Область техники
Изобретение относится к области обработки металлов давлением, а более конкретно к изготовлению электросварных прямошовных труб на непрерывных трубоэлектросварочных агрегатах и, в частности, может быть использовано для производства металлических труб, в том числе особотонкостенных, а также труб из стали повышенной прочности.
Уровень техники
Характерной особенностью непрерывной валковой формовки является наличие локальных очагов деформации заготовки, образуемых формующими калибрами и состоящих из трех основных зон: внеконтактной деформации, расположенной на входе в валковый калибр, контактной деформации в осевой плоскости валков и зоны упругой разгрузки на выходе из клети. Изменение продольной деформации кромок трубной заготовки в указанных зонах носит знакопеременный характер, что приводит к неравномерному распределению остаточных напряжений по толщине. В результате этого устойчивость кромок заготовки определяется отсутствием в них продольных сжимающих напряжений в зоне упругой разгрузки, попадающих в диапазон критических, соответствующих началу пластической деформации, при которой возникает гофрообразование, затрудняющее или делающее невозможной последующую сварку кромок. Указанный недостаток валковой формовки в большей степени проявляется при производстве особотонкостенных труб или же труб из стали повышенной прочности, процесс формоизменения заготовки которых вследствие большей величины ее пружинения в зонах упругой разгрузки характеризуется еще большей неравномерностью распределения остаточных напряжений по толщине кромок трубной заготовки и неравномерностью поперечного гиба ее профиля в клетях предварительной формовки, определяющей величину продольной деформации кромок в клетях окончательной формовки. Режим деформации заготовки в клетях окончательной формовки, как и маршрут гиба полосы в клетях предварительной формовки, устанавливается калибровкой валкового инструмента, разработанной на основе заданного распределения степени деформации гиба по клетям стана, и параметрами исходной заготовки.
Известен способ производства электросварных прямошовных труб, включающий валковую формовку полосы в трубную заготовку и последующую сварку ее кромок (см. патент РФ №2296638, опубл. 10.04.2007).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе изгиб полосы выполняют по двухрадиусной схеме сворачивания, при этом периферийные участки заготовки изгибают в профилированных калибрах рабочих клетей радиусом, меньшим или равным радиусу центрального участка по всей длине формовочного стана, а центральный участок заготовки изгибают монотонно уменьшающимся радиусом профилированных калибров от величины (20-30)Rсвар. узла до Rcвар.узла, где Rсвар.узла- - радиус сварочного узла. Причем изгиб периферийных участков заготовки в первых открытых калибрах полного охвата и во всех закрытых калибрах стана производят до получения Rсвар. узла, а на участке перехода из открытых в закрытые калибры радиус формовки периферийного участка увеличивают до значения радиуса формовки центрального участка в соответствующей клети до величины 1l,45-4,25)Rсвар.узла. При реализации известного способа не учтено пружинение поперечного профиля трубной заготовки в зонах упругой разгрузки, характерное классическим схемам сворачивания, что приводит к увеличению продольной деформации кромок в зонах контактной деформации локальных очагов формовки и неравномерному распределению деформации гиба по ширине полосы, определяющего величину продольной деформации кромок в калибрах клетей окончательной формовки и, соответственно, устойчивость кромок в межклетьевых промежутках.
Наиболее близким к заявленному изобретению является способ производства электросварных прямошовных труб, включающий валковую формовку полосы в трубную заготовку в клетях с открытым и закрытым калибрами с последующей сваркой ее кромок (см. патент РФ №2638476, опубл. 13.12.2017, принят за прототип).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе формовку полосы выполняют в три этапа, при этом на первом этапе осуществляют изгиб периферийных участков до радиуса RФ, равного (0,8-0,95) от радиуса трубы (RT), с одновременным изгибом крайних участков до радиуса, равного (0,65-0,75)RT, а центральные и средние участки изгибают радиусом обратного перегиба со значением, которое не выводит штрипс из области упругих деформаций, причем на втором этапе производят постепенный изгиб центральных участков до радиуса RФ при этом средние участки обрабатывают радиусом, не выводящим штрипс из области упругих деформаций. На третьем этапе обрабатывают средние участки до радиуса RФ, при условии проведения постепенной принудительной расформовки центральных и периферийных участков до радиуса, обеспечивающего на выходе из формовочного стана форму эллипса с большей горизонтальной осью в диапазоне 1,02÷1,1 по отношению к вертикальной оси. При реализации известного способа в конце второго этапа процесса сворачивания трубной заготовки промежуточные участки ее поперечного профиля сохраняют прямолинейную форму, что увеличивает высоту заготовки и, соответственно, приводит к увеличению продольной деформации кромок при тангенциальном (поперечном) сжатии трубной заготовки в закрытых калибрах на третьем этапе, а также появлению дополнительных продольных сжимающих напряжений в кромках при уменьшении высоты профиля заготовки, что в совокупности значительно увеличивает вероятность возникновения гофрообразования.
Раскрытие изобретения
Задача, на решение которой направлено заявленное изобретение, заключается в разработке способа изготовления электросварных прямошовных труб, при реализации которого обеспечивается отсутствие гофрообразования.
Технический результат предлагаемого изобретения заключается в повышении равномерности распределения продольных деформаций по ширине полосы при ее поперечном изгибе в клетях с открытым калибром.
Указанный технический результат при осуществлении изобретения достигается тем, что в способе изготовления электросварных прямошовных труб, включающем валковую формовку полосы в трубную заготовку в клетях с открытым и закрытым калибром с последующей сваркой ее кромок, в процессе поэтапного сворачивания полосы в клетях с открытым калибром выполняют поочередный по переходам поперечный изгиб прикромочных, промежуточных и центрального участков полосы, причем значения ширины каждого из прикромочных и промежуточных участков полосы и значение половины ширины центрального участка полосы равны или отличаются друг от друга не более чем на 12% от большего из указанных значений. При этом на первом этапе изгибают прикромочные участки полосы радиусом R1, причем R1 равен радиусу (RСВ) сварочного калибра, в котором впоследствии осуществляют сварку кромок трубной заготовки, или отличается от него не более чем на 2% от RСВ. На втором этапе изгибают промежуточные участки полосы радиусом R2, причем R2=n⋅R1, где n - безразмерный коэффициент, принимающий значения от 3,0 до 4,0. На третьем этапе изгибают центральный участок полосы радиусом R3, причем значения R2 и R3 равны или отличаются друг от друга не более чем на 10% от большего значения из R2 и R3. На четвертом этапе изгибают промежуточные участки полосы радиусом R4, причем R4=p⋅R1, где р - безразмерный коэффициент, принимающий значения от 1,5 до 2,0. На пятом этапе изгибают центральный участок полосы радиусом R5, причем значения R4 и R5 равны или отличаются друг от друга не более чем на 10% от большего значения из R4 и R5.
Кроме того, предусмотрены частные варианты реализации способа, согласно которым:
- значения ширины прикромочных участков полосы и половины ширины центрального участка полосы равны значению радиуса R1;
- на первом этапе формоизменения в открытых калибрах изгиб прикромочных участков полосы радиусом R1 выполняют с сохранением прямолинейной формы остальной части поперечного профиля полосы;
- на первом этапе формоизменения в открытых калибрах изгиб прикромочных участков полосы радиусом R1 выполняют одновременно с изгибом остальной части поперечного профиля полосы радиусом R6 в противоположном сворачиванию трубной заготовки направлении, причем R6=k⋅R1, где k - безразмерный коэффициент, принимающий значения от 14,0 до 21,0;
- на первом этапе формоизменения в открытых калибрах изгиб прикромочных участков полосы радиусом R1 выполняют одновременно с изгибом центрального участка полосы радиусом R7 в противоположном сворачиванию трубной заготовки направлении и сохранением прямолинейности промежуточных участков полосы, причем R7=k'⋅R1, где k' - безразмерный коэффициент, принимающий значения от 4,5 до 11,0;
- этапы формоизменения промежуточных участков полосы выполняют в открытых калибрах, спрофилированных под толщину полосы, равную минимальному значению из диапазона толщин стенок изготавливаемых труб единого наружного диаметра;
- этапы формоизменения прикромочных и центрального участков полосы выполняют в открытых калибрах, спрофилированных под толщину полосы, равную максимальному значению из диапазона толщин стенок изготавливаемых труб единого наружного диаметра;
- формоизменение поперечного профиля полосы в клетях с закрытым калибром выполняют в три этапа, при этом на первом этапе изгибают центральный участок полосы радиусом R8, причем R8=s⋅R1, где s - безразмерный коэффициент, принимающий значения от 1,1 до 1,3, на втором этапе изгибают промежуточные участки полосы радиусом R9, причем значения R8 и R9 равны или отличаются друг от друга не более чем на 10% от большего значения из R8 и R9, а на третьем этапе изгибают участок полосы, включающий промежуточные и центральный участки, радиусом R10, причем R10=v⋅R1, где v - безразмерный коэффициент, принимающий значения от 1,0 до 1,1;
- на первом этапе формоизменения в закрытых калибрах изгиб центрального участка полосы выполняют без поперечного сжатия профиля полосы;
- перед деформированием трубной заготовки в сварочном калибре выполняют дополнительный этап формоизменения профиля промежуточных участков полосы радиусом R11, причем R11=g⋅R1, где g - безразмерный коэффициент, принимающий значения от 0,9 до 1,0, при этом осуществляют разгибку профиля центрального участка полосы радиусом R8.
В отличие от известных способов, в заявленном изобретении формовка полосы в клетях с открытым калибром осуществляется с большей степенью деформации поочередного по переходам поперечного изгиба центрального и промежуточных участков, обеспечивая равномерность распределения продольных деформаций по ширине полосы и уменьшение угла пружинения ее профиля в зоне упругой разгрузки локальных очагов формовки, снижая величину продольной деформации кромок в зонах контактной деформации и, следовательно, неравномерность распределения остаточных напряжений по толщине кромок заготовки, определяющую их продольную устойчивость.
Проведенный заявителем анализ уровня техники, включая поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
Краткое описание чертежей
Сущность изобретения поясняется чертежами, где:
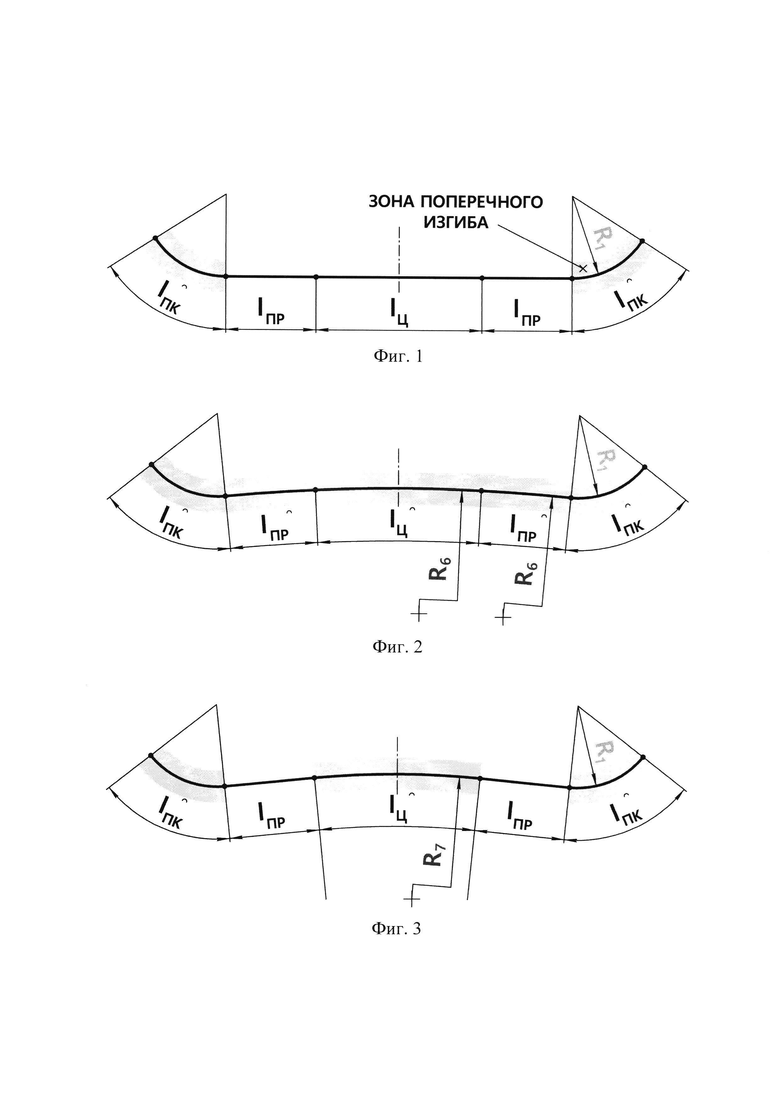
- на фиг. 1 представлен поперечный профиль полосы при формоизменении в первом открытом калибре, первый частный вариант реализации заявленного способа;
- на фиг. 2 представлен поперечный профиль полосы при формоизменении в первом открытом калибре, второй частный вариант реализации заявленного способа;
- на фиг. 3 представлен поперечный профиль полосы при формоизменении в первом открытом калибре, третий частный вариант реализации заявленного способа;
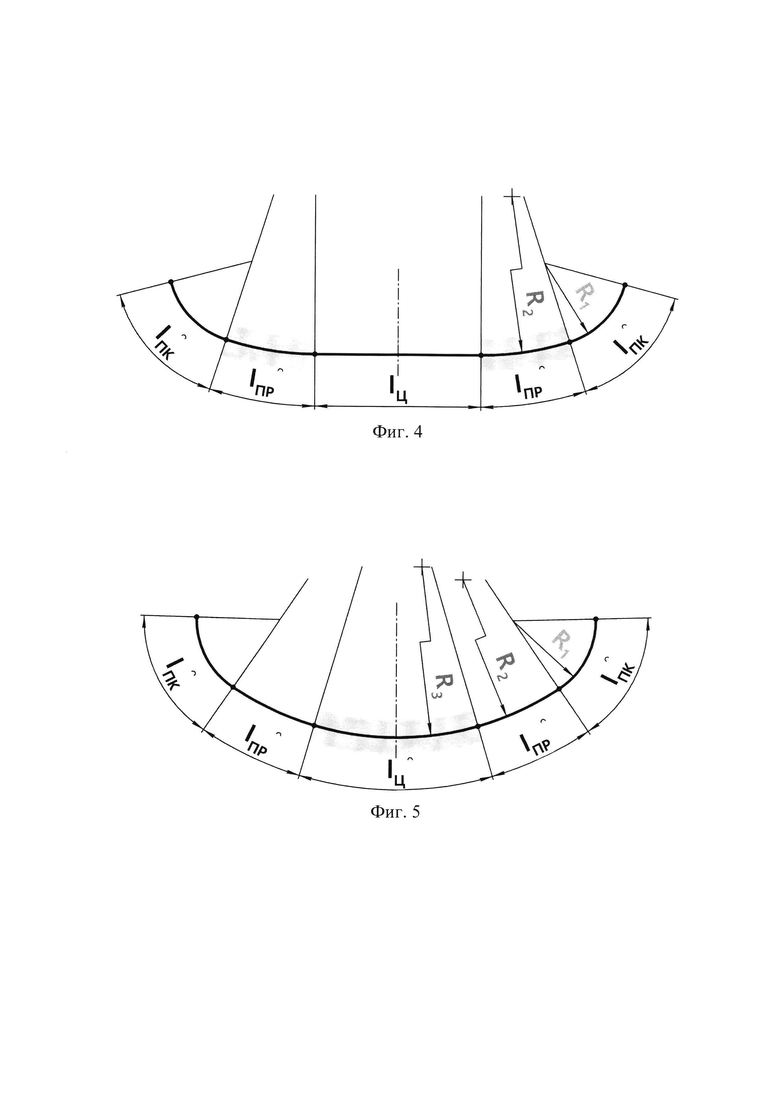
- на фиг. 4 представлен поперечный профиль полосы при формоизменении во втором открытом калибре;
- на фиг. 5 представлен поперечный профиль полосы при формоизменении в третьем открытом калибре;
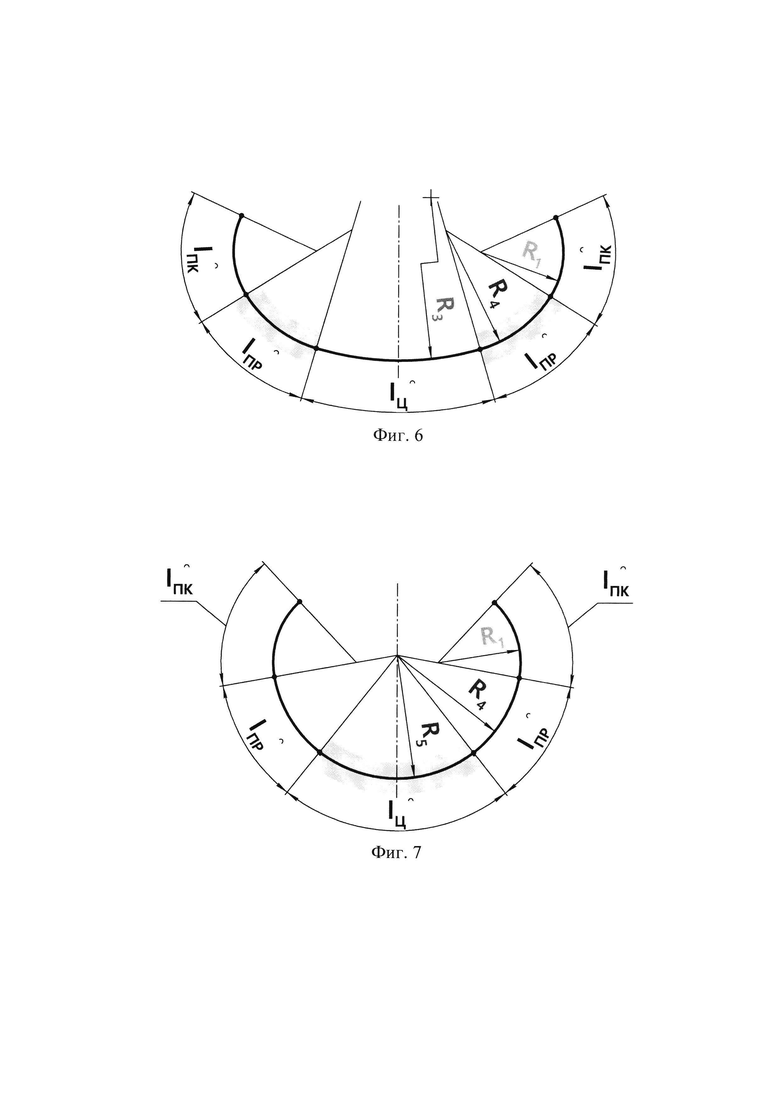
- на фиг. 6 представлен поперечный профиль полосы при формоизменении в четвертом открытом калибре;
- на фиг. 7 представлен поперечный профиль полосы при формоизменении в пятом открытом калибре;
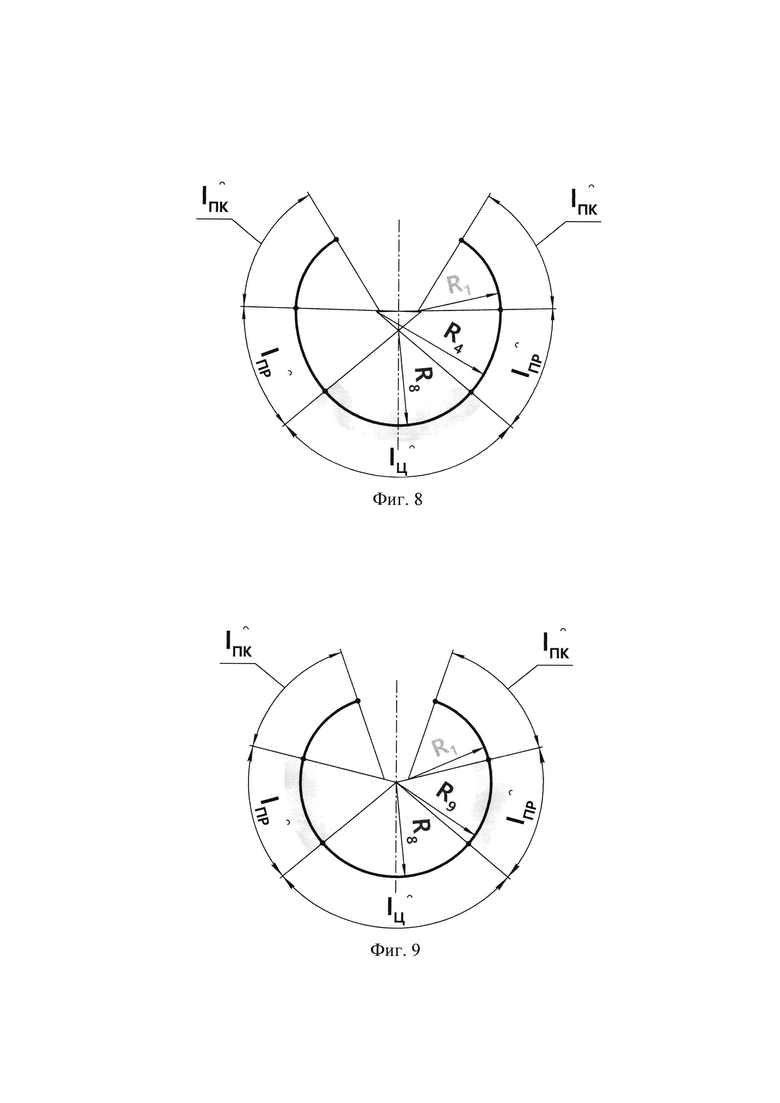
- на фиг. 8 представлен поперечный профиль полосы при формоизменении в первом закрытом калибре;
- на фиг. 9 представлен поперечный профиль полосы при формоизменении во втором закрытом калибре;
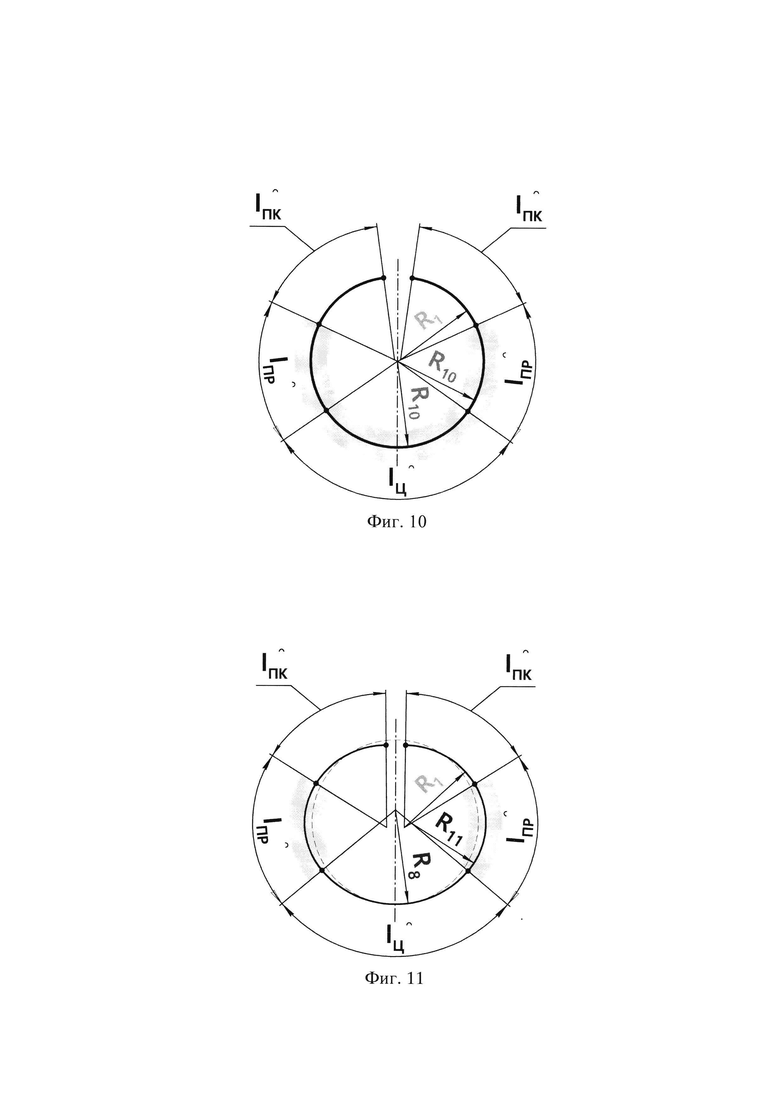
- на фиг. 10 представлен поперечный профиль полосы при формоизменении в третьем закрытом калибре;
- на фиг. 11 представлен поперечный профиль полосы при дополнительном формоизменении в шовонаправляющей клети.
На указанных фигурах серым цветом обозначены зоны поперечного изгиба полосы.
Осуществление изобретения
Трубы изготавливают на непрерывном трубоэлектросварочном агрегате традиционной конструкции, предусматривающей использование преимущественно двухвалковых калибров горизонтального и вертикального исполнения открытого и закрытого типа. При этом выполняют формовку полосы в трубную заготовку в клетях с открытым и закрытым калибрами, сварку сформованного профиля в трубу и последующую калибровку сваренной трубы.
В процессе поэтапного сворачивания полосы в клетях с открытым калибром выполняют поочередный по переходам поперечный изгиб прикромочных, промежуточных и центрального участков полосы.
При этом значения ширины каждого из прикромочных (lПК) и промежуточных (lПР) участков полосы и значение половины ширины центрального (lЦ) участка полосы равны или отличаются друг от друга не более чем на 12% от большего из указанных значений, что определено сочетанием двух- и трехрадиусного вариантов исполнения открытых калибров, выполненного для реализации предлагаемой в способе комбинированной многорадиусной схемы формоизменения трубной заготовки, и максимальной разницей значений ширины этих участков, обеспечивающей равномерное распределение продольных деформаций по ширине полосы при ее поперечном изгибе сведением к минимуму значения суммарного угла пружинения профиля заготовки.
На первом этапе (в первом открытом калибре, фиг. 1-3) изгибают при-кромочные участки полосы радиусом R1, причем R1 равен радиусу (RCB) сварочного калибра, в котором впоследствии осуществляют сварку кромок формируемой трубной заготовки, или отличается от него не более чем на 2% от RCB. Это обеспечивает качественную выформовку прикромочных участков полосы со значительно меньшей величиной пружинения, по сравнению со случаем изгиба данных участков на последующих этапах при поперечном сжатии заготовки в закрытых калибрах клетей окончательной формовки. Распружинивание трубной заготовки приводит к вертикальной овализации ее поперечного профиля, что увеличивает угол развала кромок перед сваркой, снижая стабильность качества сварного соединения. Выполнение на данном этапе изгиба прикромочных участков полосы радиусом, большим RCB более чем на 2% от RCB, приведет к описанному выше снижению стабильности качества сварного соединения. Выполнение изгиба прикромочных участков полосы радиусом, меньшим RCB более чем на 2% от RCB, приведет к увеличению продольной деформации наружного ребра кромок о направляющие шайбы закрытых калибров, увеличивая неравномерность остаточных напряжений по толщине кромок и, соответственно, снижению их продольной устойчивости в зонах упругой разгрузки.
На втором этапе (во втором открытом калибре) изгибают промежуточные участки полосы радиусом R2, причем R2=n⋅R1, где n - безразмерный коэффициент, принимающий значения от 3,0 до 4,0 (фиг. 4). Это позволяет обеспечить большую степень деформации поперечного изгиба промежуточных участков профиля полосы с минимальной величиной пружинения ее профиля. Выполнение на данном этапе изгиба промежуточных участков полосы радиусом, отличным от R2, приведет к их некачественной выформовке и несоблюдению принципа равномерного распределения продольной деформации кромок по клетям стана, повышая вероятность гофрообразования.
На третьем этапе (в третьем открытом калибре) изгибают центральный участок полосы радиусом R3, причем значения R2 и R3 равны или отличаются друг от друга не более чем на 10% от большего значения из R2 и R3 (фиг. 5). Это позволяет обеспечить большую степень деформации поперечного изгиба центрального участка полосы с минимальной величиной пружинения ее профиля, а также реализовать двухрадиусный вариант исполнения третьего по направлению формовки открытого калибра. Известно [Сварные трубы / Ю.М. Матвеев, В.Л. Агре, Ю.А. Ваткин, Е.М. Кричевский. - М.: Металлургия, 1964. - 188 с.], что чем больше металла по ширине заготовки участвует в поперечном изгибе, тем больше величина зоны внеконтактной деформации локального очага формовки и, следовательно, меньше величина способствующих гофрообразованию растягивающих напряжений в кромках. По этой причине на третьем этапе сворачивания полосы, соответствующем суммарным углам гиба в области 180° и характеризующемся низкой устойчивостью кромок, выполняют изгиб центрального участка ее профиля, задействующий в сворачивании всю ширину полосы. Выполнение на данном этапе изгиба центрального участка полосы радиусом, отличным от R3, приведет к некачественной выформовке данного участка и несоблюдению принципа равномерного распределения продольной деформации кромок по клетям стана, повышая вероятность гофрообразования.
На четвертом этапе (в четвертом открытом калибре) изгибают промежуточные участки полосы радиусом R4, причем R4=p⋅R1, где р - безразмерный коэффициент, принимающий значения от 1,5 до 2,0 (фиг. 6). Это позволяет обеспечить большую степень деформации поперечного изгиба промежуточных участков профиля полосы с минимальной величиной пружинения ее профиля. Осуществление изгиба промежуточных участков на четвертом этапе выполняют по причине его нецелесообразности при суммарных углах гиба более 270°, соответствующих пятому этапу и опасных с точки зрения продольной устойчивости кромок, требующих задействование в сворачивании всей ширины полосы изгибом центрального участка. Выполнение на данном этапе изгиба промежуточных участков полосы радиусом, отличным от R4, приведет к их некачественной выформовке и несоблюдению принципа равномерного распределения продольной деформации кромок по клетям стана, повышая вероятность гофрообразования, а также невозможности обеспечения необходимой для качественной выформовки промежуточных участков профиля полосы в четвертом калибре ширины верхнего валка.
На пятом этапе (в пятом открытом калибре) изгибают центральный участок полосы радиусом R5, причем значения R4 и R5 равны или отличаются друг от друга не более чем на 10% от большего значения из R4 и R5 (фиг. 7). Это позволяет обеспечить большую степень деформации поперечного изгиба центрального участка полосы с минимальной величиной пружинения ее профиля, а также реализовать двухрадиусный вариант исполнения пятого по направлению формовки открытого калибра. Выполнение на данном этапе изгиба центрального участка полосы радиусом, отличным от R5, приведет к некачественной выформовке данного участка и несоблюдению принципа равномерного распределения продольной деформации кромок по клетям стана, повышая вероятность гофрообразования, а также невозможности обеспечения необходимой для качественной выформовки центрального участка профиля полосы в пятом калибре ширины верхнего валка.
В частном варианте реализации заявленного способа значения ширины прикромочных (lПК) участков полосы и половины ширины центрального (lЦ) участка полосы равны значению радиуса R1. Выполнение данного условия определяет оптимальную величину промежуточных участков профиля полосы, обеспечивающую одинаковую степень деформации изгиба всей ширины участков в условиях ограничений максимальной ширины верхних валков открытых калибров при больших суммарных углах гиба, определяющих расстояние между кромками заготовки, и обеспечивающую требуемую интенсивность сворачивания полосы, исключающую пиковый характер распределения продольных деформаций в кромках и снижающую их абсолютное значение до величины упругих. Помимо этого, выполнение данного условия значительно упрощает расчет многорадиусной калибровки валков.
При этом формоизменение полосы в первом открытом калибре возможно осуществлять по следующим частным вариантам:
1) Изгиб прикромочных участков полосы радиусом R1 выполняется с сохранением прямолинейной формы остальной части поперечного профиля полосы (фиг. 1).
Данный вариант целесообразно применять в случае изготовления труб из углеродистых марок сталей обыкновенного размерного ряда. Этот вариант формоизменения обеспечивает качественную выформовку прикромочных участков полосы при помощи простого в изготовлении валкового инструмента, что исключает неравномерность распределения продольных деформаций по ширине полосы и, соответственно, снижает вероятность потери устойчивости ее кромок.
2) Изгиб прикромочных участков полосы радиусом R1 выполняют одновременно с изгибом остальной части поперечного профиля полосы радиусом R6 в противоположном сворачиванию трубной заготовки направлении, причем R6=k⋅R1, где k - безразмерный коэффициент, принимающий значения от 14,0 до 21,0 (фиг. 2).
Данный вариант целесообразно применять в случае изготовления тонкостенных и особотонкостенных труб из сталей повышенной прочности. Этот вариант формоизменения обеспечивает качественную выформовку прикромочных участков полосы, имеющих больший угол пружинения профиля при изготовлении данного сортамента труб по первому варианту. К дополнительному эффекту при изготовлении труб по указанному варианту формоизменения стоит отнести больший ресурс валков, имеющих меньшую глубину вреза.
3) Изгиб прикромочных участков полосы радиусом выполняют одновременно с изгибом центрального участка полосы радиусом R7 в противоположном сворачиванию трубной заготовки направлении и сохранением прямолинейности промежуточных участков полосы, причем R7=k'⋅R1, где k' - безразмерный коэффициент, принимающий значения от 4,5 до 11,0 (фиг. 3).
Данный вариант целесообразно применять в случае реализации так называемого «трехточечного гиба» валково-роликовым инструментом при изготовлении труб среднего диаметра, что позволяет унифицировать рабочий инструмент и снизить его металлоемкость.
Вышеуказанные этапы формоизменения промежуточных участков полосы в частном случае могут быть выполнены в калибрах, спрофилированных под толщину полосы, равную минимальному значению из диапазона толщин стенок изготавливаемых труб единого наружного диаметра. Это обеспечивает качественную выформовку промежуточных участков на всем диапазоне толщин стенок.
Вышеуказанные этапы формоизменения прикромочных и центрального участков полосы в частном случае могут быть выполнены в открытых калибрах, спрофилированных под толщину полосы, равную максимальному значению из диапазона толщин стенок изготавливаемых труб единого наружного диаметра. Это обеспечивает качественную выформовку прикромочных и центрального участков на всем диапазоне толщин стенок.
Формоизменение поперечного профиля полосы в клетях с закрытым калибром в частном случае может быть выполнено в три этапа, при этом на первом этапе изгибают центральный участок полосы радиусом R8, причем R8=s⋅R1, где s - безразмерный коэффициент, принимающий значения от 1,1 до 1,3 (фиг. 8), на втором этапе изгибают промежуточные участки полосы радиусом R9, причем значения R8 и R9 равны или отличаются друг от друга не более чем на 10% от большего значения из R8 и R9 (фиг. 9), а на третьем этапе изгибают участок полосы, включающий промежуточные и центральный участки, радиусом R10, причем R10=v⋅R1, где v - безразмерный коэффициент, принимающий значения от 1,0 до 1,1 (фиг.10). Схема сворачивания полосы на первом этапе (в первом закрытом калибре) формирует вертикальный овал профиля трубной заготовки, обеспечивающий наибольшую в траектории перемещения ее кромок вертикальную координату, что исключает вероятность появления в них нежелательных продольных сжимающих напряжений на участке предварительной формовки, способствующих гофрообразованию. Это обеспечивает необходимую величину растягивающих напряжений в зоне внеконтактной деформации первого закрытого калибра, препятствующих потере продольной устойчивости кромок заготовки до момента ее поперечного сжатия в зоне контактной деформации. Границы диапазонов значений соотношений радиусов обусловлены монотонностью схождения кромок перед сваркой, исключающей пиковый характер распределения продольных деформаций кромок по этапам. Предложенная схема подразумевает наличие поперечного сжатия заготовки во втором закрытом калибре, обеспечивающее состояние повышенной пластичности ее промежуточных участков, способствующего их вытяжке, и позволяющее выровнять величину продольных деформаций по сечению трубной заготовки, а также поперечное сжатие заготовки в третьем закрытом калибре, позволяющее уменьшить величину пружинения ее профиля.
При этом в другом частном случае на указанном первом этапе формоизменения в закрытых калибрах изгиб центрального участка полосы выполняют без поперечного сжатия профиля полосы, что становится возможным ввиду качественной выформовки профиля заготовки в отрытых калибрах согласно предложенной схеме сворачивания. Это обеспечивает уменьшение величины суммарного припуска ширины штрипса, позволяющего уменьшить износ валкового инструмента и энергоемкость процесса формовки, обеспечить необходимый уровень пластичности металла готовых труб снижением величины наклепа и, соответственно, снизив этим величину пружинения заготовки, стабилизировать скорость сварки и качество сварного соединения.
Перед деформированием трубной заготовки в сварочном калибре может быть выполнен дополнительный этап формоизменения профиля промежуточных участков полосы радиусом R11, причем R11=g⋅R1, где g - безразмерный коэффициент, принимающий значения от 0,9 до 1,0, при этом осуществляют разгибку профиля центрального участка полосы радиусом R8 (фиг. 11). Это обеспечивает получение требуемого угла развала кромок перед их сваркой при изготовлении тонкостенных труб, в том числе из стали повышенной прочности. Выбор границ диапазона значений соотношения радиусов обусловлен максимальным вертикальным сжатием трубной заготовки, исключающем вероятность потери устойчивости кромок. Применение овального типа калибра шовонаправляющей клети осуществляют при малом расстоянии от него до осевой плоскости сварочного калибра, исключающем наличие зоны упругой разгрузки заготовки.
Заявленное изобретение также раскрыто с помощью примера реализации, который является чисто иллюстративным и не ограничивает объем притязаний по настоящему изобретению, определяемый только приложенной формулой изобретения с учетом эквивалентов.
Способ апробирован в условиях АО «ВМЗ» на трубоэлектросварочных агрегатах (ТЭСА) 21-89 и 40-133, в частности при изготовлении особотонкостенных профильных труб 60×60 мм профилированием круглых труб диаметром 76 мм с фактической толщиной стенки 1,3 мм (D/t=58) из стали 20. При формовке данного типоразмера ширина исходной заготовки составляла 237 мм, при этом ширина прикромочных и половина ширины центрального участков составляли 38 мм, радиусы изгиба участков полосы по переходам соответствовали значениям, приведенным в таблице 1. Помимо этого, способ апробирован при изготовлении труб диаметром 102, 108, 114 и 133 мм с фактической толщиной стенки от 1,8 до 4,3 мм (D/t=57÷24) из конструкционной низколегированной стали 09Г2С. При формовке труб диаметром 102 мм с толщиной стенки 1,8 мм ширина штрипса составляла 321 мм, при этом ширина прикромочных и половины центрального участков составляла 52 мм, радиусы изгиба соответствовали значениям, приведенным в таблице 1. При изготовлении труб всего указанного сортамента поперечное сжатие заготовки в первом закрытом калибре не осуществлялось.
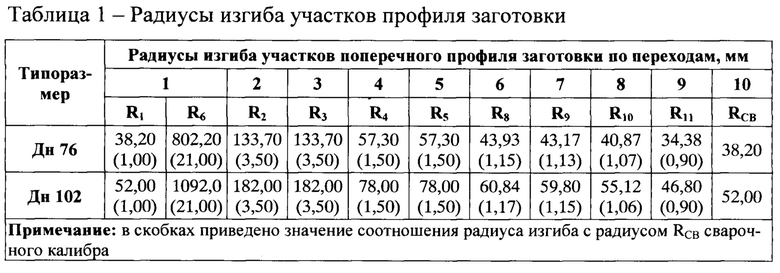
При производстве труб указанного проблемного сортамента гофрообразование отсутствовало. Помимо этого, внедрение изобретения на большей части сортамента цеха позволило увеличить выход годного в среднем на 1% и снизить расходный коэффициент металла на величину от 2 до 6 кг/тн. Качество труб, изготавливаемых в соответствии с заявленным способом, соответствует известным техническим требованиям и стандартам.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного способа следующей совокупности условий:
- заявленный способ предназначен для использования в промышленности, а именно при производстве электросварных прямошовных труб различного назначения,
- для заявленного способа в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2045359C1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| Способ производства прямошовных сварных труб | 1987 |
|
SU1489868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ формовки трубной заготовки | 1979 |
|
SU889181A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
| Способ непрерывной формовки трубной заготовки | 1987 |
|
SU1503924A1 |
Изобретение относится к изготовлению электросварных прямошовных труб. Осуществляют валковую формовку полосы в трубную заготовку в клетях с открытым и закрытым калибром с последующей сваркой ее кромок. Осуществляют пятиэтапное сворачивание полосы в клетях с открытым калибром. При этом выполняют поочередный по переходам поперечный изгиб прикромочных, промежуточных и центрального участков полосы. Значения ширины каждого из прикромочных и промежуточных участков полосы и значение половины ширины центрального участка полосы равны или отличаются друг от друга не более чем на 12% от большего из указанных значений. В результате обеспечивается повышение равномерности распределения продольных деформаций по ширине полосы при ее поперечном изгибе в клетях с открытым калибром. 9 з.п. ф-лы, 11 ил., 1 табл.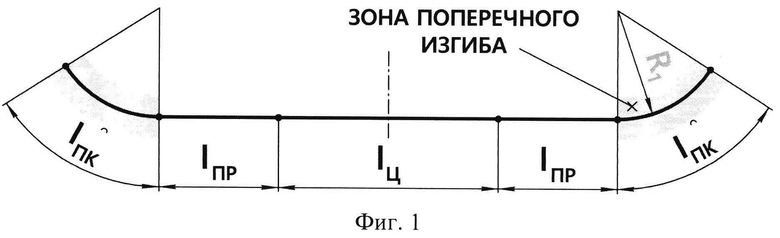
1. Способ изготовления электросварных прямошовных труб, включающий валковую формовку полосы в трубную заготовку в клетях с открытым и закрытым калибрами с последующей сваркой ее кромок, отличающийся тем, что в процессе поэтапного сворачивания полосы в клетях с открытым калибром выполняют поочередный по переходам поперечный изгиб прикромочных, промежуточных и центрального участков полосы, причем значения ширины каждого из прикромочных и промежуточных участков полосы и значение половины ширины центрального участка полосы равны или отличаются друг от друга не более чем на 12% от большего из указанных значений, при этом:
на первом этапе изгибают прикромочные участки полосы радиусом R1, причем R1 равен радиусу (RCB) сварочного калибра, в котором впоследствии осуществляют сварку кромок упомянутой трубной заготовки, или отличается от него не более чем на 2% от RCB,
на втором этапе изгибают промежуточные участки полосы радиусом R2, причем R2=n⋅R1, где n - безразмерный коэффициент, принимающий значения от 3,0 до 4,0,
на третьем этапе изгибают центральный участок полосы радиусом R3, причем значения R2 и R3 равны или отличаются друг от друга не более чем на 10% от большего значения из R2 и R3,
на четвертом этапе изгибают промежуточные участки полосы радиусом R4, причем R4=p⋅R1, где р - безразмерный коэффициент, принимающий значения от 1,5 до 2,0,
на пятом этапе изгибают центральный участок полосы радиусом R5, причем значения R4 и R5 равны или отличаются друг от друга не более чем на 10% от большего значения из R4 и R5.
2. Способ по п. 1, отличающийся тем, что значения ширины упомянутых прикромочных участков полосы и половины ширины упомянутого центрального участка полосы равны значению упомянутого радиуса R1.
3. Способ по п. 1 или 2, отличающийся тем, что на упомянутом первом этапе изгиб прикромочных участков полосы радиусом R1 выполняют с сохранением прямолинейной формы остальной части поперечного профиля полосы.
4. Способ по п. 1 или 2, отличающийся тем, что на упомянутом первом этапе изгиб прикромочных участков полосы радиусом R1 выполняют одновременно с изгибом остальной части поперечного профиля полосы радиусом R6 в противоположном сворачиванию трубной заготовки направлении, причем R6=k⋅R1, где k - безразмерный коэффициент, принимающий значения от 14,0 до 21,0.
5. Способ по п. 1 или 2, отличающийся тем, что на упомянутом первом этапе изгиб прикромочных участков полосы радиусом R1 выполняют одновременно с изгибом упомянутого центрального участка полосы радиусом R7 в противоположном сворачиванию трубной заготовки направлении и сохранением прямолинейности упомянутых промежуточных участков полосы, причем R7=k'⋅R1, где k' - безразмерный коэффициент, принимающий значения от 4,5 до 11,0.
6. Способ по любому из пп. 1-5, отличающийся тем, что упомянутые этапы формоизменения промежуточных участков полосы выполняют в калибрах, спрофилированных под толщину полосы, равную минимальному значению из диапазона толщин стенок изготавливаемых труб единого наружного диаметра.
7. Способ по любому из пп. 1-6, отличающийся тем, что упомянутые этапы формоизменения прикромочных и центрального участков полосы выполняют в калибрах, спрофилированных под толщину полосы, равную максимальному значению из диапазона толщин стенок изготавливаемых труб единого наружного диаметра.
8. Способ по любому из пп. 1-7, отличающийся тем, что формоизменение поперечного профиля полосы в клетях с закрытым калибром выполняют в три этапа, при этом:
на первом этапе изгибают упомянутый центральный участок полосы радиусом R8, причем R8=s⋅R1, где s - безразмерный коэффициент, принимающий значения от 1,1 до 1,3,
на втором этапе изгибают упомянутые промежуточные участки полосы радиусом R9, причем значения R8 и R9 равны или отличаются друг от друга не более чем на 10% от большего значения из R8 и R9,
на третьем этапе изгибают участок полосы, включающий упомянутые промежуточные и центральный участки, радиусом R10, причем R10=v⋅R1, где v - безразмерный коэффициент, принимающий значения от 1,0 до 1,1.
9. Способ по п. 8, отличающийся тем, что на упомянутом первом этапе формоизменения в закрытых калибрах изгиб центрального участка полосы выполняют без поперечного сжатия профиля полосы.
10. Способ по любому из пп. 1-9, отличающийся тем, что осуществляют деформирование трубной заготовки в сварочном калибре, перед которым выполняют дополнительный этап формоизменения профиля упомянутых промежуточных участков полосы радиусом R11, причем R11=g⋅R1, где g - безразмерный коэффициент, принимающий значения от 0,9 до 1,0, при этом осуществляют разгибку профиля упомянутого центрального участка полосы упомянутым радиусом R8.
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2571298C2 |
| US 4916853 A1, 17.04.1990. | |||

