Известна изготовление стальных шариков кутем высадки в штамнах; однако оно связано с необходимостью назначения относительно пол1М чх припусков на обраш)тку. а также с образованием облоя, увелигива10Е его расход металла. Кфоые того, при удалении облэя происходит перерезыиан ш волокон металла, что уменынает изиггеоустойчивость шарика.
Описываемый способ изготовления шариков свободен От этих недостатков и основан на принципе поперечной прокатки.
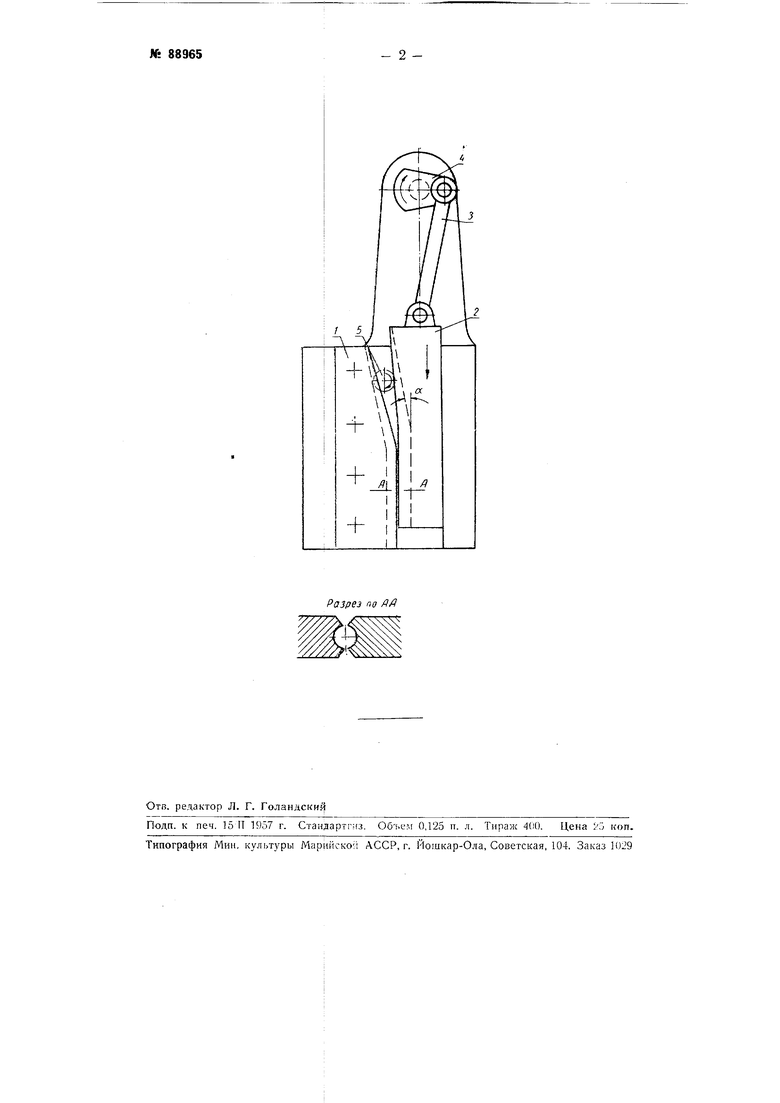
Прокатку ша.риксв производят между двумя нлашками, показанными на чертеже, из г;оторы5 одна (1) ненодшпкная. а вторая (2) связана пocpeдcтвo н атунл (3) с кривошипом (4).
Формообразующие ручьи плалнек (1) и (2) в верхней части наклонены к направлению движения плашкл (2) под углом и, что обеспечивает изменение расстояния между ручьями и соответственно обжатие материала (5) с поворотом его вокруг собственной оси.
В нижней части плашек нанравление ручьев совпадает с направлением движения плапгки (2). и на этом участке происходит калиорОВка уже отделившихся от грртка гнариков.
Процесс прокатки можно вести как с подогревом металла, так и без него «к холодную.
1лан1К 1 могут иметь нарезку нескольких параллельных ручьев для однонремен 1ой прокатки шарнкОВ.
П ) е д м е т и з о б р е т о н и я
1.Способ прокатки стальн1 х пшрикоп и Д11угих тел вращения, о т л и ч а ющ и и с 51 тем, что для г,Г1П10лнения его (рименя1отся две плашки, имеющие отни1ительное 1 0звратно-ностулателы1ое движение.
2. по и. 1. отличающийс я тем. что рабочая поверхность плашек имеет учагток, направлешгый под углом к на.щ)авлению движения нлашки, благодаря чему, за время рабочего хода, расстояние между плашками постененно умепьгнает1гя и происходит нарастание обжима, обкатка н отрезка заготовки.
3.Способ по пп. 1 и 2, огличаюп (И и с я те5, что рабочие плашки могу г 1гметь ручьи для одновременной прокатки нескн.п.ких шариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки тел вращения | 1950 |
|
SU88696A1 |
| Станок для осаживания головок у винтов, шурупов и т.п. изделий | 1947 |
|
SU71348A1 |
| Ручной ледобур | 1956 |
|
SU107777A1 |
| СПОСОБ ПРОКАТКИ ПЛАШКАМИ ИЗДЕЛИЙ С ВИНТОВОЙ | 1973 |
|
SU384590A1 |
| Зажимная плашка и способ ее прокатки | 1984 |
|
SU1209327A1 |
| Способ изготовления спиральных сверл путем накатки и устройство для его осуществления | 1957 |
|
SU115501A2 |
| Способ оттяжки стержней клиновидной формы и устройство для его осуществления | 1978 |
|
SU740370A1 |
| Резьбонарезная головка | 1939 |
|
SU61699A1 |
| Летающий клапан для плунжерного лифта | 1989 |
|
SU1724936A1 |
| МЕХАНИЧЕСКИЙ КЛЮЧ | 2002 |
|
RU2223170C2 |