(54) СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ
1
Изобретение относится к станкостроению, а именно к ленточному шлифованию абразивной лентой.
Известен способ ленточного шлифования, при котором сжатый воздух подают через каналы в контактном элементе на абразивную ленту, причем каналы в контактном элементе расположены перпендикулярно плоскости ленты 1.
Недостатком известного способа является стабильная аэродинамическая толщина зазора между контактным элементом и шлифовальной лентой, которая препятствует колебаниям абразивной ленты, вследствие чего приходится осуществлять дополнительную вибрацию ленты, чтобы произвести ее очистку.
Цель изобретения - качественная очистка ленты и расширение технологических возможностей путем устранения препятствий вибрациям ленты.
Поставленная цель достигается тем, что сжатый воздух подается струей на контактный элемент под углом 75-85°.
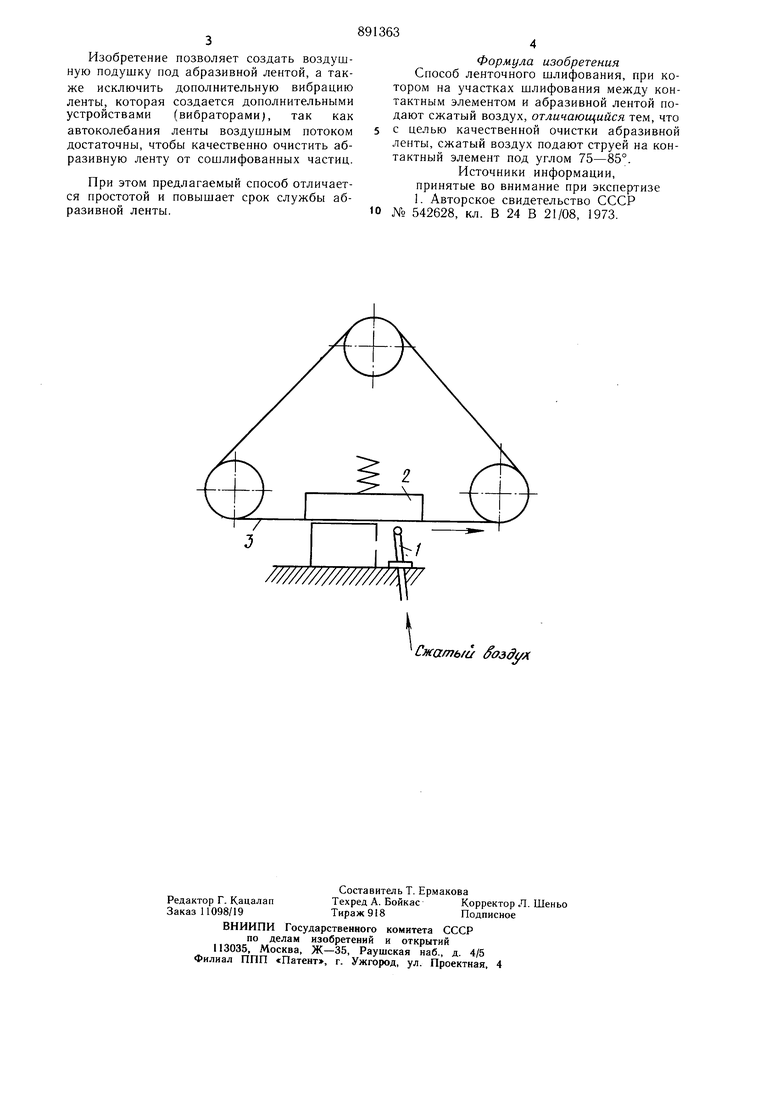
На чертеже представлено устройство для реализации способа.
Устройство состоит из сопла 1, которое установлено под углом к контактному элементу 2, поджимающего деталь к абразивной ленте 3.
Способ осуществляют следующим обра, зом.
Сжатьш воздух из сопла 1 под углом 75-85° подается на контактный элемент 2 и, отражаясь, попадает на абразивную ленту 3. При этом максимальное усилие подto жатия контактного элемента равно 0,7 кгс/см, сила натяжения ленты 2-10 кгс/см, а давление сжатого воздуха 3-6 кгс/см.
Автоколебания, которые возникают в результате направленного под углом 75-85°
15 воздущного потока, обеспечивают удаление частиц металла с поверхности ленты. Процесс протекает непрерывно. Этим же потоком воздуха создается и воздушная подушка. Амплитуду и частоту колебаний абразивной ленты можно регулировать, изменяя скорость Движения воздуха и угол между осью сопла 1 и плоскостью контактного элемента 2. Изобретение позволяет создать воздушную подушку под абразивной лентой, а также исключить дополнительную вибрацию ленты, которая создается дополнительными устройствами (вибраторами;, так как автоколебания ленты воздушным потоком достаточны, чтобы качественно очистить абразивную ленту от сошлифованных частиц. При этом предлагаемый способ отличается простотой и повышает срок службы абразивной ленты. 3 Формула изобретения Способ ленточного шлифования, при котором на участках шлифования между контактным элементом и абразивной лентой подают сжатый воздух, отличающийся тем, что с целью качественной очистки абразивной ленты, сжатый воздух подают струей на контактный элемент под углом 75-85°. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 542628, кл. В 24 В 21/08, 1973.
Сжатьш воздух
