1
Изобретение относится к электрохимической обработке, в частности к способам регулирования межэлектродного зазора, и может быть.использовано для оснащения (или модернизации) станков электрохимической размерной обработки, использующих колебания электрода-инструмента (или детали), синхронизированные с импульсами технологического тока и не прерывающих импульс технологического тока в момент максимешьного сближения электродов.
Известен способ регулирования межэлектродного зазора при электрохимической обработке, согласно которому для системы автоматического слежения за минимальным зазором используют такой сигнал (в качестве сигнала для регулирования), который позволяет контролировать не только зазор, но и электрическую прочность межэлектродного промежутка, т.е. позволяет кроме поддержания зазора предотвращать электрический пробой межэлектродного промежутка 1
Однако параметр, выбранный в качестве сигнала для регулирования, не обладает достаточно высокой чувствительностью. Так, отнощение приращения параметра а лплитуды высокочастотного сигнала дП , к приращению зазора ucf составляет
лп ./
Б
ал / ог к
.
Кроме того, если процесс электрохимической обработки ведется при питании от источника, работающего в режиме источника тока (или с большим индуктивным сопротивлением), чувствительность упадет практически до нуля. А способ электрохимической обработки с включением источника, работающего в режиме источника тока, являегтся весьма перспектиналым
Современный арсенал средств механики и
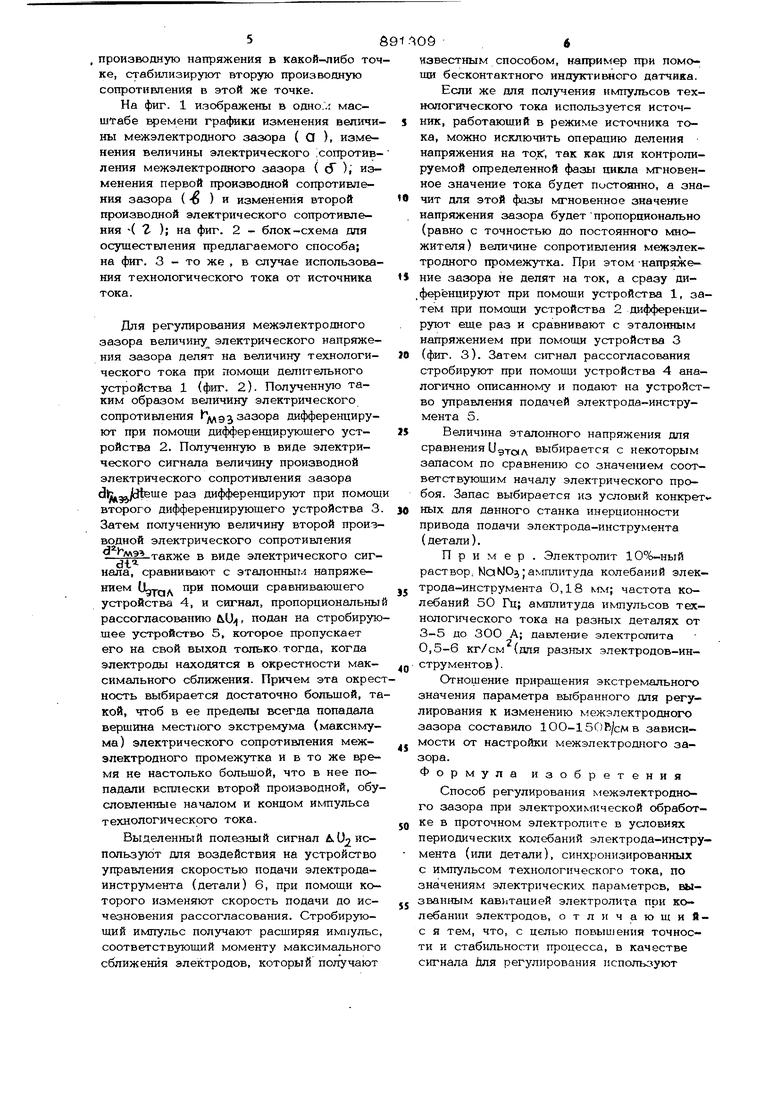
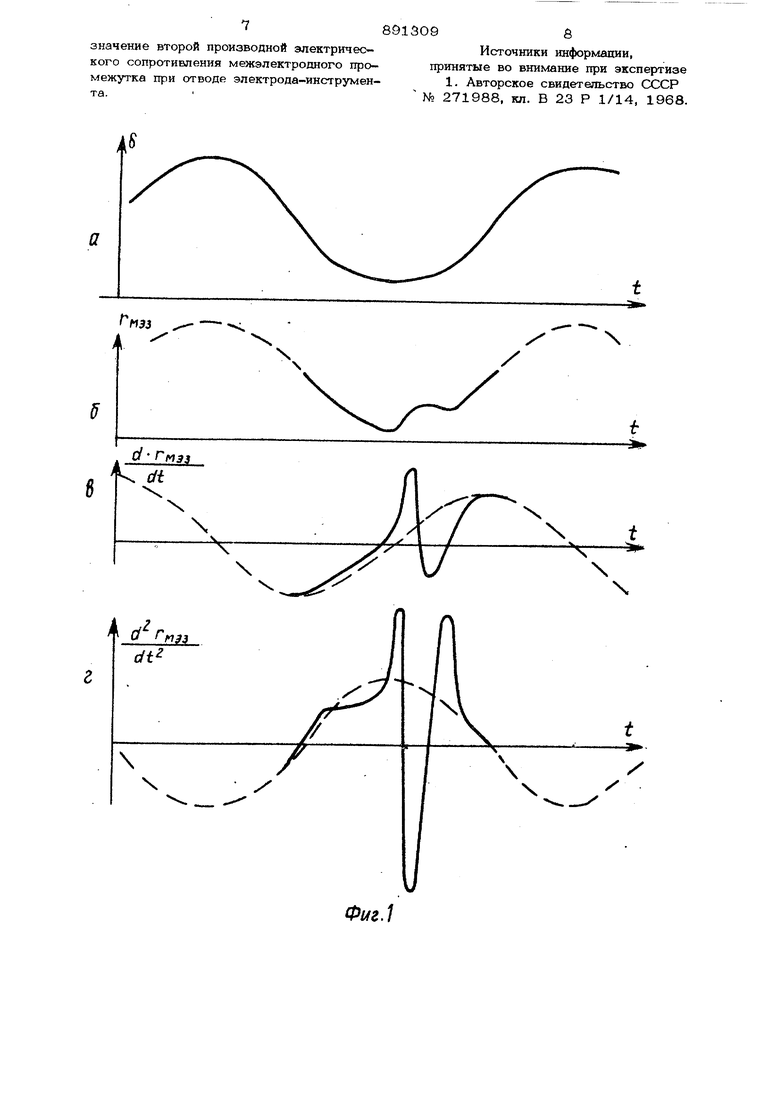
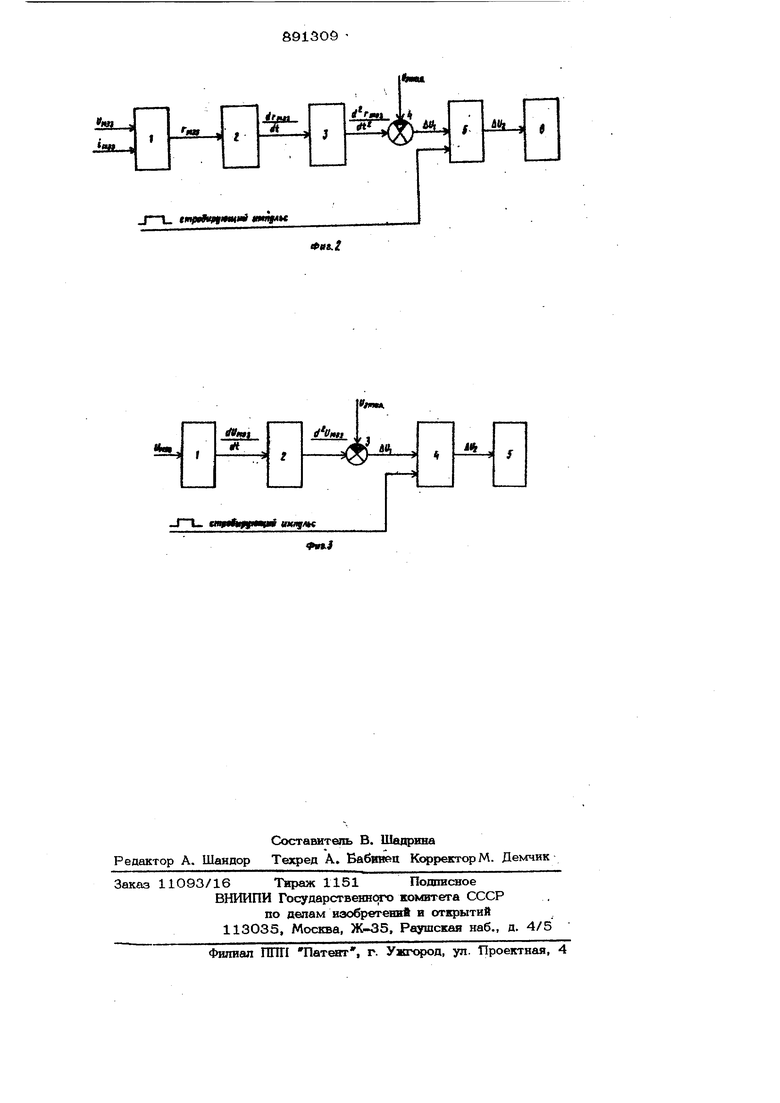
автоматики позволяет создать весьма точно работающую следящую систему, но тем не менее при электрохимической обработке точность невелика, т.е. находится в пределах 0,3, - 0,3 мм.- Это происходит потому, что параметры, выбранные в качео ве сигнала для ретулирования, поступающие на следящую систему, недостаточно чувствительны к отклонениям межэлектро ного зазора от ног шнального (оптимального значения). Цель изобретения - повышение точности и стабильности процесса. Цель достигается тем, что согласно способу регулирования межэлектродного зазора при электрохимической обработке в проточном электролите в условиях периоди ческих с постоянными параметрами колебани электрода-инструмента (или детали), син хронизированных с импульсами технологического тока, использующем систему автоматического слежения за минимальным зазором, в качестве сигнала для регулирования используют максимальное значение второй производной электрического сопротивления межэлектродного промежутка в фазе разведения Электродов, в окрестности максимального сближения электродов. Если же технологический ток подается от источника, работающего в режиме источника тока, в качестве сигнала для регулирования используют максимальное значение второй производной электрического напряжения межэлектродного промежутка в той же окрестности и фазе. При этом отношение приращения сигнайа, выбранного для регулирования к приращению межэлектродного зазора (чувствительность) достигает 10О В/мм. Использование указанного параметра в качестве сигнала для регулирования позволяет свести к минимуму межэлек- тродный зазор, не допуская его уменьшения до величины угрожающей электрическим пробоем. Это объясняется тем, что указа1 ый сигнал косвенно отражает концентрацию газа, растворенного,в электро лите в момент максимального сближения электродов. Электрическое сопротивление электролита в первом приближении пропорционально концентрации пузырькового газа в нем, а электропрочность межэлекгтродного промежутка прямо пропорциональна электропроводности. Таким образом, стабилизируя конц«1традию газа в электролите, тем самым стабилизируют электропрочность межэлектродного промежутка. После максимального сближения электродов начинается фаза разведения электродов. Прл этом давление электролита в межэлектродном промежутке падает и, когдаоно уменьшается до критической величины, начинается бурный рост сжатыу до этого давлением пузырьков газообразных продуктов процесса электрохимической обрабо1ки. Это приводит к росту электрического сопротивления электролита в межэлектродном промежутке. Одновременно, по мере увеличения межэлектродного зазора, усиливается промывка межэлектродного промежутка свежим электролитом, что приводит со временем к уменьшению электрического сопротивления электролита межэлектродного промел.утка. Таким образом, на интервале фааы разведения электродов в окрестности максимального сближения электродов, имеет место сначала возрастание, а потомубывание электрического сопротивления электролита в межэлектродном промежутке, т.е. имеется местный экстремум (максимум) на синусоидальнообразной полуволне изменения электрического сопротивления электролита межэлектродного зазора (фиг. 1 б). При колебаниях одного из электродов с постоянными параметрами и подачей синхронизированных с ними импульсов технологического тока при постоянном за цикл расходе прокачиваемого через зазор . электролита, величина указанного максимума зависит практически только от величины межэлектродного зазора. Но использовать этот параметр в качестве параметра для регулирования нерационально из-за невысокой чувствительности к изменению межэлектродного зазора. Это происходит из-за того, что рост указанного максимума сопротивления прерывается усиливающейся по мере разведения электродов промывкой зазора свежим электролитом. Наибольшей чувствительностью к изменению зазора обладает величина максимума второй производной электрического сопротивления в окрестности момента начала разведения электродов. Если же для получения технологичесого тока используется источник, рабоающий в режиме источника импульсов ока, в качестве параметра для регулироания можно использовать не э;1ектричёсое сопротивление зазора, а напряжение, ак как ток в каждой фазе цикла являетя практически постоянной величиной от гасла к циклу. При этом величина напряения получается равной сопротивлению точностью до постоянного множителя, сли взять отдельную фазу в какой-либо омент цикла, т.е. стабилизируя вторую ке, стабилизируют вторую производную сопротивления в этой же точке. На фиг. 1 изображены в ..: масштабе емени графики изменения величи ны межэлектродного зазора ( Q ), изменения величины электрического хопротивления межэлектроцного зазора ( (Г ). изменения первой производной сопротивления зазора (- ) и изменения второй производной электрического сопротивления -( 1 ); на фиг. 2 - блок-схема для осуществления предлагаемого способа; на фиг. 3 - то же , в случае использования технологического тока от источника тока. Для регулирования межэлектрооного зазора величину электрического напряжения зазора делят на величину технологического тока при помощи делительного устройства 1 (фиг. 2). Полученную таким образом величину электрического сопротивления / -з зазора дифференцируют при помощи дифференцирующего устройства 2. Полученную в виде электрического сигнала величину производной электрического сопротивления зазора ,)Й1еще раз дифференцируют при помощ второго дифференцирующего устройства 3 Затем полученную величину второй производной электрического сопротивления а также в виде электрического сигdXrнала, сравнивают с эталонным напряже- нием Ugr-QA при помощи сравнивающего устройства 4, и сигнал, пропорциональны рассогласованию ), подан на стробирую щее устройство 5, которое пропускает его на свой выход только, тогда, когда электроды находятся в окрестности максимального сближения. Причем эта окрес ность выбирается достаточно больщой, т кой, чтоб в ее пределы всегда попадала вершина местного экстремума (максимума) электрического сопротивления межэлектродного промежутка и в то же время не настолько большой, что в нее попадали всплески второй производной, обу словленные началом и концом импульса технологического тока. Выделенный полезный сигнал А, 02 используют для воздействия на устройство управления скоростью подачи электродаинструмента (детали) 6, при помощи которого изменяют скорость подачи до исчезновения рассогласования. Стробирующий импульс получают расширяя импульс, соответствующий моменту максимального сближения электродов, который получают щи бесконтактного индуктивного датчика. Если же для получения импульсов технологического тока используется источник, работающий в режиме источника тока, можно исключить операцию деления напряжения на ток, так как для контролируемой определенной фазы цикла мгновенное значение тока будет постоянно, а значит для этой фазы мгновенное значение напряжения зазора будет пропорционально (равно с точностью до постоянного множителя) величине сопротивления межзлек-г тродного промежутка. При этом HanpsOTe- ние зазора не делят на ток, а сразу диференцируют при помогай устройства 1, затем при помощи устройства 2 дифференцируют еще раз и сравнивают с эталонным напряжением при помощи устройства 3 (фиг. 3). Затем сигнал рассогласования стробируют при помощи устройства 4 аналогично описанному и подают на устройство управления подачей электрода-инструмента 5. Величина эталонного напряжения для сравнения UgTciA выбирается с некоторым запасом по сравнению со значением соответствующим началу электрического пробоя. Запас выбирается из условий конкрет нь1х для данного станка инерционности привода подачи электрода-инструмента (детали). Пример. Электролит 10%-ный раствор, NaWOjj амплитуда колебаний элек- трода-инструмента 0,18 мм; частота колебаний 50 Гц; амплитуда импульсов тетенолопгческого тока на разных деталях от 3-5 до ЗОО А; давление электролита 0,5-6 кг/см (для разных электродов-инструментов). Отношение приращения экстремального значения параметра выбранного для регулирования к изменению межэлектродного зазора составило lOO-15C)Ri/cM в зависимости от настройки межэлектродного зазора. Формула изобретения Способ регулирования межэлектродного зазора при электрохимической обработке в проточном электролите в условиях периодических колебаний электрода-инстру- мента (или детали), синхронизированных с импульсом технологического тока, по значениям электрических параметров, выjj званным кавитацией электролита при колебаний электродов, отличаюшийс я тем, что, с целью повышения точности и стабильности процесса, в качестве сигнала йля регулирования используют
891309в
значение второй производной электричес-Источники информации,
кого сопротивления межэлектродного про-принятые во внимание при экспертизе
межутка при отводе электрода-инструмен-1. Авторское свидетельство СССР
та. NO 271988, кл. В 23 Р 1/14, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
Фиг.1
«га
очмАфумжи) «мумк
.
Ли
