средней частью С одной стороны контактирующий с упругим элементом, а с противоположной стороны - с выталкивателем центрального литника, который подпружинен относительно подвижной полуформы в сторону рычага. 2. Литьевая форма по п. 1, отличающаяся тем, что расстояния точек контакта контртолкателя и выталкивателя центрального литника до оси шарнирного крепления рычага относятся как 2:1. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 391945, кл. В 29 С 5/00, 1971 (прототип).
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых полимерных изделий | 1982 |
|
SU1087346A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1046108A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |