1
Изобретение относится к заточке металлорежущего инструмента.
Цель изобретения - повышение точности процесса затылования метчика и его производительности. i
При затыловании метчика осуществляют осевую подачу его, а поперечную подачу осуществляют при использовании однопрофильного кулачка, за- цакндего закон перемещения метчика при обработке только одного пера. - После обработки одноименных- элементов этого пера последовательно обрабатывают все последующие перья,
На фиг.1 представлен схематично процесс затылования, вид сбоку; на фиг.2 - то же, вид сверхуj на фиг.3 - сечение А-А на фиг.2 (делительный
механизм в зафиксированном положении) ;20 рота кольцо 24 с градусной шкалой.
на фиг.4 - то же (делительный механизм с расфиксированном положении); на фиг.5 - схема затьшования по резьбовому профилю; на фиг,6 - схема затьшования рабочей части метчика по конусу; на фиг,7 - схема затылования по резьбовому профилю, расположенному на конусе; на фиг,8 - схема ступенчатого затылования.
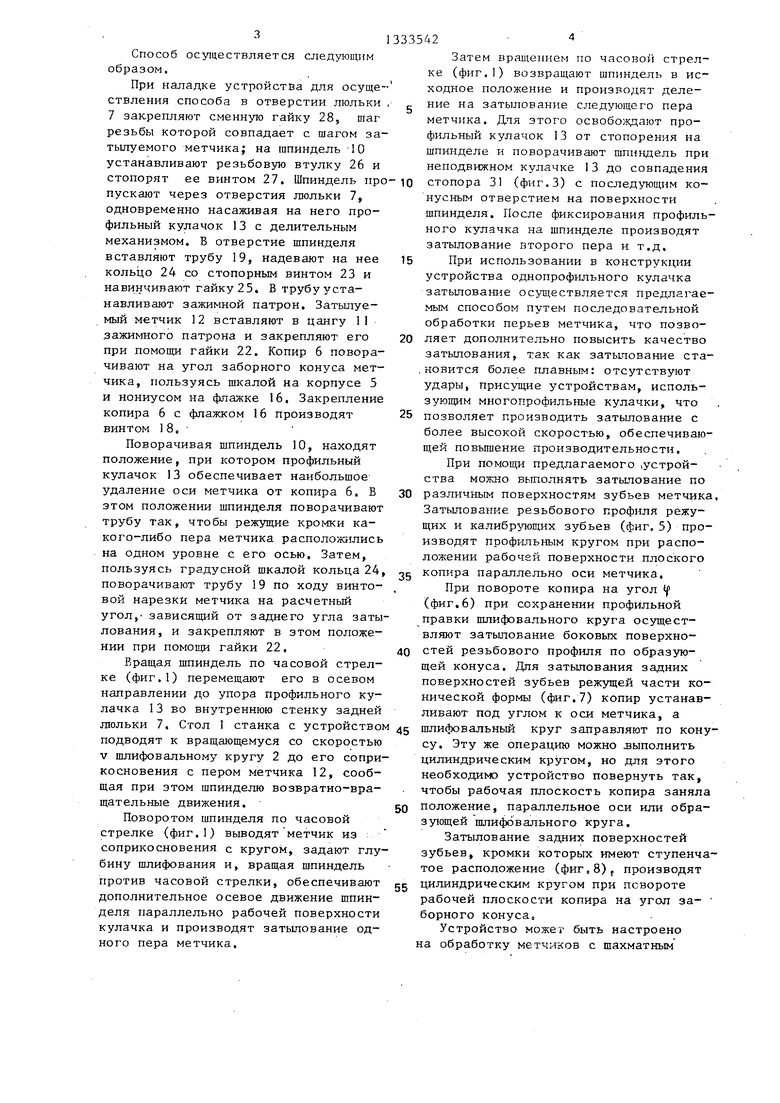
Устройство для затылования метчиков установлено на подвижной части стола 1 универсально-заточного (или оптико-шлифовального) станка, снабженного шлифовальным кругом 2, при помощи шпилек 3 с гайками 4. Устройство состоит из корпуса 5, в котором установлен с возможностью поворота копир 6, качающейся люльки 7, связанной с корпусом 5 при помоЕД плоской пружины 8 и винтов 9. В люльке 7 установлен шпиндель 10 с зажимным патроном (цангой) 1 для закрепления матчика 12.
На шпинделе смонтирован профильный кулачок 13,, Выполненный в виде эксцентрика, ось которого смещана от оси шпинделя на величину эксцентриситета е. Под действием плоской пружины 8 кулачок 13 постоянно прижат к рабочей поверхности копира 6.
Копир 6 выполнен в виде цилиндрического сегмента, цилиндрическая поверхность которого сопрягается с цилиндрической выемкой, выполненной в корпусе 5. С копиром 6 жестко соединен винтом 14 и штифтами 15 флажок 16, на котором закреплена кнопка 17 и выполнен дугообразный паз Через паз пропущен винт 18, ввернутый в
335422
резьбовое отверстие корпуса 5. На плоской поверхности корпуса нанесена градусная шкала, а на флажке выпол- g нен нониус.
Шпиндель К) свободно вращается в цилиндрических опорах люльки 7. В отверстии шпинделя смонтирован зажимной патрон для закрепления метчика
10 12 за хвостовую цилиндрическую часть. Зажим включает в себя трубу 19, уступ которой упирается в передний торец шпинделя, и цангу 1, соединненую при помощи штифта 20 со стержнем 21.
15 Для зажима цанги служит гайка 22, навернутая на резьбовой конец стержня. На трубе 19 выполнен шпоночный паз, с которым контактирует стопорный винт 23, предохраняющий от пово5
0
На конце трубы навернута гайка 25, предназначенная для закрепления тру- . бы в шпинделе.
На шпинделе 10 установлена сменная втулка 26 с нар-ужной резьбой, шаг которой совпадает с шагом резьбы метч ика. Втулка зафиксирована винтом 27, Ее резьбовая часть сопряжена с резьбой сменной гайки 28, закрепленной в отверстии люльки 7.
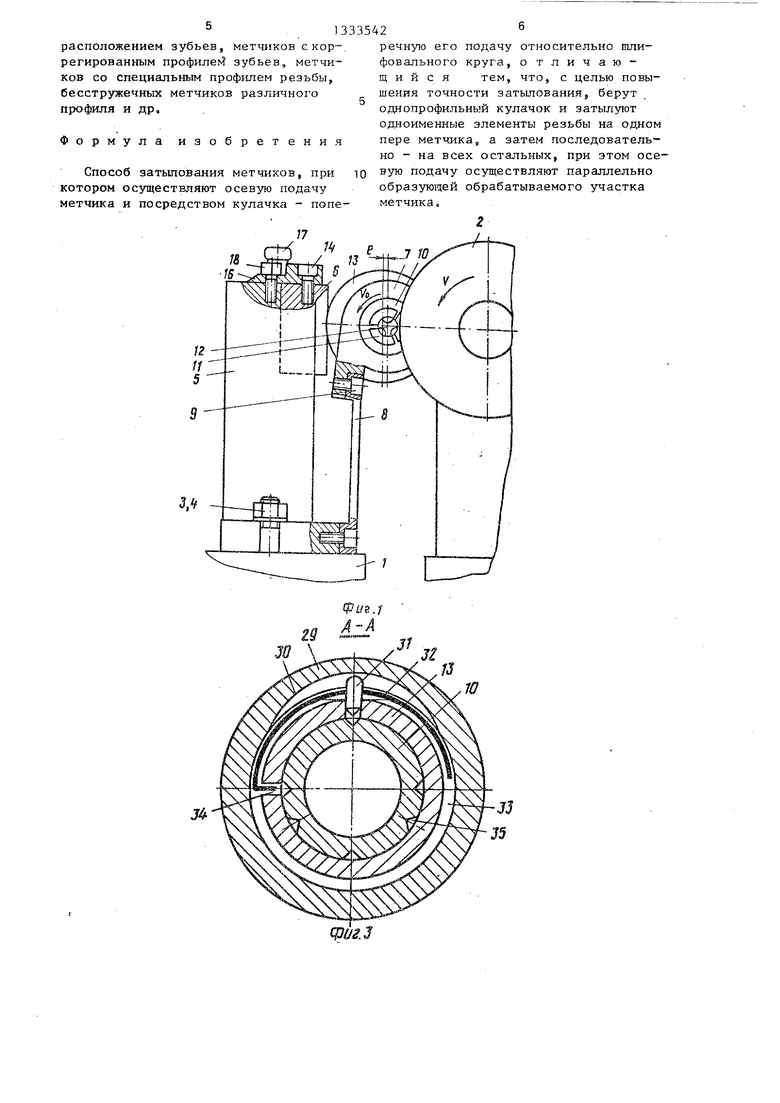
Делительный механизм, смонтированный на ступице профильного кулачка 13, состоит из кольца 29, снабженного внутренней эксцентричной конусной g выточкой 30, стопора 31 (фиг„3) и пружинного кольца 32. Пружинное кольцо пропущено через отверстие стопора 31, заправлено в кольцевую канавку 33 профильного кулачка 13 и его конец зафиксирован в отверстии 34. Пружинное кольцо обеспечивает постоянный контакт стопора 31 с конической поверхностью выточки 30 кольца 29, Наклон конической выточки предотвращает осевое смещение кольца 29. В исходном положении кольцо 29 повернуто так, что эксцентриситет выточки совпадает с осью стопора и он не контактирует с конусными делительными отверстиями 35 шпинделя 0. При повороте кольца 29 на угол oL (фиг, 4) , стопор 31 перемещается в радиальном направлении и, попадая в одно из делительных отверстий, фиксирует профильный кулачок 13 на шпинделе 10. Количество делительных отверстий выполнено исходя из условия затьшования двух-, трех- и четырехперых метчиков.
0
5
0
5
Способ осутцествляется следующим образом.
При наладке устройства для осуще-- ствления способа в отверстии люльки , 7 закрепляют сменную гайку 28, шаг резьбы которой совпадает с шагом за- тылуемого метчика; на шпиндель -10 устанавливают резьбовую втулку 26 и
стопорят ее винтом 27. Шпиндель про- ю стопора 31 (фиг.З) с последующим копускают через отверстия люльки 7, одновременно насаживая на него профильный кулачок 13 с делительным механизмом. В отверстие шпинделя вставляют трубу 19, надевают на нее кольцо 24 со стопорным винтом 23 и навинчивают гайку 25. В трубу устанавливают зажимной патрон. Затылуе- мый метчик 12 вставляют в цангу 11 .зажимного патрона и закрепляют его при noMomji гайки 22. Копир 6 поворачивают на угол заборного конуса метчика, пользуясь шкалой на корпусе 5 и нониусом на флажке 16. Закрепление копира 6 с флажком 16 производят винтом 18.Поворачивая шпиндель 10, находят положение, при котором профильный кулачок 13 обеспечивает наибольшое удаление оси метчика от копира 6. В этом положении шпинделя поворачивают трубу так, чтобы режущие кромки какого-либо пера метчика расположились на одном уровне с его осью. Затем, пользуясь градусной шкалой кольца 24 поворачивают трубу 19 по ходу винтовой нарезки метчика на расчетньш угол,- зависящий от заднего угла заты лования, и закрепляют в этом положении при помощи гайки 22.
Вращая шпиндель по часовой стрелке (фиг.1) перемещают его в осевом направлении до упора профильного кулачка 13 во внутреннюю стенку задней
люльки 7. Стол станка с устройством 45 шлифовальньй круг заправляют по конуподводят к вращающемуся со скоростью V шлифовальному кругу 2 до его соприкосновения с пером метчика 12, сообщая при этом шпинделю возвратно-вращательные движения.
Поворотом шпинделя по часовой стрелке (фиг.1) выводят метчик из соприкосновения с кругом, задают глубину шлифования и, вращая шпиндель против часовой стрелки, обеспечивают дополнительное осевое движение шпинделя параллельно рабочей поверхности кулачка и производят затьшование одного пера метчика.
Затем вращением по часовой стрелке (фиг.1) возвращают шпиндель в исходное положение и производят деление на затылование следующего пера метчика. Для этого освобождают профильный кулачок 13 от стопорения на шпинделе и поворачивают шпиндель при неподвижном кулачке 13 до совпадения
5 0 5
О о
5
нусным отверстием на поверхности шпинделя. После фиксирования профильного кулачка на шпинделе производят затылование второго пера и т.д.
При использовании в конструкции устройства однопрофильного кулачка затылование осуществляется предлагаемым способом путем последовательной обработки перьев метчика, что позволяет дополнительно повысить качество затылования, так как затьшование ста- ,новится более плавным: отсутствуют удары, присущие устройствам, исполь- многопрофильные кулачки, что позволяет производить затылование с более высокой скоростью, обеспечивающей повышение производительности.
При помощи предлагаемого ,устрой- ства можно вьтолнять затылование по различным поверхностям зубьев метчика, Затьшоваыие резьбового профиля режущих и калибрующих зубьев (фиг, 5) производят профильным кругом при расположении рабочей поверхности плоского копира параллельно оси метчика.
При повороте копира на угол f (фиг.6) при сохранении профильной правки шлифовального круга осущест вляют затьшование боковых поверхностей резьбового профиля по образующей конуса. Для затылования задних поверхностей зубьев режущей части конической формы (фиг.7) копир устанавливают под углом к оси метчика, а
g
5
су. Эту же операцию можно выполнить цилиндрическим кругом, но для этого необходимо устройство повернуть так, чтобы рабочая плоскость копира заняла положение, параллельное оси или образующей шлифовального круга.
Затылование задних поверхностей зубьев, кромки которых имеют ступенчатое расположение (фиг.8)(, производят цилиндрическим кругом при повороте рабочей плоскости копира на угол за- борного конуса.
Устройство может быть настроено на обработку метчиков с шахматным
расположением зубьев, метчиков скор- регированным профиле зубьев, метчиков со специальным профгшем резьбы, бесстружечных метчиков различного профиля и др.
Формула изобретения
Способ затьшования метчиков, при котором осуществляют осевую подачу метчика и посредством кулачка - попе
речную его подачу относительно шлифовального круга, о тличаю- щ и и с я тем, что, с целью повышения точности затьшования, берут однопрофильный кулачок и затылуют одноименные элементы резьбы на одном пере метчика, а затем последовательно - на всех остальных, при этом осевую подачу осуществляют параллельно образующей обрабатываемого участка метчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Устройство для затылования зубьев инструмента | 1980 |
|
SU933265A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1288001A1 |
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| Приспособление для заточки многолезвийного инструмента | 1983 |
|
SU1110612A1 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 1972 |
|
SU340516A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU241994A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Устройство для заточки сверл | 1986 |
|
SU1414575A1 |
Изобретение относится к заточке металлорежущего инструмента и ставит целью повысить точность процесса эа- тыпования метчика. При затыловании метчика 12 осуществляют его осевую подачу, а при использовании однопрофильного кулачка, задающего закон перемещения метчика при обработке только одного пера, - поперечную подачу. После обработки одноименных элементов этого пера последовательно обрабатывают все последующие перья. 8 ил. (Л С
/
J/
/J
rff
10
32
13
1
фиг.
Уо
у (рае. 5
фи.б
Физ. ,|
Составитель А.Афанасьева
Редактор Л.Повхан Техред. М.Моргентал Корректор г.Решетник
,.-.«.«.х««.™-«--.
Заказ 3910/15 Тираж 714 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие,, г. Ужгород, ул. Проектная, 4
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
