Изобретение по авт. св. № 82780 предусматривает способ изготовления спиральных сверл путем накатки плашками или роликами, на боковой поверхности которых нанесена профилировка.
Изобретение представляет собой дальнейшее развитие способа по авт. св. № 82780.
Существо способа заключается в том, что заготовку сверла перед образованием профиля скручивают на угол, соответствующий углу спирали сверла, в результате волокна металла заготовки располагаются по конфигурации инструмента.
Введением такой операции в технологический процесс изготовления спиральных сверл достигается повышение прочности и стойкости инструмента и возможность его выполнения с прокатанными отверстиями в перекрещивающихся ручьях, образующих профиль.
Скручивающее приспособление устанавливают перед профилирующими средствами, например, перед валками или плашками.
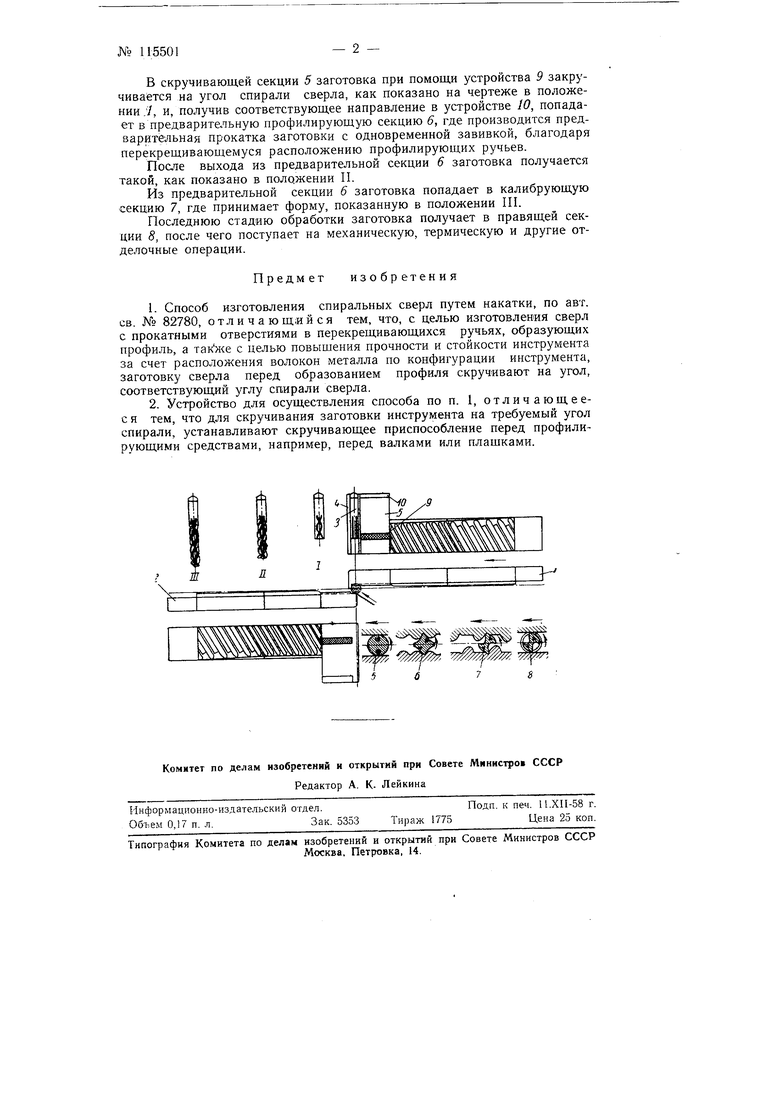
На фигуре показана схема изготовления спиральных сверл, осуществляемого на сверлонакатном станке парой накатных плашек, каждая из которых состоит из четырех секций.
В начальный момент движения подвижной накатной плашки / в сторону неподвижной плашки 2, заготовка 3, нагретая до температуры прокатки, поступает в приемное устройство 4, откуда ззлекаемая подвижной плашкой /, последовательно перемещается через все секции накатных плашек: через скручивающую 5, предварительную профилирующую 6, калибрующую 7 и правящую 8.
В скручивающей секции 5 заготовка при помощи устройства 9 закручивается на угол спирали сверла, как показано на чертеже в положении ;/, и, получив соответствующее направление в устройстве 10, попадает в предварительную профилирующую секцию 6, где производится предварительная прокатка заготовки с одновременной завивкой, благодаря перекрещивающемуся расположению профилирующих ручьев.
После выхода из предварительной секции 6 заготовка получается такой, как показано в положении П.
Из предварительной секции 6 заготовка попадает в калибрующую секцию 7, где принимает форму, показанную в положении III.
Последнюю стадию обработки заготовка получает в правящей секции S, после чего поступает на механическую, термическую и другие отделочные операции.
Предмет изобретения
1.Способ изготовления спиральных сверл путем накатки, по авт. св. № 82780, отличающийся тем, что, с целью изготовления сверл с прокатными отверстиями в перекрещивающихся ручьях, образующих профиль, а также с целью повышения прочности и стойкости инструмента за счет расположения волокон металла по конфигурации инструмента, заготовку сверла перед образованием профиля скруч-ивают на угол, соответствующий углу саирали сверла.
2.Устройство для осуществления способа по п. 1, отличающеес я тем, что для скручивания заготовки инструмента на требуемый угол спирали, устанавливают скручивающее приспособление перед профилирующими средствами, например, перед валками или плащками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверла | 1952 |
|
SU110871A1 |
| Способ принудительной завивки заготовок сверл и приспособление для осуществления этого способа | 1952 |
|
SU96643A1 |
| Спиральное сверло | 1952 |
|
SU110870A1 |
| СПОСОБ ПРОКАТКИ ПЛАШКАМИ ИЗДЕЛИЙ С ВИНТОВОЙ | 1973 |
|
SU384590A1 |
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
| Способ оттяжки стержней клиновидной формы и устройство для его осуществления | 1978 |
|
SU740370A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
