(54) СПСХ:ОБ ОБРАБОТКИ ВОЛЬФРАМОВЫХ СПИРАЛЕЙ ДЛЯ ЛАМП НАКАЛИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверхминиатюрных ламп накаливания | 1983 |
|
SU1142866A1 |
| Способ изготовления сверхминиатюрных ламп накаливания с петлеобразным телом накала | 1980 |
|
SU860175A1 |
| Способ изготовления тел накала электрических ламп | 1982 |
|
SU1051620A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1982 |
|
SU1092611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕЛ НАКАЛА ДЛЯ ТЕПЛОВЫХ ИСТОЧНИКОВ СВЕТА | 1996 |
|
RU2101801C1 |
| Способ изготовления тел накала | 1991 |
|
SU1814106A1 |
| Способ изготовления электрода люминесцентной лампы | 1986 |
|
SU1376131A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ ГАЗОРАЗРЯДНЫХ ЛАМП НИЗКОГО ДАВЛЕНИЯ | 1973 |
|
SU399934A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| СПОСОБ И УСТРОЙСТВО УТОНЧЕНИЯ ПРОВОЛОК С ПРИМЕНЕНИЕМ ПРИНЦИПА КАЧЕНИЯ | 2004 |
|
RU2294259C2 |
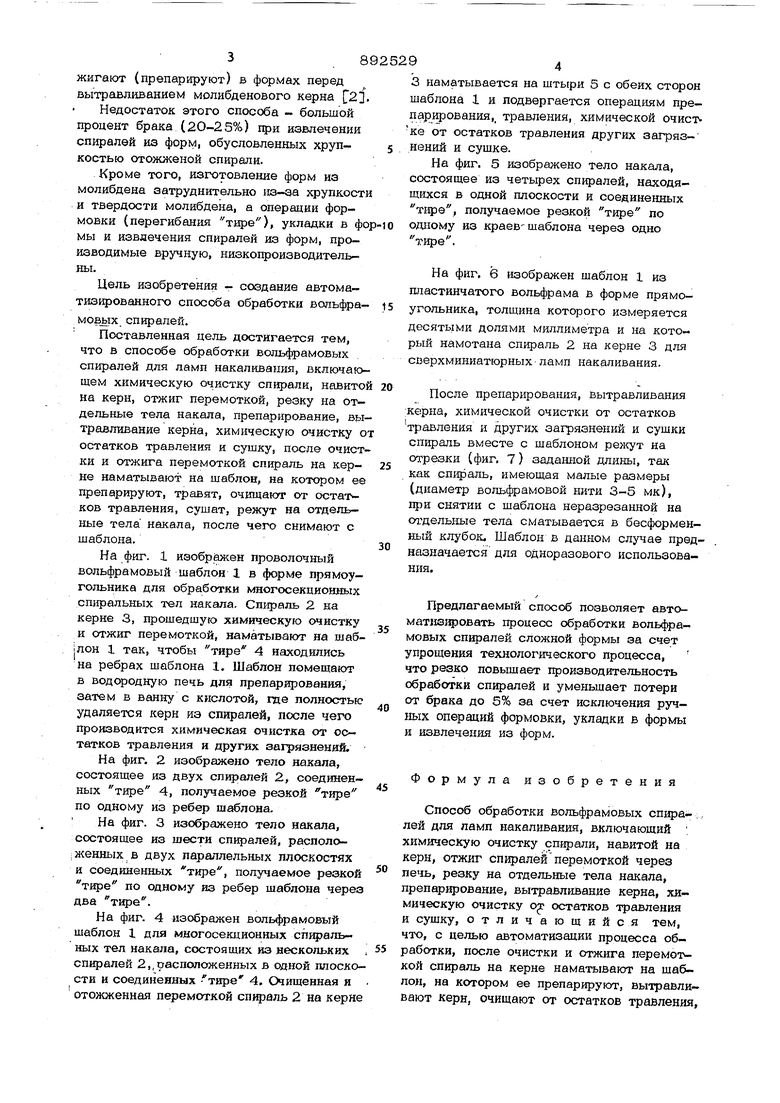
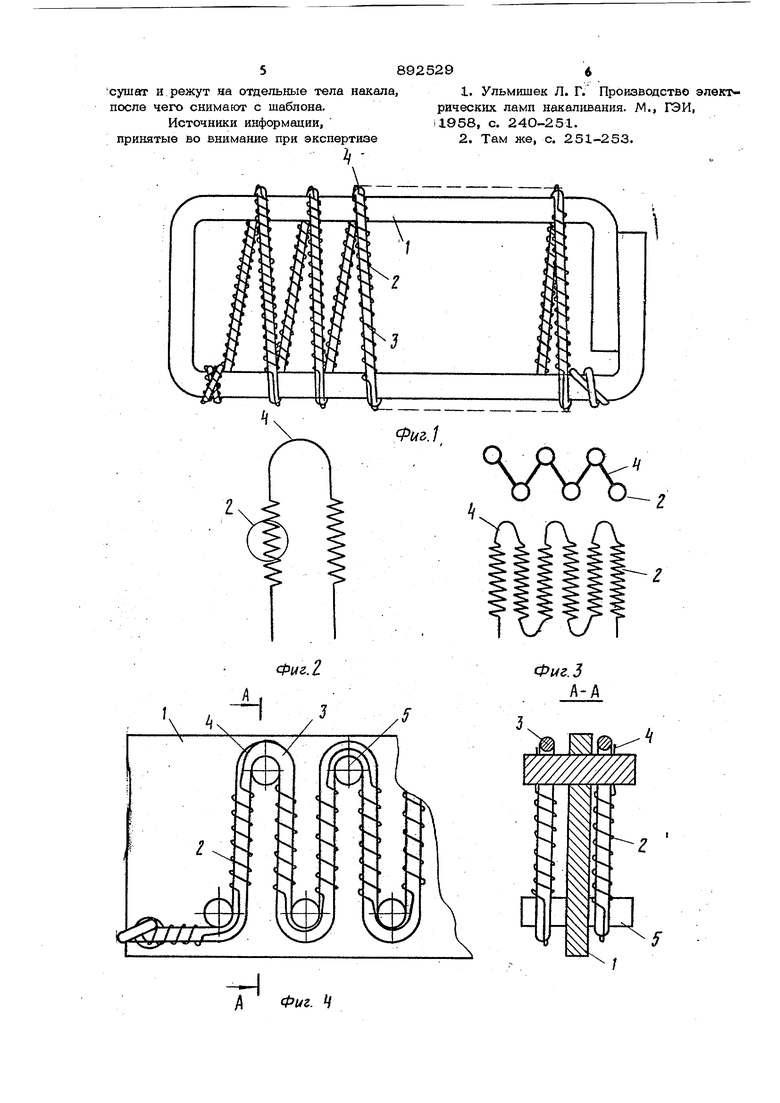
Изобретение относится к электрической промышленности и может быть использовано в производстве ламп накаливания. Известен способ обработки вольфрамовых спиралей для ламп накаливания, вклю чающий химическую очистку спирали на керне от жировых и масляных загрязнений в трихлорэтилене, грубую очистку от акводага в кипящем 15%-ном растворе щелочи, промывку проточной водой, сушку в центрифуге, отжиг спирали на керне перемоткой через водородную печь для снятия части ;Внутренних напряжений, предварительного закрепления формы спиралей и очистки поверхности от остатков акводага, резку на отдельные -отрезки заданной длины, травление (полное удаление керна со спиралей), химическую очист ку травленных спиралей, сушку, препариро ванве спиралей в водородной печи дпя снятия внутренних напряжений и 1удаление с поверхности окислов и других загряёнёний tH. Однако известный способ обработки вольфрамовых спиралей дает возможность получать лишь прямолинейные тела накала для ламп накаливания. Известен способ обработки Bonbi фрамовых спиралей для получения тел :Накала, состоящих из нескольких прямолинейных секций, разделенных тире и раз- , мещенных параллельно или под углом относительно одна к другой, После химической очистки поверхности, отжига перемоткой, резки, травления, химической очистки от остатков травления и сушилки спирали, изогнутые по линии тире, укладывают в молибденовые формы, состоящие из двух полови-, нок с профрезерованными внутри канавками, имеющими очертания тела канала, и подвергают препарированию (отжигу) в печи с атмосферой водорода,, где спирали одновременно с закреплением формы освобождаются от внутренних напряжений и очищаются. После отжига спирали извлекают из , .. форм. Многосекционные спирали из тонкой вольфрамовой проволоки формируют и отжигают (препарируют) в формах перед вытравливанием молибденового керна 2. Недостаток этого способа - большой процент брака (20-25%) при извлечении спиралей из форм, обусловленных хрупкостью отожженой спирали. Кроме того, изготовление форм из молибдена затруднительно из-аа хрупкости и твердости молибдена, а операции формовки (перегибания тире), укладки в фор МЫ и извлечения спиралей из форм, производимые вручную, низкопроизводительны. Цель изобретения - создание автоматизированного способа обработки вольфрамов Ь1х спиралей. Поставленная цель достигается тем, что в способе обработки вольфрамовых спиралей для ламп накаливания, включаю щем химическую очистку спирали, навито на керн, отжиг перемоткой, резку на отдельные тела накала, препарирование, вы травливание керна, химическую очистку о остатков травления и сушку, после очист ки и отжига перемоткой спираль на керне наматывают на шаблон, на котором ее препарируют, травят, очищают от остатков травления, сушат, режут на отдельные тела накала, после чего снимают с шаблона. На фиг. 1 изображен проволочный вольфрамовый шаблон 1 в форме прямоугольника для обработки многосекционных спиральных тел накала. Спираль 2 на керне 3, прошедшую химическую очистку и отжиг перемоткой, наматывают на шаб 1ЛОН 1 так, чтобы тире 4 находились на ребрах шаблона 1. Шаблон помещают в водородную печь для препарирования, затем в ванну с кислотой, гае полностью удаляется керн иэ спиралей, после чего производится химическая очистка от остатков травления и других загрязнений. На фиг. 2 изображено тело накала, состоящее из двух спиралей 2, соединенных тире 4, получаемое резкой тире по одному из ребер шаблона. На фиг. 3 изображено тело накала, состоящее из шести спщзалей, располо, женных в двух параллельных плоскостях и соединенных тире, получаемое резкой тире по одному из ребер шаблона чере два тире. На фиг. 4 изображен вольфрамовый шаблон I для многосекционных сп}д альных тел накала, состоящих из нескольких спиралей 2,,расположенных в одной плоско сти и соединенных -тире 4. Очищенная я отожженная перемоткой спираль 2 на керн 3 наматывается на штыри 5 с обеих сторон шаблона 1 и подвергается операциям препарирования,, травления, химической очистке от остатков травления других загрязнений и сушке. На фиг. 5 изображено тело накала, состоящее из четырех спиралей, находя..щихся в одной плоскости и соединенных т{фе, получаемое резкой тире по одному из краев-шаблона через одно тире. На фиг, 6 изображен шаблон 1 из пластинчатого вольфрама в форме прямоугольника, толщина которого измеряется десятыми долями миллиметра и на который намотана спираль 2 на керне 3 для сверхминиатюрных-ламп накаливания. После препарирования, вытравливания керна, химической очистки от остатков травления и других загрязнений и сушки сп1фаль вместе с шаблоном pejKyT на отрезки (фиг, 7) заданной длины, так как спираль, имеющая малые размеры (диаметр вольфрамовой нити 3-5 мк), при снятии с шаблона неразрезанной на О1:дельные тела сматывается в бесформенный клубок. Шаблон в данном случае предназначается для одноразового использования. предлагаемый способ позволяет автоматизировать процесс обработки воль4рамовых спиралей сложной формы за счет упрощения технологического процесса, что резко повышает производительность обработки спиралей и уменьшает потери от брака до 5% за счет исключения ручных операций формовки, укладки в формы и извлечения из форм. Формула изобретения Способ обработки вольфрамовых спира-, лей для ламп накаливания, включающий : химическую очистку спирали, навитой на керн, отжиг спиралей перемоткой через печь, резку на отдельные тела накала, препарирование, вытравливание керна, химическую очистку о остатков травления и сущку, отличающийся тем, что, с целью автоматизации процесса обработки, после очистки и отжига перемоткой спираль на керне наматывают на щаблон, на котором ее препарируют, вытравливают керн, очищают от остатков травления,
сушат и режут на отдельные тела накала, после чего снимают с шаблона. Источники информации, принятые во внимание при экспертизе
8925296
(
Фиг.З А-А
Иа-:
чЛ
-Ч
yj Фиг. Ц
