1
Изобретение относится к области обработки металлов давлением, а именно к опособа.м прокатки изделий с винтовой поверхностью, и может быть использовано, в частности, при производстве режущих инструментов, например сверл, фрез, метчиков и т. д.
Известен способ поперечной прокатки изделий с винтовой поверхностью (например, сверл) двумя многоручьевыми плоскими плашками, на рабочих поверхностях которых выполнено множество сопряженных ручьев, образующих переменные калибры и повернутых ,к оси заготовки соответственно наклону винтовой поверхности изделия. При этом одна или обе плашки совершают возвратно-поступательное и перпендикулярное к оси заготовки взаимное перемещение, при котором захватывают и деформируют рабочую часть заготовки одновременно -по всей ее длине, перекатывая заготовку из ручья в ручей с последовательным формообразованием ими винтовой поверхности изделия.
Недостаток такого способа - неудовлетворительное качество прокатки изделий типа сверл (в связи с неблагоприятными для них условиями и схемой деформации), большие усилия .прокатки и пе ремещ©Н1ИЯ плашек и, соответственно размеры, вес и мощность оборудования (большие очаги деформации, соответствующие профилю, наклону и длине винтоВОЙ поверхности и множество ручьев), большие размеры и вес, сложность и пониженная стойкость плашек (мяшжествО ручьев ,и разность скоростей прокатки по их профилю).
Предлагаемый способ устраняет указанный недостаток, повышает качество, снижает себестоимость изделий и повышает производительность.
Достигается это тем, что винтовую поверхность изделий прокатывают одпоручьевыми плоскими плашками, которые устанавливают вокруг заготовки с поворотом ручьев к ее оси на углы, соответствующие углам наклона винтовой поверхности изделий:
При этом плашки перемещают как под прямыми углами к оси прокатываемой заготовки, так и под острыми углами.
Кроме того, смежные плашки в комплекте устанавливают симметрично или со взаимным смещением вдоль оси заготовки.
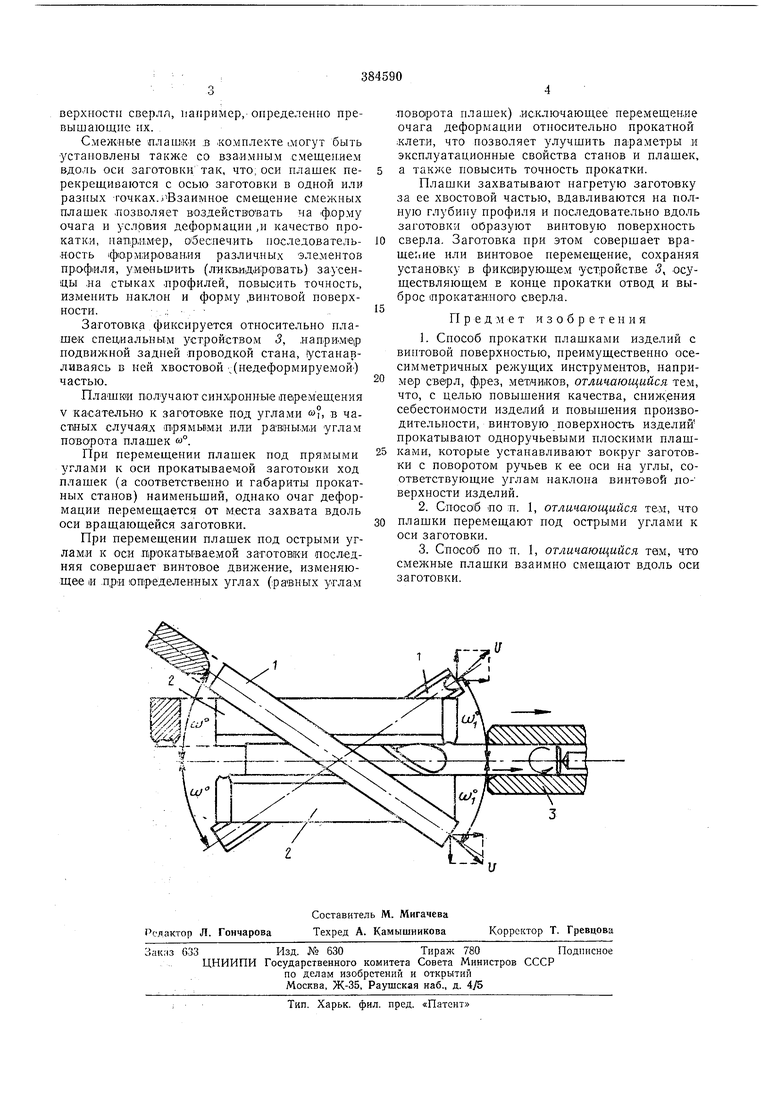
Предлагаемый способ поясняется чертежом, на котором;дана схема прокатки сверл четырьмя одноручьевыми плоскими плашками
; и 2.
При это;м профиль двух плашек / соответствует канавкам сверла, а профиль двух плашек 2 - спивка.м сверла. Плашки установлены симметрично вокруг заготовки с поворотом ручьев (осей плашек) к ее оси на углы (u°, соответствующие углам наклона винтовой по
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ С ВИНТОВОЙ ПОВЕРХНОСТЬЮ ПЛАШКАМИ | 1973 |
|
SU399280A1 |
| Способ изготовления спиральных сверл путем накатки и устройство для его осуществления | 1957 |
|
SU115501A2 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ С ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU384591A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| Способ продольно-винтовой прокатки" | 1978 |
|
SU706144A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
| Способ изготовления сверла | 1952 |
|
SU110871A1 |
