Изобретение относится, к электроэрознонной обработке металлов и предназначеяо для электроэрозионной обработки глубоких и узких пазов. Известно устройство для обработки открытых каналов центробеноплх колес, которое сострит из электрододержателя и цельного электрода-инструмента, соединенных по плоскости посредством винта. Положение электрода-инструмента относительно электрододержателя определяется двумя (Цякснрующими штифтами. Для повышения производительности обработки в электроде-инструменте выполнены каналы для прокачки рабочей жидкости, которые стыкуются с аналогичными каналами электрододержателя. Рабочая поверхность электрода-инструмента имеет форму обра батываемой поверхности Недостатком данного устройства является то, что электрод-инструмент соединен с электрододержателем по плоскости в верхней части, что не позволяет обдаба тывать глубокие и узкие пазы с доста- . точной точностью. Цепь изобретения - повышение-точности обработк5 глубоких и узких каналов путем обеспечения высокой точности ориентации электрода-инструмента в пространстве. Указанная цепь достигается тем, что в устройстве, содержащем электрододержатель и прикрепленный к нему электродинструк ент, которые имеют форму обрабатываемой поверхности и выполнеьпл с каналами шт подвода рабочей жидкости, электроцодержатель выполнен с базирующим элементом в нижней части, а электрод-инструмент охватывает базирующий участок электрододержателя по периметру. Точность обработки паза в данном случае определяется в ocHOBHONi точностью изготовления самого инструмента, так KSUC предлагаемое крепление электрода-инструмента к электрододержателю обеспечивает высокую точность ориентации электродаинструмента в пространстве. То, что элек-
трод-инструмент охватывает электрододержат ель по периметру, обеспечивает уменьшение площади контакта электрода-инструмента с обрабатываемой поверхностью в нерабочей зоне. Изношенный электрод-инструмент легко заменяется новым. Все это повышает точность обработки глубоких и узких пазов.
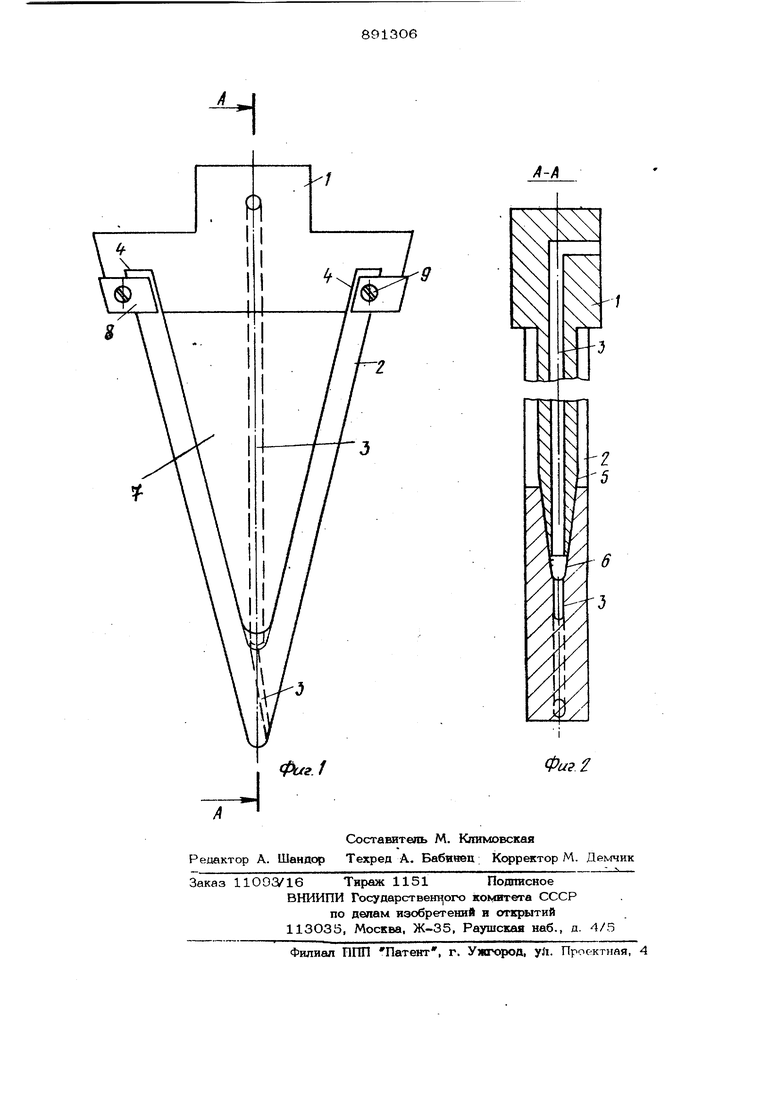
На фиг. 1 изображено устройство в сборе, общий вид; на фиг. 2 - разрез АА ма фиг. 1.
Устройство содержит эпектрододержатель 1 и прикрепленный к нему электрод™ инструмент 2, которь е имеют каналы 3 для подвода рабочей среды. Электрододержатель 1 имеет направляющие пазы 4 в верхней части и гакн 5 в нижней торцовой части, а электрод-инструмент 2 выполнен с поперечнык сечением в Ш1Де желоба 6. Электрододержатель 1 имеет базирующий yijacTOK 7. Прижимная планка 8 с винтом 9 предназначены для крепления электрода-инструмента 2 к электродо держателю 1.
Обработку пазов производят следующим образом.
Электрододержатель 1 крепится на шпинделе станка. Электрод-инструмент 2 своей верхней частью укладывается в на пра15Л5Пощие пазы 4 электрододержателя 1- и перемеишется до контакта 5 и ж&чоба 6. riocjie этого электрод-инструмент 2 прижимается планкой 8 и винтом 9 в направляющем пазу электро- додержателя. Процесс обработки канала производится путем перемещения устройства вниз. После износа электрода-инструмента 2 производится его смена. Для устранения влияния износа инструмен та на точность изготовления канала, его
обработка производится несколькими инструментами.
Предлагаемое устройство позволяет решить задачу обработки межлопаточных каналов центробежных колес, обработка которых ранее производилась посредством .сверле1П1я отверстий для прокачки рабочей жидкости, что не обеспечивало точности и производительности обработки. Использование цельного электрода-инструмента не представлялось возможным, так как изготовить инструмент, толщиной 2,4 мм с внутренними отверстиями 1 мм и длиной 100 мм в условиях производства невозможно.
Формула изобретения
Устройство для электроэрозионной обработки пазов, в котором электрод- инстрмент, имеющий форму обрабатываемого паза, прикреплен к электрододержателю, а в электроде-инструменте и электрододержателе :К11полнены каналы для подачи в зону обработки рабочей жидкости, о т л и ч а ю .щ е е с я тем, что, с целью повышения точности обработки глубоких и УЗКИХ пазов, на электрододержателе выполнен базирующий участок, контур которого в продсэяьном сечении эквидистантен контуру обрабатываемого даза, а электрод-инструмент имеет на всем протяжении поперечное сечение в форме же
лоба и охватывает базирующий участок - электрододержатепя по периметру.
Источники информации, принятые JBO внимание при экспертизе
1. Патент США № 2885529, кл. 219-69, опублик. 1956.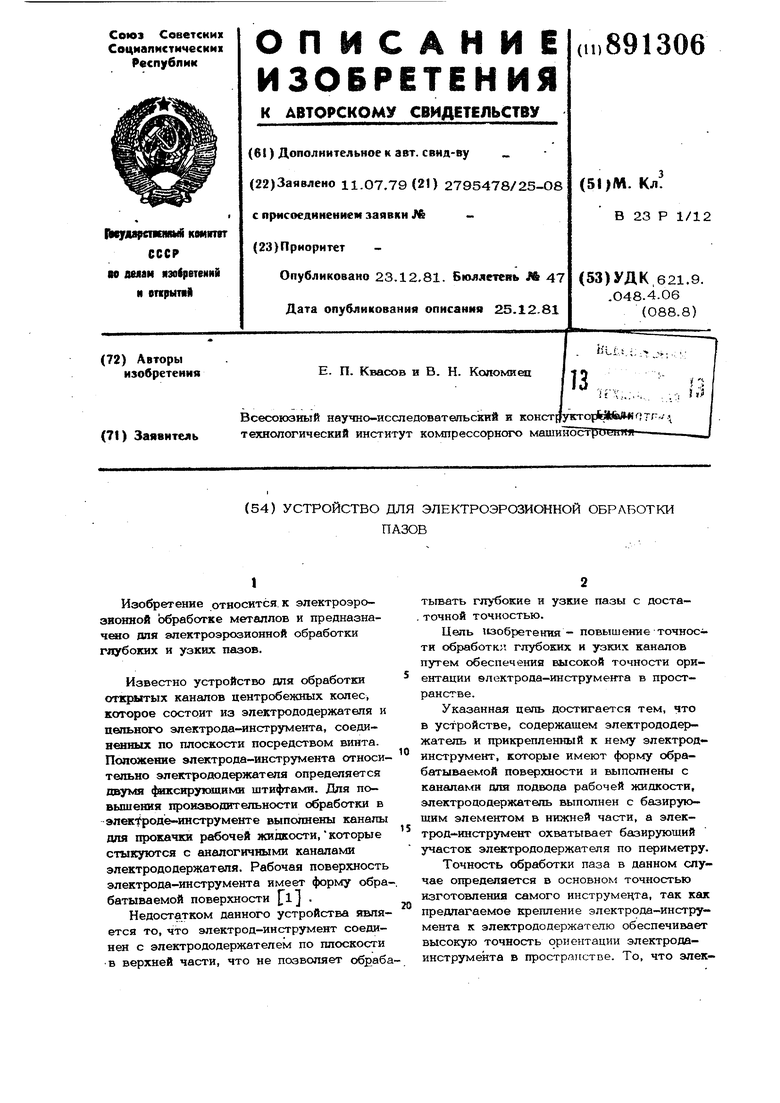
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1127734A1 |
| Приспособление для электроэрозионного прошивания криволинейных отверстий | 1973 |
|
SU486887A1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2276633C2 |
| Устройство для электрообработки вне рабочей зоны станка | 1990 |
|
SU1775248A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Электрододержатель для электрохимической обработки | 1976 |
|
SU680846A1 |