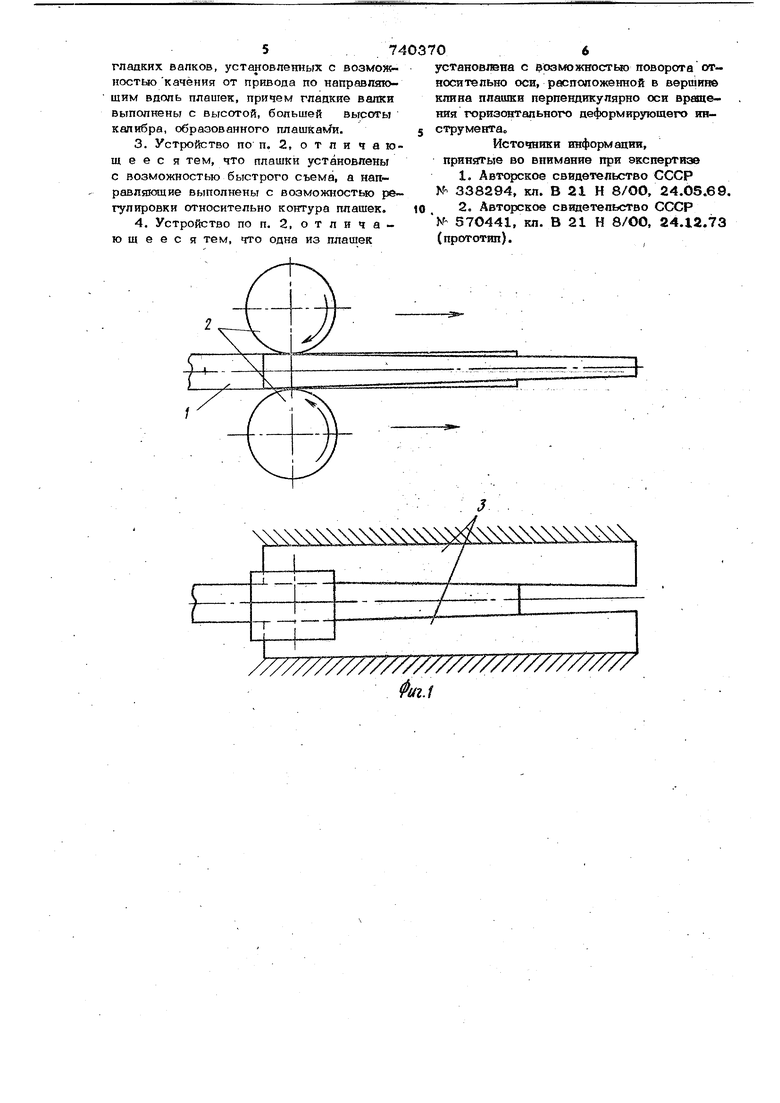
;. I .. Изобретение относится к. обработке ме.таппо1э давлением и может быть использовано дпя оттяжки стержней кпиновидной формы, а именно оттяжки клиновидного профиля на концах заготовок цилиндрических пруяшн сжатия. Известен способ оттяжки стержней кпиновицной формы путем нагрева прутковой заготовки с последующим -приданием заготовке кпиновидной формы горизонтальными и вертикальными деформирующими инструментами |1|и 1 , Однако способ не обеспечивает точный кпиновидный профиль. Известно устройство для осуществления способа, содержадее установленные в станине горизонтШ1ьные и вертикальные деформирующие инструменты с выполненными на них ручьями, образующими калибр 2 . Недостатком устройства является то, что оттяжка удлиненного профиля требует выполнения на образующих удлиненных ручьев, что ведет к увеличению диаметров вапьцев и тем самым к сни женигокоэффи-.- циента вытяжки, и, как следствие, к сниж&нию производительности. Цель изобретения - повышение производительности и точности профиля. Предложенный способ отличается от известного тем, что перед приданием заготовке клннрвидной формы ее зажимают вертикальными инструментами с образове нием зазоров между инструментами и з&готовкой, а кииновидную форму заготовке придают перемещением вдоль ее оси горизонтальных инструментов. Такой способ может быть осуществлен устройством, отличающимся от известного тем, что станина выполнена с двумя горизонтальными направляющими, вертикальные деформирующие инструменты зак реплены неподвижно и выполнены в виде плашек, образующих калибр клиновидной формы, горизонтальные деформирующие инструменты выполнены в виде глад валков, установленных с возможностью качения от привода по направляющим 37 вдоль плашек, причем гладкие валки вьг попданы с высотой, большей вькзоты кали ра, образованного плашками. Кроме того, плашки установлены с возможностью быстрого съема, а направляющие выполнены с возможностью регулировки относительно контура плашек, Опна из пнашек установлена с возможностью поворота от носительно оси, расположенной в вершине клина плагики перпендикулярно оси вращения горизонтального деформирующего инструмента. На фиг. 1 изображена схема, иллюстрирующая способ; на фиг, 2 - устройство для осуществления способа. Последовательность операций способа следующая. Нагретую заготовку 1 продуска ют мелсду валками 2 и рабочими плоско стямй плашек 3 на требуемую длину. Затем перемещают валки 2 с гфинудлтельным их качением вдоль по контуру плашек и выступающим за этот контур частям за готовки, тем самым удлиняют последнюю, распределяя металл по полости клиновидной формы. Устройство для осуществления предлаг емого способа содержит ограничивающие уширение плашки 3, установленные неподвижно в продольном направлении между валками 2, которые смонтированы подвиж но в направляющих 4, зафиксированных параллельно контуру рабочих плоскостей пЛашек 3, зубчатые рейки 5, сопряженные посредством системы шестерен с ося ми валков 2, и тягу 6 к приводу. Валки 2 имеют высоту, большую чем высота калибра, образованного плашками. Направляющие 4 установлены с возможностью регулировки относительно контура плашек. Кроме того, одна из плашек 3 установлена с возможностью поворотного перемещения относительно оси СО, проходящей через вершину клина плашки, перпендикулярно оси Вращения валков. Устройство работает следующим образом. Заготовку пропускают между валками 2 и рабочими плоскостями плашек 3 на требуемую длину, предварительно зажав верхней частью плашек 3 до получения зазора требуемого про()шля. Затем привод (на чертеже не показан) с помощью тяги 6 переметают валки 5 по направлякнцим 4, зафиксированный параллель но контуру рабочих плоскостей ппащек 3. Валки катятся по контуру плаше 3 и вы ступающим частям заготовки, В результа ге; металл распределяется по полости кли О,4 0 новидной формы, ограниченной рабочими плоскостями плашек 3. Способ оттяжки стержней клиновидной формьс и устройство для его осуществления по сравнению с известными способами и устройствами, предназначенными для цели, имеют следующие преимущества:1,Возможность оттяжки концов стержгней клиновидной формы за один переход, что увеличивает производительность в 3-4 раза по сравнению с оттяжкой одноклетьевыми многоручьевыми валками и повышает точность профиля, 2,Сравнительная простота изготовления ограничивакмцих ущирение плашек и валков с гладкими образующими по сравнению с многоручьевыми валками. 3,Возможность оттяжки концов стержней клиновидной формы с различными параметрами путем простой перестановки заранее изготовленных плашек. 4. Возможность оттяжки стержней клиновидной формы с различными усложнениями профиля, например клин таврового, крестообразного сечения и т.п., при соответствующем выполнении образующих вальцов или ограничивающих уширение плоскостей плашек. формула изобретения 1.Способ оттяжки стержней клиновидной формы путем нагрева прутковой заготовки с последующим приданием заготовке клиновидной формы горизонтальными и вертикальными деформирующими инструментами, отличающийся тем, что, с целью повышения производительности и точности профиля, перед приданием заготовке клиновидной формы, заготов зажимают вертикальными инструментами с образованием зазоров между инструментами и заготовкой, а клиновидную форму заготовке придают перемещением вдоль ее оси горизотетальных инструментов. 2.Устройство для осуществления способа, содержащее установленные в стани1ге горизонтальные и вертикальные дефо1 мирующие инструменты с выполненными на них ручьями, образующими калибр, о т л и- чающеес я тем, что станина выполнена с двумя горизонтальными направл пощими, вертикальные деформирующие инст-. рументы закреплены неподвижно и выполнены в виде плашек, образующих Калибр клиновидной формы, горизонтальные дефор мирующие инструменты выполнены в виде
гладких вапков, ycTaHOBnsHHbfx с возможностыокачения от привода по направпяюшим вдоль плашек, причем гладкие валки выполнены с высотой, большей высоты калибра, образованного плашкаи и.
3.Устройство по п, 2, о т л и ч а ющ е е с я тем, что плашки установлены
с возможностью быстрого съема, а направляющие выполнены с возможностью ре гулировки относительно контура плашек.
4.Устройство по п. 2, о т л и ч а ю щ е е с я тем, что одна из плашек
установлена с эозможностыо поворота относительно оси, расположенной в вершине клина плашки перпендикулярно оси вращения горизонтального деформирующего инструмента
Источники информации, принятые во внимание нри экспертизе
1,Авторское свидетельство СССР
N 338294, кл. В 21 Н 8/ОО, 24.05.69.
2.Авторское свидетельство СССР
N 57О441, кп. В 21 Н 8/ОО. 24.12.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПЛАШКАМИ ИЗДЕЛИЙ С ВИНТОВОЙ | 1973 |
|
SU384590A1 |
| Входное устройство для прокатки тонкостенных труб, предназначенное для использования в автоматическом многоручьевом стане | 2019 |
|
RU2725445C1 |
| Способ изготовления спиральных сверл путем накатки и устройство для его осуществления | 1957 |
|
SU115501A2 |
| Плашка для формирования резьбы методом пластического деформирования и способ ее изготовления | 1978 |
|
SU742017A1 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Способ получения кольцевых профилей из малопластичных материалов | 1991 |
|
SU1794565A1 |
| Способ получения периодических профилей постоянной ширины | 1990 |
|
SU1810199A1 |

/7//////Z /////////////////////////
ФигА
гV л,4.. ;/ .
г-. ,,-:-:p.- -Г
740370
