Изобретение относится к области металлообработки методами шлифования и может быть использовано в технологиях очистки шлифовальных кругов (ШК).
Известен способ очистки шлифовальных кругов, заключающийся в воздействии на рабочую поверхность ШК путем прижима абразивного бруска на эластичной связке с накладыванием колебаний в направлении нормали к рабочей поверхности ШК (RU 2184643, B24B 53/007, 2002). Недостатком известного способа является сложность в осуществлении качественной очистки с обеспечением сохранения исходной рабочей поверхности шлифовального круга.
Также известен способ очистки поверхностей абразивных инструментов, заключающийся в воздействии на поверхность воздушной струи под напором с введением в нее частиц твердого диоксида углерода (US 2001000165, B24B 53/10, 2001). Недостатком данного способа является слабая абразивность гранул чистого диоксида углерода, которая приводит к невозможности очистки засаливаний рабочей поверхности ШК веществами с высокой адгезией, например, наклепом шлама.
Задачей предлагаемого изобретения является повышение качества очистки рабочей поверхности ШК в условиях засаливаний рабочей поверхности ШК веществами с высокой адгезией путем повышения абразивных свойств рабочего тела (воздушной струи с гранулами диоксида углерода) с сохранением неразрушающего характера очистки.
Решение указанной задачи достигается тем, что в способе очистки рабочей поверхности шлифовальных кругов, включающем воздействие на упомянутую поверхность воздушной струи под напором, перемешанной с гранулами твердого диоксида углерода, используют гранулы диоксида углерода, охлажденные до температуры минус 100…190°C. При этом повышается твердость переохлажденных гранул, т.е. увеличивается степень их абразивного воздействия на наслоение рабочей поверхности ШК, а также существенно ослабляется адгезия материала наслоения (засаливания) из-за повышения термических напряжений, вызываемых еще большим перепадом температур (около 120 градусов при температуре гранул минус 100°C и более 200 градусов при температуре переохлажденных гранул минус 190°C), что повышает эффективность и качество очистки ШК.
В случае необходимости очистки еще более сильных загрязнений ШК, когда воздействия одних переохлажденных гранул диоксида углерода оказывается недостаточным, в рабочее тело вводят еще один (дополнительный) абразивный компонент с требуемыми характеристиками (дисперсность, твердость, скорость подачи и др.) либо путем его дозированного введения в воздушную струю в дополнение к гранулам диоксида углерода, либо путем предварительного введения его частиц в гранулы диоксида углерода, что и усиливает абразивное воздействие струи до требуемого уровня.
Изобретение поясняется чертежом, где показана схема устройства для осуществления данного способа.
Способ может быть реализован следующим образом.
Готовые гранулы диоксида углерода с размерами зерна 1-3 мм (чистые или смесевые, т.е. с включениями частиц дополнительного абразивного компонента) хранятся в термоконтейнере 1 и по мере расходования загружаются в теплообменник 2, необходимый для получения переохлажденных гранул. Теплообменник 2 представляет собой металлическую трубу, по которой движется поток гранул, окруженную радиатором, через который подается жидкий азот. Температура гранул в начале трубы равна минус 80°C, предельная температура переохлаждения в конце трубы равна минус 190°C.
Из теплообменника 2 переохлажденные гранулы поступают в бункер бластера 3 (установка дозированной подачи гранул диоксида углерода в воздушную струю требуемого давления), к которому одновременно подводится по шлангу воздух от компрессора 4. Компрессор должен обеспечивать производство струи воздуха с давлением 8-16 атм и расходом воздуха не менее 6 куб.м/мин в зависимости от требований очистки: вида и материала засаливания, степени адгезии слоя загрязнения (засаливания) к рабочей поверхности и др. В бластере 3 гранулы диоксида углерода смешиваются в регулируемой пропорции с воздушной струей, образуя рабочее тело, которое подается по гибкому термоизолированному морозостойкому шлангу 5 в ускорительное сопло 6 с формированием струи с околозвуковой скоростью (0,5-1,15 M, где M - скорость звука), направляемой на очищаемую поверхность. Ускорительное сопло 6 представляет собой сопло Лаваля, в котором на цилиндрическом участке предусмотрена возможность (при необходимости) дозированного инжектирования в рабочее тело (инжектор 7) дополнительных мелкодисперсных абразивов (размер зерен 0,02-0,5 мм). Выходная сторона сопла 6 установлена в отверстии защитного кожуха 8 шлифовального круга 9, при этом для достижения максимальной эффективности очистки ось струи должна лежать в плоскости вращения ШК под углом 70° к рабочей поверхности ШК и против направления вращения ШК. Расстояние от выходного отверстия сопла вдоль оси струи до рабочей поверхности ШК устанавливают равным 40-50 мм. Получающуюся после очистки газовую фазу диоксида углерода (углекислый газ) вместе с зернами абразива и отслоившимся материалом наслоения отводят с помощью вакуумного отсоса 10, например промышленного пылесоса соответствующей мощности.
В зависимости от вида и степени засаливания рабочей поверхности ШК устанавливают значения параметров предлагаемого способа: расхода и типа гранул, давления воздуха, времени очистки (подачи рабочего тела) и т.п. Например, для очистки алмазных шлифовальных кругов на металлической связке (ГОСТ 16172-70, с зерном AC6 100/80 M) при шлифовании изделий из титановых сплавов использовались следующие параметры способа очистки:
- давление - 8,5 атм;
- расход гранул диоксида углерода - 30 кг/час;
- время очистки - 30 сек,
при шлифовании изделий из жаропрочных никель-содержащих сплавов:
- давление - 12 атм;
- расход гранул диоксида углерода - 40 кг/час;
- время очистки - 50 сек.
Применение изобретения позволяет эффективно очищать рабочую поверхность шлифовальных кругов от загрязнений и наслоений (засаливания) с высокой адгезией, образующихся в процессе шлифования изделия без повреждения и изменения геометрии рабочей поверхности, при этом возможно проводить очистку ШК без его снятия со станка, непосредственно в процессе работы, компенсировать нежелательное повышение температуры круга, обусловленное процессами резания при шлифовании, обезжиривать и осушать рабочую поверхность ШК.
Изобретение относится к области металлообработки методами шлифования и может быть использовано в технологиях очистки шлифовальных кругов. Очистку осуществляют путем воздействия на очищаемую поверхность воздушной струей под напором, перемешанной с гранулами твердого диоксида углерода, охлажденными до температуры минус 100…190°C. В результате рабочая поверхность шлифовальных кругов эффективно очищается от загрязнений и наслоений без повреждения и изменения ее геометрии. 2 з.п. ф-лы, 1 ил.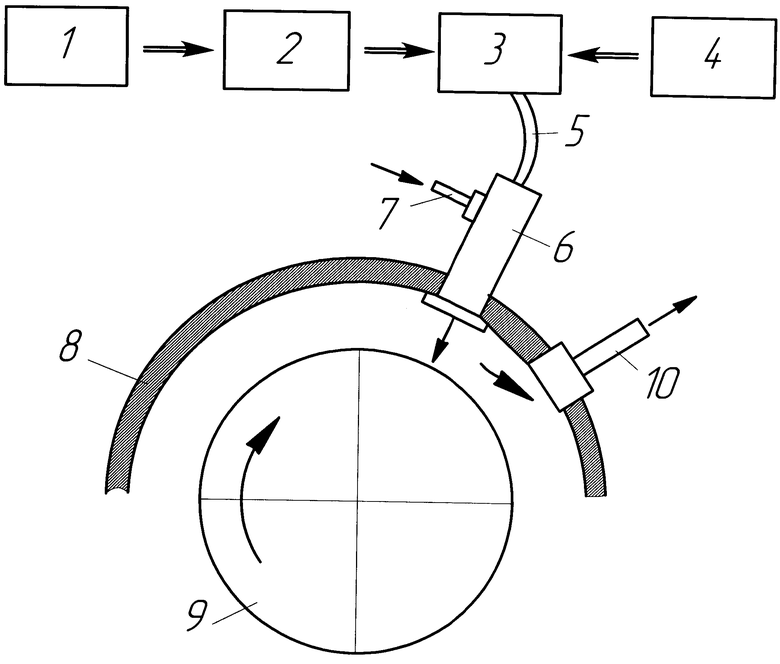
1. Способ очистки рабочей поверхности шлифовальных кругов, включающий воздействие на рабочую поверхность под напором воздушной струей, перемешанной с гранулами твердого диоксида углерода, отличающийся тем, что используют гранулы диоксида углерода, охлажденные до температуры минус 100…190°С.
2. Способ по п.1, отличающийся тем, что в воздушную струю дозировано вводят дополнительный абразивный компонент.
3. Способ по п.1, отличающийся тем, что используют гранулы диоксида углерода с предварительно введенными в них частицами дополнительного абразивного компонента.
| US 2001000165 A1, 05.04.2001 | |||
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2343066C2 |
| СПОСОБ ОЧИСТКИ ОТ ЗАГРЯЗНЕНИЙ ПОВЕРХНОСТЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 2006 |
|
RU2300429C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕВОДОРОДНЫХ И ИНЫХ ЖИДКОСТЕЙ | 1946 |
|
SU68951A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |

