I
Изобретение относится к машиностроению и может быть использовано в инструментальном производстве при изготовлении метчиков.
Известен способ изготовления метчиков, включающий шлифование рабочей части с образованием обратного конуса, заточку по передней поверхности и шлифование резьбы с образованием затылка по профилю и выдерживанием обратного конуса piОднако известный способ не дает возможности получения достаточно высокой точности при образовании обратной конусности на затылованных метчиках.
Цель изобретения - повышение томности метчиков.
Поставленная цель достигается тем, что операцию заточки по передней поверхности производят после шлиЛ фования резьбы с образованием затылка и совмещают с образованием обратного конуса, при этом метчику сообщают винтовое движение, а угол наклона винтовой линии относительно оси метчика определяют по формуле
1/3 W-t-arctg( . где W - угол наклона струх ечной канавки;
К - величина обратной конусности; 1 - длина рабочей части метчика; 0 - задний угол.
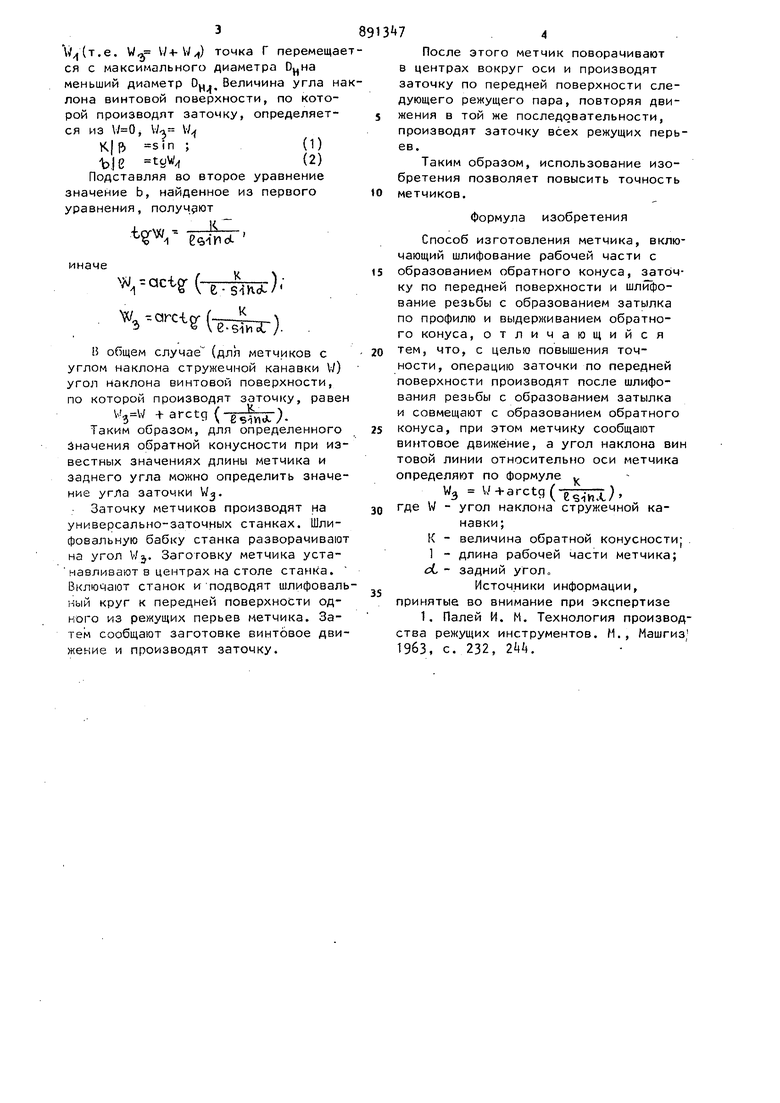
На фиг. 1 показан способ получения
10 обратной конусности на затылованных метчиках; на фиг. 2 - разрез Л-А на фиг. I.
При заточке затылованного метчика по винтовой линии обратная конусность
tS образуется автоматически при пересечении винтовой поверхности, по которой производят заточку, с поверхностью затылования.
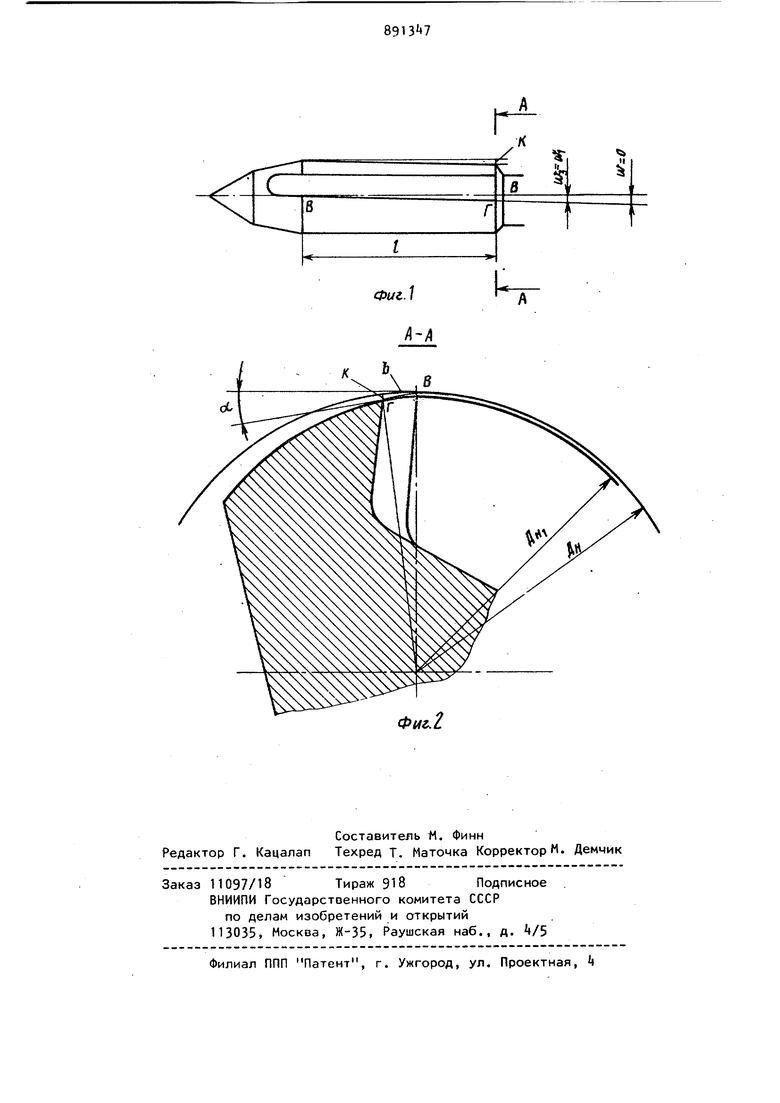
При заточке режущих перьев метчика
20 с углом наклона Wg, равным углу наклона стружечной канавки , точки В и Г находятся на одном диаметре Оц С увеличением угла наклона величину W(T.e. W W-bW) точка Г перемеща ся с максимального диаметра Оцна меньший диаметр 0., Величина угла н лона винтовой поверхности, по которой производят заточку, определяется из , v; 1 К|р. sin ;(1) ъ.|е tyWf (2) Подставляя во второе уравнение значение Ь, найденное из первого уравнения, получают ( . K arciof---4--,- 5 fe ve TviX/. в общем случае (для метчиков с углом наклона стружечной канавки V/) угол наклона винтовой поверхности, по которой производят заточку, раве VW -(-Т)Таким образом, для определенного Значения обратной конусности при из вестных значениях длины метчика и заднего угла можно определить значе ние угла заточки W. . Заточку метчиков производят на универсально-заточных станках. Шлифовальную бабку станка разворачиваю на угол V/3. Заготовку метчика уста навливают8 центрах на столе станка. Включают станок иподводят шлифовал ный круг к передней поверхности одного из режущих перьев метчика. Затем сообщают заготовке винтовое дви жение и производят заточку. 74 После этого метчик поворачивают в центрах вокруг оси и производят заточку по передней поверхности следующего режущего пара, повторяя движения в той же последовательности, производят заточку всех режущих перьев. Таким образом, использование изобретения позволяет повысить точность метчиков. Формула изобретения Способ изготовления метчика, включающий шлифование рабочей части с образованием обратного конуса, затЬчку по передней поверхности и шлифование резьбы с образованием затылка по профилю и выдерживанием обратного конуса, отличающийся тем, что, с целью повышения точности, операцию заточки по передней поверхности производят после шлифования резьбы с образованием затылка и совмещают с образованием обратного конуса, при этом метчику сообщают винтовое движение, а угол наклона вин товой линии относительно оси метчика определяют по формуле .. W3 W- arctg(-e-i7M:) где W - угол наклона стружечной канавки;К - величина обратной конусности;. 1 - длина рабочей части метчика; cL - задний уголо Источники информации, принятые во внимание при экспертизе 1. Палей И. М. Технология производства режущих инструментов. М., Машгиз 1963, с. 232, 2ki.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1989 |
|
SU1763113A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик | 1988 |
|
SU1609562A2 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Способ изготовления рабочей части метчика | 1982 |
|
SU1065069A1 |
| Способ затылования метчиков | 1983 |
|
SU1333542A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| Метчик | 1985 |
|
SU1333487A1 |
| Метчик | 1990 |
|
SU1804379A3 |
hФиг.1
