Изобретение относится к электротехнической промьшшенности и может быть использовано в производстве сверхминиатюрных ламп накаливания.
Известен способ изготовления сверхминиатюрных ламп накаливания, заключающийся в том, что вольфрамовую спираль закрепляют на электродах-держателях, установленных во временном держателе (кассете).попарно и параллельно друг другу. Кассета сопровождает электроды до последней технологической операции изготовления лампы. Освобождение электродов лампы из временного держателя производят после заварки их в колбу и одновременной откачки колбы лампы, т.е. после окончания изготовления лампы tl. :
Однако данный способ изготовлени сверхминиатюрных ламп низкопроизводителен и трудоемок вследствие сложности монтажных операций, требущих больших затрат ручного труда.
Известен способ, согласно которому из прямого отрезка керна с навитой на него спиралью формуют У -образную петлю, свободные концы которой прикрепляют к временному держателю, например клещам автомата или полоске металла. Изогнутую част петли погружают в вытравливаюпщй раствор, Спиральное тело накала получают вытравошванием керна на чати петли за исключением ее концов, после чего петлю промьюают и сушат. Прямолинейные концы петли с невытраленным керном, используемые как электроды, освобождают от временног держателя после заварки петли в тор це стеклянной колбы, откачки и отпайки лампы 2.
Однако при вытравливании керна на части петли за исключением кондов нет строго локализованной зоны травления, поскольку (учитывая малы размеры петли) невозможно точно выставить глубину погружения изогнутой части У -образной петли в вытравливающий раствор, а .глубина погружения определяет зону вытравливания керна, т.е. размер тела накала,
Кроме того,вытравливающий раствор может подниматься по прямолинейным участкам Bbmie уровня раствора за счет капиллярных сил, увеличивая неточность локализации зоны травления
Пары вытравливающего раствора подтравливают керн в прямолинейных участках, являющихся выводами (электродами) лампы, что нередко приводит к их обрыву.
Отсутствие строго локализованной зоны травления керна ухудшает качество ламп - лампы имеют большой разброс световых и электрических параметров, а подтравленные выводы делают лампы ненадежными в эксплуатации .
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ, согласно которому из прямого отрезк керна с навитой на него спиралью формуют и -образную петлю, герметично заваривают прямолинейные концы петли на части своей длины в торце стеклянной трубки таким образом, чтобы изогнутая часть петли находилась с наружной стороны заваренного торца трубки, вытравливают керн на части петли за исключением концов помещением указанной части в вытравливающий раствор, а после промывки, сушки, заварки торца трубки с заваренной в него петле в колбу, откачки лампы обрезают конец трубки так, что прямолинейные : концы керна выступают за торец обрезанного конца трубки З.
Предлагаемьй способ позволяет изготавливать лампы с колбой, имеющей предварительно сформированный сферический купол для равномерности распределения светового потока,
Однако предлагаемый способ нерационально использовать для изготовления массовых ламп, например типа СМИ 6,3-20, СМИ 6-80, применяемых .для Индикации, ввиду сложности и трудоемкости процесса.
Целью изобретения является упрощение и удешевление технологического процесса. I
Поставленная цель достигается тем, что согласно способу изготовления сверхминиатюрных ламп накаливания, включающему формирование У -образной петли из прямого отрезка керна с навитой на него спиралью герметичную заварку прямолинейных концов петли на части своей длины в торце стеклянной трубки, вытравливание керна на изогнутой части петли, промывку, сушку, откачку и
отпайку, указанную заварку осуществляют таким образом, чтобы изогнутая часть петли находилась внутри трубки, вытравливание керна осуществляют в трубке путем заливки в нее дозы вытравливающего раствора, а откачку и отпайку осуществляют с другого торца трубки.
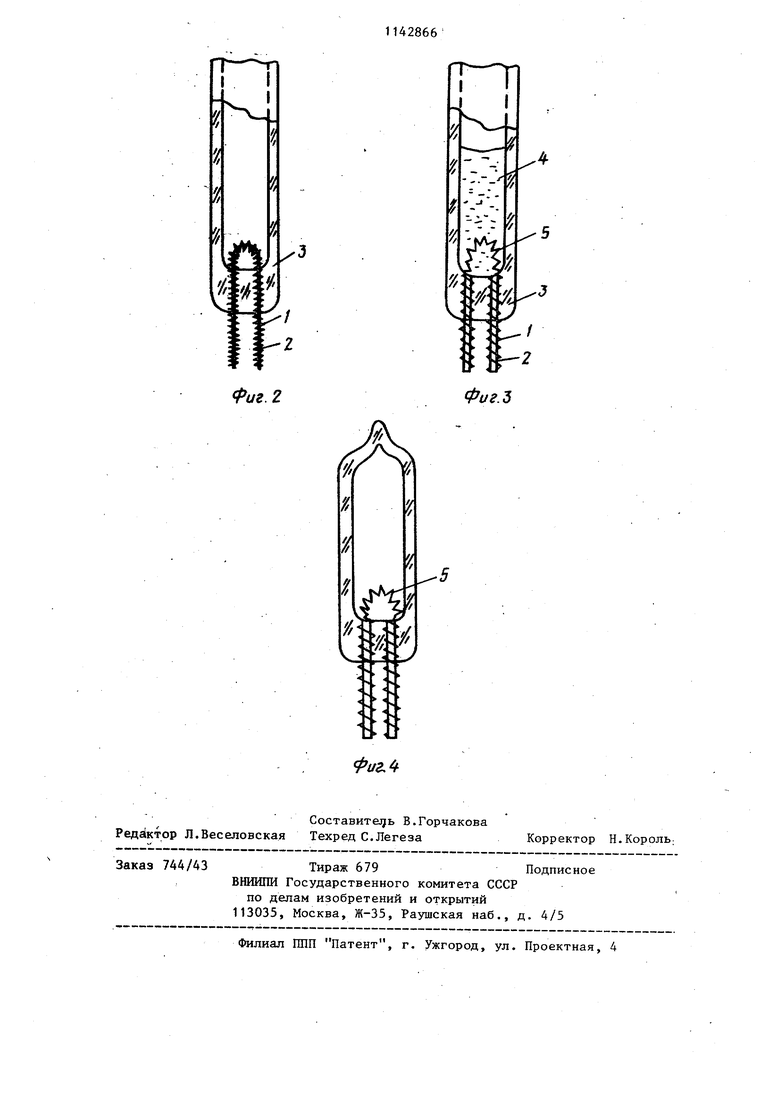
На фиг. 1 изображена U -образная петля, : сфо рмованная из прямого отрезка керна с навитой на нее cпиpaльюi на фиг. 2 - сформированная петля, заваренная в торец стеклянной трубки; на фиг. 3 - трубка с налитым внутрь вытравливающим раствором и заваренной в торец пет-глей; на фиг. 4 - готовая лампа.
Способ осуществляется следующим образом.
Вольфрамовую спираль 1 на молибденовом керне 2, прошедшую химическую очистку и отжиг перемоткой в среде водорода при 1200-1300 с, формуют в U- образную петлю (фиг.,1 Для закрепления формы петлю дополнительно подвергают высокотемпературному отжигу в вакуумной печи при 1500-1800°С. Обработанную таким образом петлю герметично заваривают в торец стеклянной трубки 3 (фиг. 2) так, чтобы за пределами трубки оставались прямолинейные концы петли, а изогнутая ее часть находилась внутри трубки и выступала над стек лом заваренного торца на требуемую величину. Внешний диаметр трубки 3,2 мм, внутренний - 2,8 мм, высота 18-10 мм. Внутрь трубки наливают вытравливающий раствор 4 (смесь IHNO,, HJS04 и HjO в соотношении 1:1:1) в количестве, достаточном для полного вытравливания керна (около о,1 мл) из выступающего над стеклом заваренного тбрца трубки
(фиг. 3) изогнутого участка U-образной петли. Таким образом получают тело накала 5 из части петли вольфрамовой спирали, навитой на керн за исключением концов, заваренных в колбу и выполняющих функцию электродов, Далее трубку промывают
в 10%-ном щелочном растворе КОН ил NaOH от остатков травления, например , поместив ее в емкость с промывающим раствором, с последующей промывкой водой, после чего трубку высушивают, откачивают через открытый торец и отпаивают, получая готовую лампу (фиг. 4).
Предлагаемый способ предназначен для изготовления ламп, используемых для индикации, к которым не предъявляются требования по равномерности распределения светового потока. Лампы, изготовленные данным способом, имеют на торце трубки, . через который откачивают лампу, наплыв стекла, так назьтаемые линзу или носик.
Предлагаемым способом изготавливают и испытывают лампы типа СМИ 6,3-20. Проведенные испытания подтверждают соответствие ламп требованиям, предъявляемым к лампам указанного типа (ТУ 16-535.446-76). Средний световой поток ламп 0,2 лм.
Строго локализуя зону травления керна, предлагаемый способ позволяет устранить операцию повторной заварки петли в колбу, что значительно упрощает и удешевляет TexHOjjoгический процесс, снижая его трудоемкость и уменьшая расход стеклотрубок .
Способ легко поддается автоматизации, так как включает минимальное количество операций.
ггш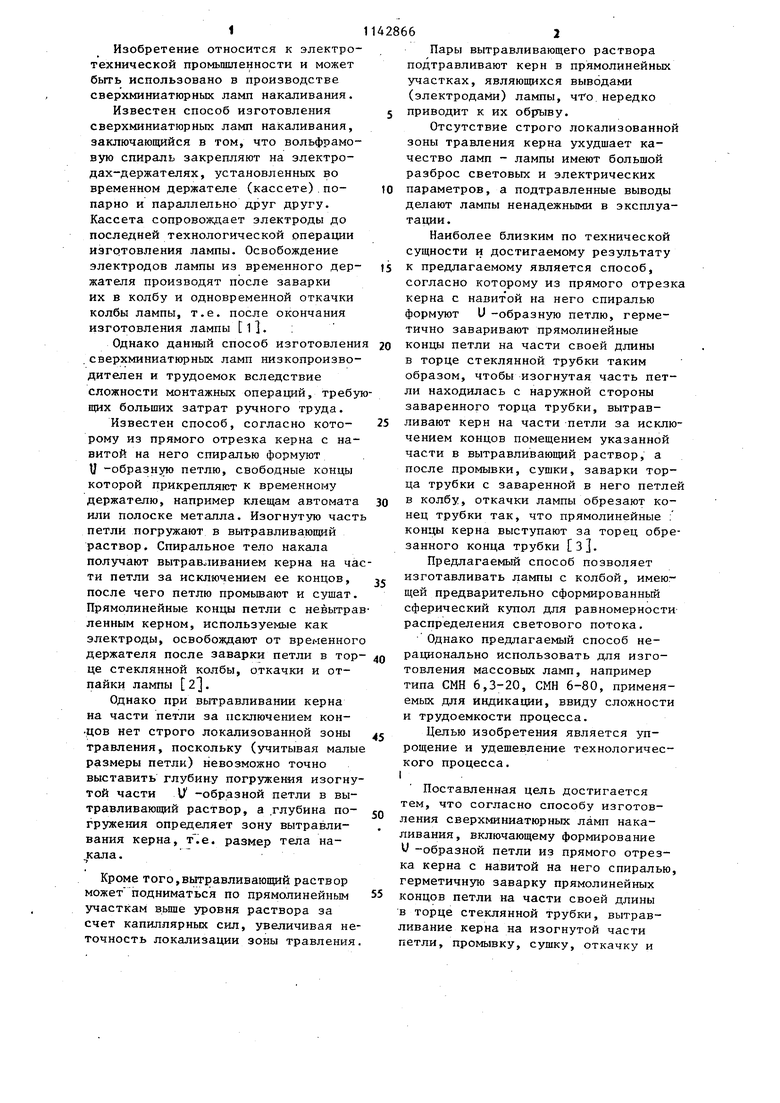

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверхминиатюрных ламп накаливания | 1982 |
|
SU1092611A1 |
| Способ изготовления сверхминиатюрных ламп накаливания с петлеобразным телом накала | 1980 |
|
SU860175A1 |
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1981 |
|
SU957320A1 |
| Способ обработки вольфрамовых спиралей для ламп накаливания | 1980 |
|
SU892529A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1973 |
|
SU498664A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ ПОЛУАВТОМАТ ДЛЯ СВЕРХМИНИ.ЛТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU200021A1 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1988 |
|
SU1571697A1 |
| Способ изготовления разрядных ламп | 1975 |
|
SU559299A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕОБРАЗНОЙ РАЗРЯДНОЙ ТРУБКИ ДЛЯ КОМПАКТНОЙ ЛЮМИНЕСЦЕНТНОЙ ЛАМПЫ, РАЗРЯДНАЯ ТРУБКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ, И КОМПАКТНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА, СОДЕРЖАЩАЯ ЭТУ РАЗРЯДНУЮ ТРУБКУ | 1995 |
|
RU2098884C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХМИНИАТЮРНЫХ ЛАМП НАКАЛИВАНИЯ, включающий формование D -образной петли из прямого отрезка керна с навитой на него спиралью, герметичную заварку прямолинейных концов петли на части своей длины в торце стеклянной трубки, вытравливание керна на изогнутой части петли, промывку, сушку, откачку и отпайку, отличающийся тем, что, с целью его упрощения и удешевления, указанную заварку осуществляют таким образом, чтобы изогнутая часть петли находилась внутри трубки, вытравливание керна осуществляют в трубке путем заливки в нее дозы ko вытравливающего раствора, а откачку и отпайку осуществляют с другого торца трубки.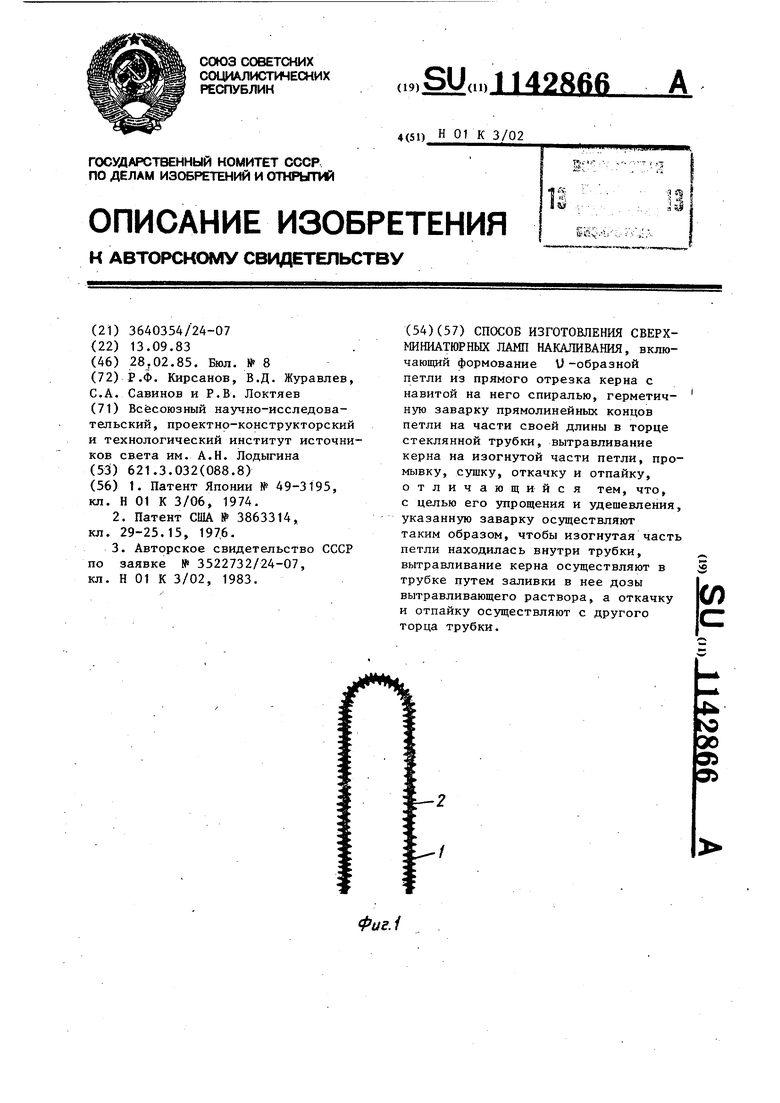
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
