Изобретение относится к обработке металлов давлением,а именно к способам изготовления рабочей части метчиков методами пластического деформирования их новерхности. Известен способ изготовления рабочей части метчика путем выполнения стружечных канавок, а затем щлифования резьбы с образованием затылка но профилю и обратной конусности 1J. Недостатком данного способа является Низкая нроизводительность, образование прижогов и структурных изменений новерхностного слоя. Наиболее близким к предлагаемому является способ изготовления рабочей части метчика нутем формирования поперечного сечения заготовки и носледуюп.,его формирования на ней затььюнанного резьбового профиля радиальной щтамповкой, иснользуя в качестве инструмента пуансоны 2. Недостатками данного способа являются сложность изготовления нуансонов и невозможность их изготовления для образования резьбового профиля на мелкоразмерных метчиках; необходимость специального кузнечнопрессового оборудования, которое должно обеспечить нере.мещение четырех рабочих органов, на которых закреплены пуансоны, и при этом обеспечивать жесткую синхронизацию скорости их перемещения, так как в противном случае будет получаться различная высота профиля на различных гранях; малая стойкость пуансонов. Цель изобретения - снижение трудоемкости изготовления затылованногх) резьбового профиля на метчике и снижение трудоемкости изготовления метчика с винтовыми гранями. Указанная цель достигается тем, что согласно способу изготовления рабочей части метчика, нанример бесстружечного, путем формирования поперечного сечения заготовки и последующего формиро вания на ней затылованного резьбового профиля, затылованный резьбовой профиль формируют резьбонакатными роликами, которым сообщают в процессе накатывания возвратнопоступательное радиальное перемещение но циклу подъем - выстой - - спад. К,роме того, заготовку скручивают в процессе накатывания резьбы. На фиг. 1 изображена заготовка .метчика, поперечное сечение: а - перед формированием на ней резьбового профиля; б - после формирования резьбового профиля; на фиг. 2 - последовательность операций формирования готового профиля; а - первоначальное расположение резьбонакатных роликов; б - образование резьбового профиля при перемещении роликов в радиальном направлении, от центра заготовки; в - то же без перемещения роликов в радиальном направлении; г - формирование резьбового профиля при перемещении роликов в радиальном направлении к центру заготовки. На фиг. 1 и 2 приняты следующие обозначения:45-Диаметр заготовки; ij-глубина лыски; j5 -радиус кривизны по наружному диаметру;J).- радиус кривизны но внутреннему диаметру;dnidjpjCOOTBeTCTBeHHo наружный, средний, - внутренние диаметры; Г-радиус смазочной канавки; ) -щирина смазочной канавки: }{-величина затылования; 1 -заготовка метчика; 2.-резьбонакатные ролики. Способ реализуют следующим образом. Заготовку метчика I устанавливают и закрепляют в зажимном приспособлении, например, трехкулачковом патроне токарновинторезного станка. В резцедержателе супnopia устанавливают инструмент, которым производят накатывание резьбового профиля. Настраивают винторезную цепь станка на щаг, равный щагу метчика. Вращают метчик 1, а резьбонакатным роликом 2 сообщают принудительное осевое перемещение, соответствующее щагу метчика. В первоначальный момент рсзьбонакатные ролики находятся в центре лысок. При повороте метчика резьбонакатные ролики, контактируя с заготовкой, перемещаются в радиальном направлении от центра заготовки метчика, при этом происходит течение .металла в тангенциальном на 1равлении и образуется резьбовой профиль. Затем резьбонакатные ролики выходят на участок заготовки, выполненный по окружности, и не неремеп,аютея в радиальном направлении. При дальнейщем повороте заготовки метчика резьбонакатные ролики переходят на участок лысок, при этом они перемещаются в радиальном направлении к центру заготовки. Таким образом резьбонакатным роликам в процессе накатывания сообщают возвратно-поступательное радиальное перемещение по циклу подъем - выстой - спад, а на заготовке метчика получают затылованный резьбовой профиль. Размеры затылования зависят от конфигурации и размеров поперечного сечения заготовки метчика. В процессе резьбообразования продольные лыски трансформируются в смазочные канавки. Для получения метчиков с винтовым расположением зубьев заготовку скручивают в процессе накатывания резьбового профиля. Пример. Предлагаемым способом производят изготовление рабочей части бесстружечного .метчика с винтовыми гранями (М20). По сравнению с известным способо.м, когда сначала получают заготовку с винтовыми гранями,а затем формируют на ней резьбу
полного профиля, предлагаемый способ обеспечивает в 2 раза большую производительность. Это достигается в результате совмещения операции формирования резьбы и операции получения винтовых граней. Кроме того, в результате образования коленчатого слоя на поверхности накатанной резьбы стойкость метчиков, 1Тзготовленных предложенным способом, выше. Для осуществления предложенного способа не требуется специализированное оборудование, используются серийно выпускаемые нан1ей промышленностью токарно-винторезные станки и резьбонакатные платки.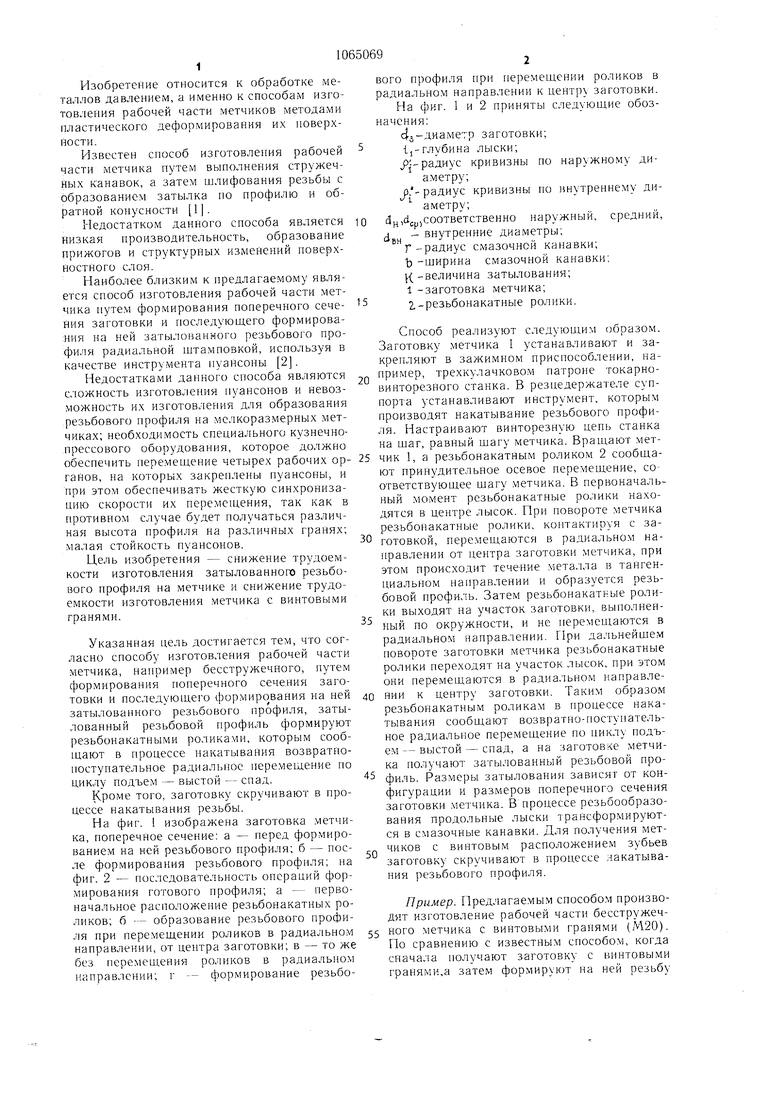
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| Головка для накатывания резьбы на метчиках | 1981 |
|
SU969393A1 |
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| Бесстружечный метчик | 1988 |
|
SU1639854A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| Головка для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU801947A2 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕЙ ЧАСТИ МЕТЧИКА, например бесстружечного, путем формирования поперечного сечения заготовки иг последующего формирования на ней затылованного резьбового профиля, отличающийся тем, что, с целью снижения трудоемкости, затылованный резьбовой профиль формируют резьбонакатными роликами, которым сообщают в процессе накатывания возвратно-поступательное радиальное перемещение по циклу подъем - выстой - спад. 2. Способ по п. 1, отличающийся тем, что, с целью снижения трудоемкости изготовления метчика с винтовыми гранями, заготовку скручивают в процессе накатывания резьбы. со (Л 05 СЛ О 05 СО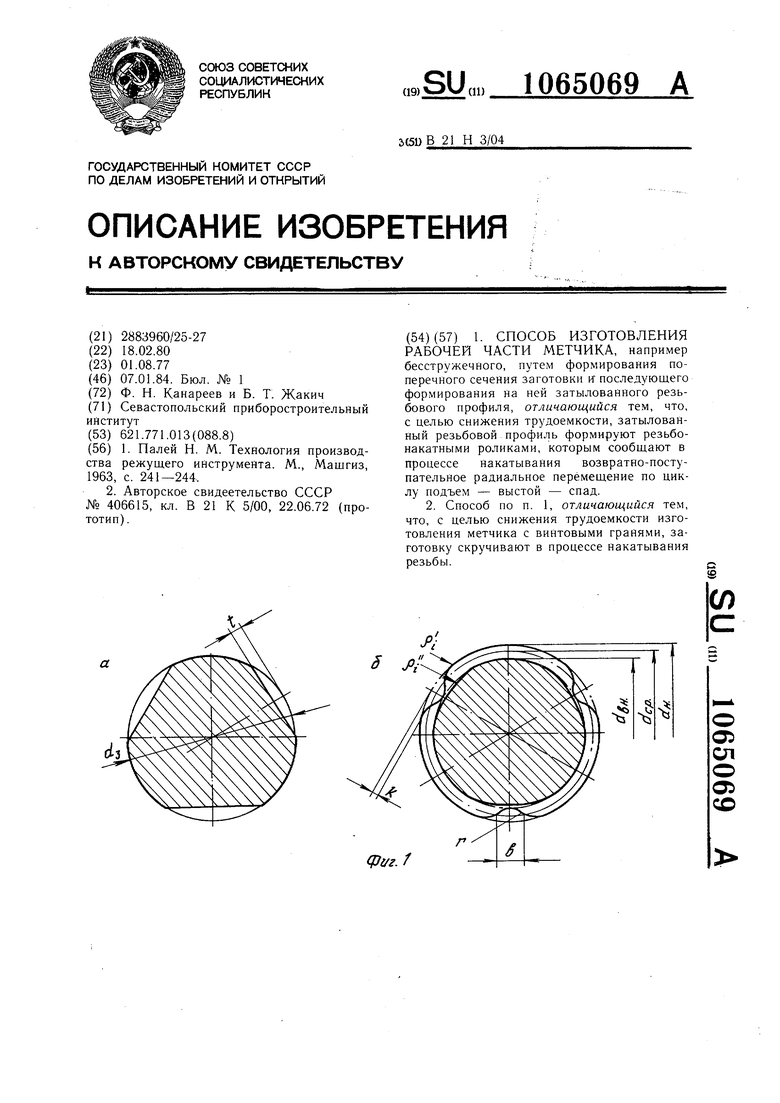
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Палей Н | |||
| М | |||
| Технология производства режущего инструмента | |||
| М., Машгиз, 1963, с | |||
| Одноколейная подвесная к козлам дорога | 1919 |
|
SU241A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВПТ& | 0 |
|
SU406615A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
