(S) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891453A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1147583A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ *''' ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1973 |
|
SU383607A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU706247A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU716841A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
1
Изобретение относится к конструированию технологической оснастки для изготовления изделий сложной конфи гурации из термопластических полимерных материалов на литьевых и других машинах и может быть использовано на предприятиях по переработке полимерных материалов.
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную и подвижную плиты с матрицей и оформляющий внутреннюю полость изделия знак, выполненный в виде эластичной оболочки, соединенной с трубопроводом и снабженной запорным устройством в виде размещенного на подвижной плите цилиндра, подпружи н«нный поршень которого связан через качающийся рычаг, укрепленный на подвижной части литьевой формы, с упором н гюдвижной плиты. В данной форме
предусмотрена полость с жидкостью, заключенная в эластичную оболочку и снабженная системой микроканалов и
запорным устройством, с помощью которого при смыкании формы в эластичную оболочку автоматически подается порция жидкости, а при размыкании формы излишки жидкости вытекают в гидроцилиндр fl.
Однако в указанной литьевой форме не предусмотрено автоматическое смазывание формующих элементов, в результате чего возможно прилипание из10делий .
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма для изготовления полимерных изделий, со15держащая подвижную и неподвижную плиты, матрицу с оформляющими элементами, промежуточную плиту,жестко связанную с подвижной плитой и выполненную в виде корпуса пневмоцилинд20ра, выталкиватель изделия, выполненный в виде поршня,пневмоцилиндра. Внутри выталкивателя располагается центральный знак, оформляющий внутреннюю полость изделия. При выталкивании изделия выталкиватель скользит по знаку, при этом внутри формы в пневмоцилиндре сжимается воздух, открывается грибковый клапан и сжатый воздух поступает к поверхности фор-, мующих элементов, чтоспособствует выталкиванию отливки. Данная форма позволяет повысить надежность работы выталкивающей системы f2.
Однако в известной форме отсутствует автоматическая подача смазки формующих элeмeJ тoв, в результате чего возможно прилипание изделий, что снижает производительность изготовления полимерных изделий.
Целью изобретения является повышение производительности за счет предотвращения прилипания изделий.
Поставленная цель достигается тем, что литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, матрицу с оформляющими элементами, промежуточную плиту, жестко связанную с подвижной плитой и выполненную в виде корпуса пневмоцилиндра, выталкиватель изделия, выполненный в виде поршня пневмоцилиндра, снабжена мембраной, закрепленной концами в промежуточной плите и образующей с ней полость под смазку, а в промежуточной плите выполнены каналы, соединяющие полость под смазку с оформляющими элементами .матрицы, выполненными из пористого материала.
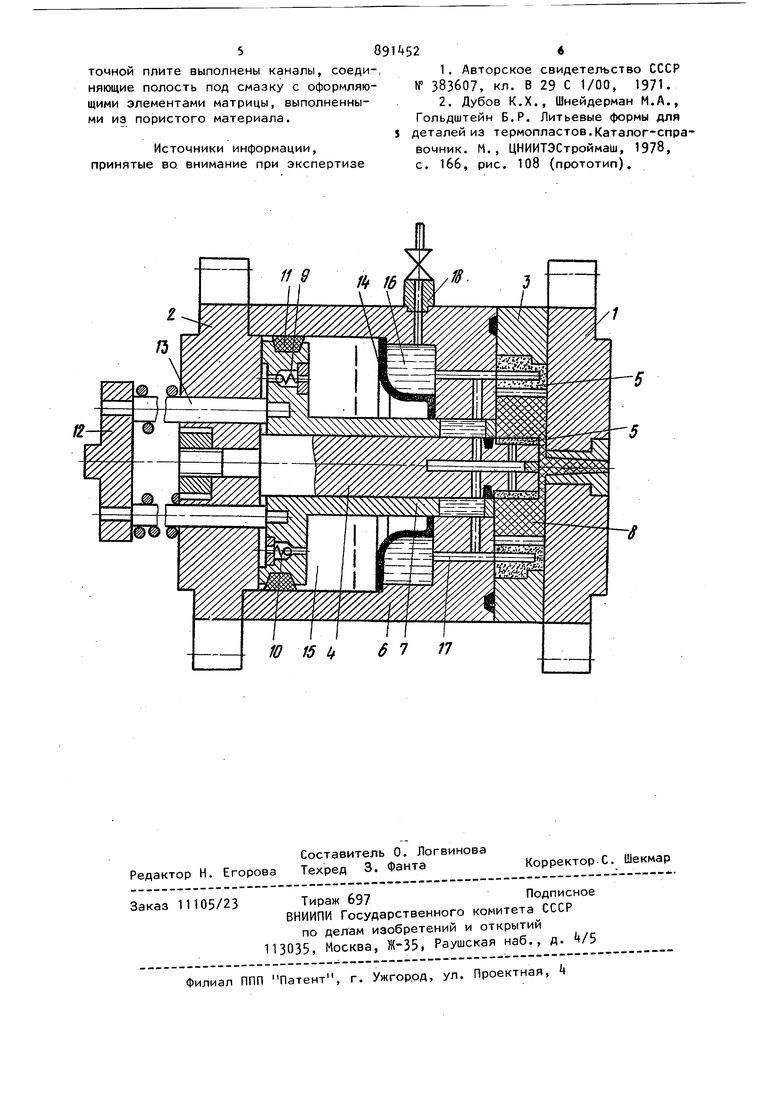
На чертеже изображена литьевая форма, продольный разрез.
Форма содержит нeпoдвJ/lжнyю 1 и подвижную 2 плиты, матрицу 3 и центральный знак k с пористыми оформляющими элементами 5 жестко связанную с подвижной плитой 2 промежуточную плиту 6, выполненную в виде корпуса пневмоцилиндра, и выталкиватель 7 отливаемого изделия 8, выполненный в виде поршня пневмоцилиндра, снабженного впускным клапаном 9 клапаном 10 максимального давления и уплотнительным кольцом 11, упорную планку 12, связанную через толкатели 13 с выталкивателем 7, эластичную мембрану 14, закрепленную краями в промежуточной плите 6 и отделяющую полость 15 корпуса пневмоцилиндра от полости 1б, служащей резервуаром для жидкой смазки и связанной каналами 17 с пористыми оформляющими элементами 5, штуцер
18 с запорным краном, служащий для заполнения полости 1б смазкой.
Работа формы происходит следующим образом.
При размыкании формы планка 12 доходит до упора литьевой машины. Происходит перемещение выталкивателя 7 в положение, показанное пунктиром, в результате которого отлитое изделие
8 выталкивается из формы. Одновременно сжимается воздух, находящийся в полости 15. Давление сжатого воздуха, определяемое регулировкой пружины клапана 10 максимального давления,
через гибкую мембрану k передается в полость 1б, заполненную смазкой. Последняя под действием давления по каналам 17 поступает к пористым оформляющим элементам. Происходит смазывз
ние оформляющих поверхностей. При смыкании формы выталкиватель 7 возвращается в исходноеположение, в полости 15 возникает разрежение, под дей-. ствием которого срабатывает впускной клапан 9, обеспечивая поступление воздуха в полость 15.
Количество смазки, поступающей к смазываемым поверхностям, зависит от величины давления в полости 16, размеров пор в оформляющих элементах 5.
Таким образом, использование предлагаемой литьевой формы позволяет обеспечить автоматическую смазку формующих элементов, исключив тем самым ручной труд при смазывании формы, улучшить условия труда рабочих, обслуживающих литьевые машины, повысить производительность процесса литья под давлением.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, матрицу с оформляющими элементами, промежуточную плиту, жестко связанную с подвижной плитой и выполненную в виде корпуса пневмоцилиндра, выталкиватель изделия, выполненный в виде поршня пневмоцилиндра, отличающаяся тем, что, с целью повышения производительности за счет предотвращения прилипания изделий, она снабжена мембраной, закрепленной концами в промежуточной плV1тe и образующей с ней полость под смазку, а-в пррмежуточной плите выполнены каналы, соединяющие полость под смазку с оформляющими элементами матрицы, выполненными из пористого материала.
Источники информации, принятые во внимание при экспертизе
деталей из термопластов.Катало -справочник. М., ЦНИИТЭСтроймаШ, 1978, с. 166, рис. 108 (прототип).
