1
Изобретение относится к конструированию технологической оснастки для производства изделий из термопластических полимерных материалов и может быть использовано на предприятиях по переработке пластмасс.
Известна литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, матрицу и формующие элементы, выполненные пористыми 1З-
К пористым формующим элементам под давлением подают жидкую смазку, которая, проникая к поверхности формующих элементов, смазывает их. Для автоматического смазывания такую форму необходимо соединить с устройством, позволяющим под определенным давлением и в заданное время, например, в момент выталкивания изделия или на любой другой стадии литьевого цикла, нагнетать смазку через поры. Это усложняет процесс смазывания, поскольку необходимо иметь автономные устройства для подачи смазки, работающие по определенной программе синхронно с работой литьевой машины.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма для изготовления полимерных изделий, содержащая неподвижную и подвижную плиты, матрицу, промежуточную плиту, жестко связанную с подвижной плитой,
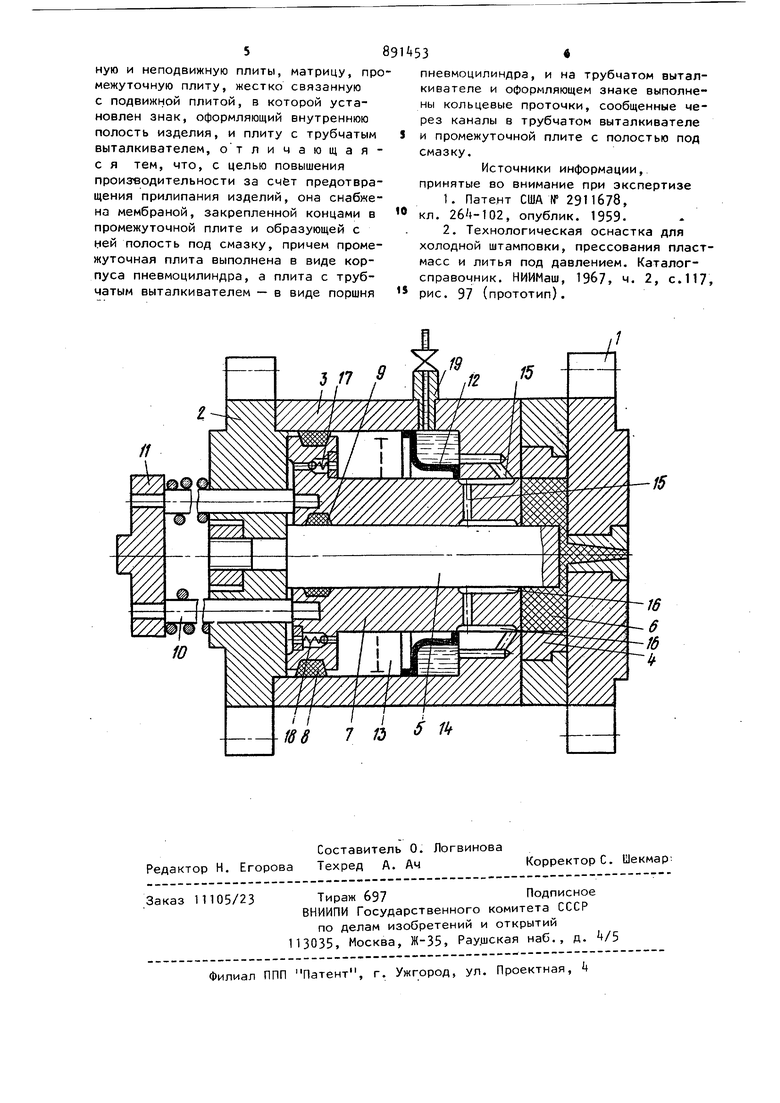
10 в которой установлен.знак, оформляющий внутреннюю полость изделия, и плиту с трубчатым выталкивателем. Конструктивной особенностью данной формь| является наличие в ней трубча15того выталкивателя. Внутри выталкиватель скользит по знаку, передавая усилие выталкивания на изделие. Использование трубчатого выталкивателя позволяет упростить систему выталки20вания формы С 21Однако в литьевой форме не предусмотрена автоматическая подача смазки к формующим элементам - матрице,центральному знаку, что приводит к прили панию изделий, при их производстве. Целью изобретения является повышение производительности за счет предот вращения прилипания изделий. Поставленная цель достигается тем что литьевая форма для изготовления полимерных изделий, coдepжau aя подвижную и неподвижную плиты, матрицу, промежуточную плиту, жестко связанную с подвижной плитой, в которой установлен знак, оформляющий внутреннюю полость изделия, и плиту с трубчатым выталкивателем, снабжена мембраной, закрепленной концами в промежуточной плите и образующей с ней полость под смазку, причем промежуточная плита выполнена в виде корпуса пневмоцилиндра, а плита с трубчатым выталкивателем - в виде поршня пневмоцилиндра, и на трубчатом выталкивателе и оформляющем знаке вы полнены кольцевые проточки, сообщенные через каналы в трубчатом выталки вателе и промежуточной плите с полостью под смазку. На чертеже изображена литьевая форма, продольный разрез. Литьевая форма содержит неподвижную 1 и подвижную 2 плиты. На послед ней закреплены промежуточная плита 3 выполненная в виде корпуса пневмоцилиндра, матрица k и центральный знак 5 формующий внутреннюю полость отли ваемого изделия 6. Выталкиватель 7. .выполненный в виде поршня, снабженного уплотнительными кольцами 8 и 9. через толкатели 10 связан с упорной планкой 11. Конфигурация внутренней и наружной поверхностей трубчатого выталкивателя 7 соответствует формую щим поверхностям матрицы 4 и централ ного знака 5. Эластичная мембрана 12 закрепленная краями в промежуточной плите 3, отделяет полость 13 корпу.са пневмоцилиндра от полости 14, заполненной жидкой смазкой. Полость 14 посредством каналов 15, выполненных в промежуточной плите 3 и трубчатом выталкивателе 7, сообщается с кольце выми проточками 16, выполненными на внешней и внутренних поверхностях трубчатого выталкивателя 7. Поршеньвыталкиватель 7 снабжен впускным кла паном 17 и выпускным клапаном 18, яв ляющимся клапаном максимального давления. Для заполнения полости 14 жид кой смазкой имеется штуцер 19 с закпорнын краном. Работа формы происходит следующим образом. При размыкании формы упорная планка 11 доходит до упора литьевой машины и останавливается. Начинается перемещение связанного с планкой трубчатого выталкивателя 7 относительно подвижной плиты 2 и закрепленных на ней деталей до положения, показанного на чертеже пунктирЬм,и отлитое изделие 6 выталкивается из формующей полости. Одновременно с этим при перемещении поршня-выталкивателя 7 происходит сжатие воздуха в полости 13 до давления, определяемого регулировкой пружины клапана 18 максимального давления. Под действием давления, передаваемого из полости 13 в полость 14 через эласти.чную мембрану 12 жидкая смазка из полости 14 через каналы 15 поступает в кольцевые проточки 16, выполненные на наружной и внутренней поверхностях трубчатого выталкивателя 7. Проточки 16 расположены по длине трубчатого выталкивателя 7 таким .образом, что в конце хода выталкивания отлитого из.делия 6 они располагаются напротив оформляющих поверхностей матрицы 4 и центрального знака 5, обеспечивая смазывание этих поверхностей находящейся в канавках жидкой смазкой. Количество смазки, подаваемое на смазываемые поверхности, зависит от давления в системе смазки, количества и размеров кольцевых проточек 16 и величины зазора между выталкивателем 7 и оформляющими поверхностями матрицы 4 и центрального знака 5. При смыкании формы выталкиватель 7 возвращается в исходное положение, в полости 13 возникает разрежение, под действием которого срабатывает впускной клапан 17, обеспечивая поступление воздуха в полость 13. Таким образом, использование изобретения позволяет осуществлять автоматическую подачу смазки, исключив тем самым ручной труд, необходимый для смазывания литьевых форм. В результате исключаются потери времени на смазывание, улучшаются условия труда рабочих, обслуживающих литьевые машины, возрастает производительность процесса литья под давлением. Формула изобретения Литьевая формадля изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, матрицу, про межуточную плиту, жестко связанную с подвижной плитой, в которой установлен знак, оформляющий внутреннюю полость изделия, и плиту с трубчатым выталкивателем, отличающаяс я тем, что, с целью повышения производительности за счёт предотвращения прилипания изделий, она снабжена мембраной, закрепленной концами в промежуточной плите и образующей с ней полость под смазку, причем промежуточная плита выполнена в виде корпуса пневмоцилиндра, а плита с трубчатым выталкивателем - в виде поршня 3« пневмоцилиндра, и на трубчатом выталкивателе и оформляющем знаке выполнены кольцевые проточки, сообщенные через каналы в трубчатом выталкивателе и промежуточной плите с полостью под смазку. Источники информации, принятые во внимание при экспертизе 1.Патент США ff 2911678, кл. 26 t-102, опублик. 1959. 2.Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Катало - справочник. НИИМаш, 1967, ч. 2, с.117, рис. 97 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1147583A1 |
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891452A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1409464A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1502376A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1982 |
|
SU1211074A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
