Изобретение относится к измерению напряженного состояния материалов по изменению их магнитных свойств и предназначено для контроля пластических деформаций в производственных процессах, например при прокатке. Известен способ определения пластических деформаций в образцах. Он заключается в том, что в образец вво дят координатную сетку известных .размеров из непрозрачных для рентгеновских лучей материалов, подвергают образец пластическому деформированию в контролируемом технологическом про цессе, измеряют в рентгеновских лучах изменения размеров координатной сетки и по ним судят о величине плас тических деформаций til Указанный способ обладает большой трудоемкостью и не может обеспечить высокой точности при контроле малых пластических деформаций (до 20%). Наиболее близким по технической сущности к изобретению является способ определения напряженного состояния пластически деформированного материала, заключающийся в toM, что измеряют такой магнитный параметр, , как магнитная проницаемость материала, до и после пластического деформи рования. По двум полученным результатам измерения судят о напряженном состоянии материала 2. Однако по известному способу нельзя определить величину пластических деформаций, знание которой важно для правильного ведения многих технологических процессов, в связи с. тем, что величину остаточных напряжений нельзя простым методом пересчитать в пластические деформации. Кроме ого, контроль магнитной проницаемости осуществляется в известном способе на переменном токе. Из-за поверхностного эффекта такой контроль будет охватывать лишь поверхностный слой материа-ла. Поскольку остаточные напряжения и пластические деформации неравномерно распределены в материале,то полученный результат не дает точного представления об их значении во всем материале. целью изобретения является повышение точности определения пластических деформаций за счет уменьшения влияния на результаты измерений их неравномерности в материале. поставленная цель достигается тем, что в качестве измеряемого магнитного параметру материала используют коэрцитивную силу.
Выбор коэрцитивной силы в качеств.е измеряемого параметра ведет к необходимости использовать в процессе измерения постоянные магн-итные поля, порожденные всем материалом. Это исключает возможность появления поверхностного эффекта и обеспечивает учет пластических деформаций по всему сечению материала детали.
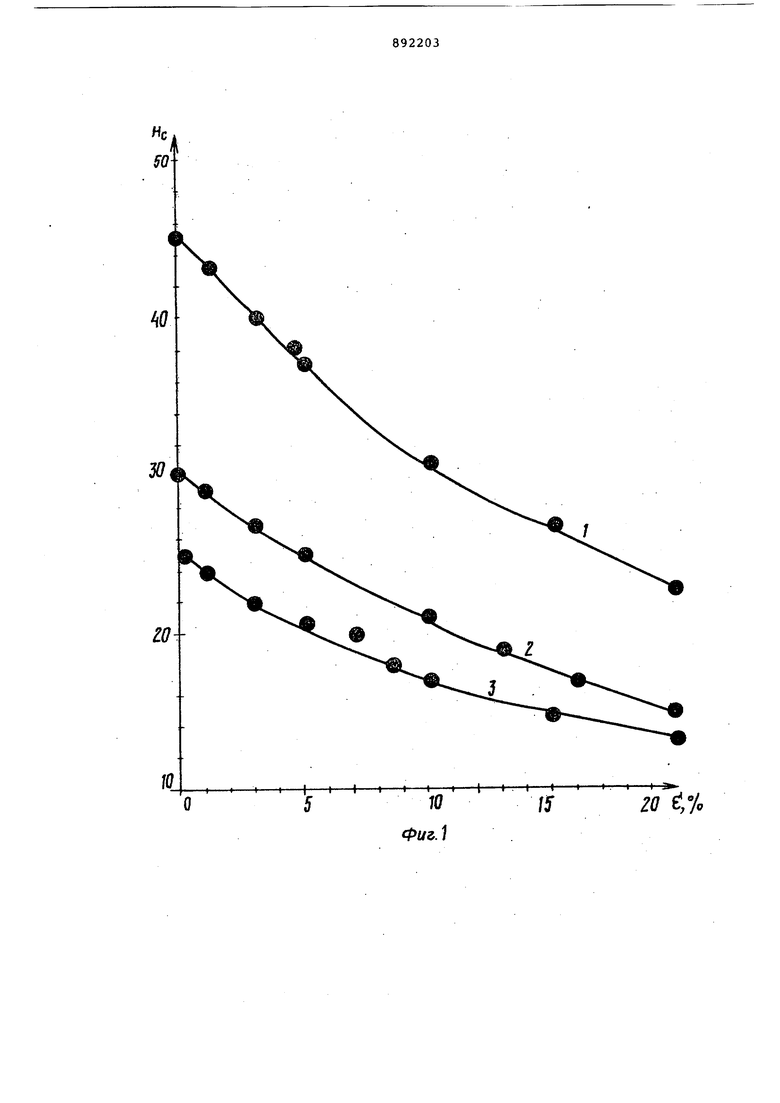
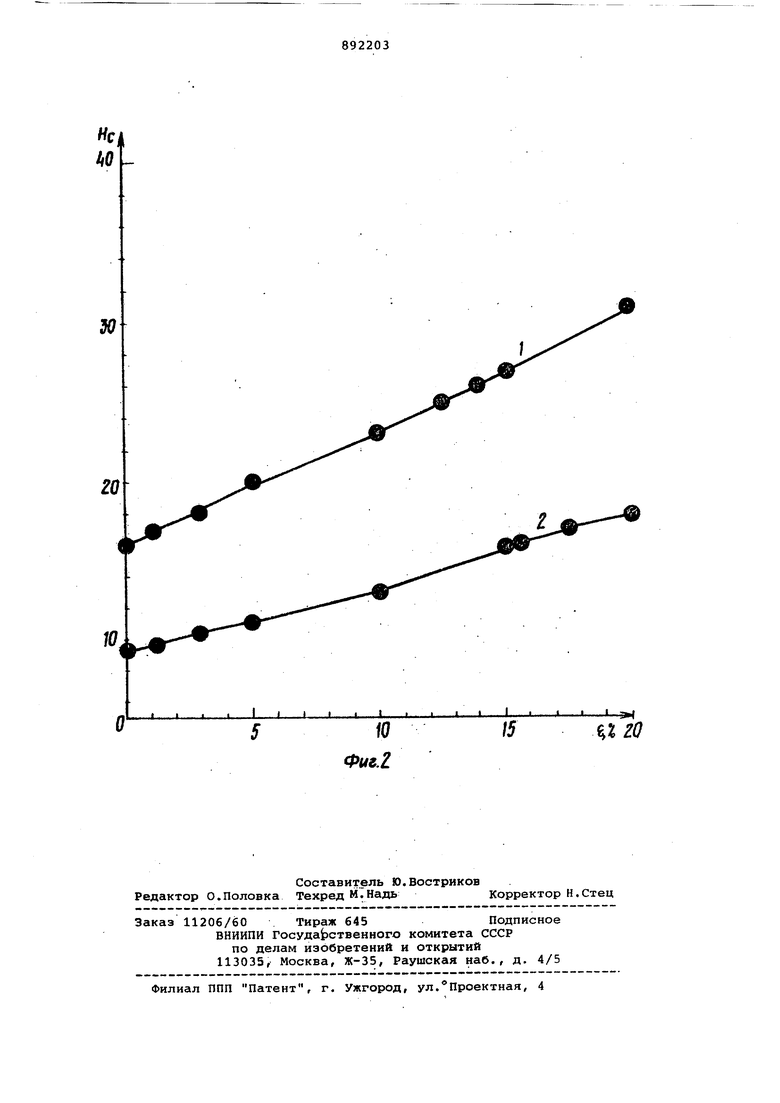
На фиг. 1 приведен график зависимости коэрцитивной силы от пластической деформации для закаленных и низкоотпущенных сталей; на фиг. 2 - то же, для закаленных и высокоотпущенны сталей.
На фиг. 1 обозначено: 1 - 45Х,закалка 2 - 23СГМ, закалка 3 - 23СГМ закалка + отпуск (250с) .
На фиг. 2 обозначено: 1- 45Х, закалка + отпуск (); 2 - 23СГМ, закалка + отпуск ().
Способ осуществляют следующим образом.
Образцы сталей 45 X и 23 СГМ размером обрабатывают по трем режимам: закалка/ закалка + отпуск 250°С; закалка + отпуск 650°С.
У образцов измеряют коэрцити вную силу БОС, каким-либо известным устройством, например, коэрцитиметром.
Затем образцы-подвергают сжатию на прессе на различные значения пластической деформации . После деформации у образцов измеряют коэрцитивную силу Hj.. В результате получают зависимости коэрцитивной силы от пластической деформации (фиг. 1 и фиг. 2).
Обработка полученных материалов показала, что коэрцитивная сила закаленных низкоотпущенных образцов и коэрцитивная сила закаленных высокоотпущенных образцов по разному зависит от пластических деформаций. Эта зависимость описывается.таким соотношением для закалённых низкоотпущенных образцов
- 50%,
а для закаленных высокоотпущенных таким соотношением
(ТнТТн;;- 1)- 50%.
В этой зависимости используется лишь два результата измерения: HQQ и Не.
Измеряя коэрцитивную силу Нр до деформации и коэрцитивную силу Н после деформации по найденным зависимостям определяют пластическую деформацию ферромагнитных сталей.
Использование предложенного способа открывает возможности для автоматизации контроля режимов в технологических процессах обработки деталей пластическим деформированием.
Формула изобретения
Способ определения напряженного состояния пластически деформированного материала, заключающийся в том, что измеряют магнитный параметр до и после деформирования и по двум результатам измерения судят о напряженном состоянии материала, отличающийся тем, что,с целью повышения точности определения пластических деформаций за счет уменьшения влияния на результат измерения их неравномерности в материале, в качестве магнитного параметра использVют коэрцитивную силу.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидительство СССР № 520511, кл. Q 01 В 15/06, 1972.
2.Потапов Г.К. Березин А.М.,Беревина В.М. Измерение остаточных напряжений в пластически деформированных металлах- магнитоэлектрическим методом. Доклады Московского института инженеров сельскохозяйственного производства, 1969, т. 5, вып. 4, с.4751 (прототип).
Фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| Способ определения параметров термической обработки и деформирования металла | 1982 |
|
SU1235948A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТЕРИЯ СОПРОТИВЛЕНИЯ МЕТАЛЛОВ И СПЛАВОВ ХРУПКОМУ РАЗРУШЕНИЮ | 2008 |
|
RU2383006C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗАГОТОВКИ ИЗ НЕРЖАВЕЮЩЕЙ ХРОМИСТОЙ СТАЛИ | 2014 |
|
RU2591901C2 |
| СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2376592C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОГО МАГНИТОТВЕРДОГО МАТЕРИАЛА ИЗ СПЛАВА СИСТЕМЫ (Nd, Ho)-(Fe, Co)-B | 2016 |
|
RU2650652C1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ В ФЕРРОМАГНИТНЫХ МАТЕРИАЛАХ НА ЖЕЛЕЗНОЙ ОСНОВЕ | 1988 |
|
RU2035690C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ электромагнитного контроля качества термообработки деталей ферромагнитных материалов | 1972 |
|
SU445902A1 |