(5) УСТРОЙСТВО ДЛЯ МАРКИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ В ТОРЕЦ


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для маркирования деталей краской | 1981 |
|
SU1061879A1 |
| Устройство для маркирования | 1975 |
|
SU579067A1 |
| Устройство для клеймения деталей в торец | 1974 |
|
SU490527A1 |
| Устройство для изготовления и клеймения изделий с пазами различной глубины | 1972 |
|
SU476911A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Пресс для чеканки деталей | 1972 |
|
SU438552A1 |
| Устройство для клеймения | 1985 |
|
SU1303209A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| УСТАНОВКА ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1971 |
|
SU318425A1 |
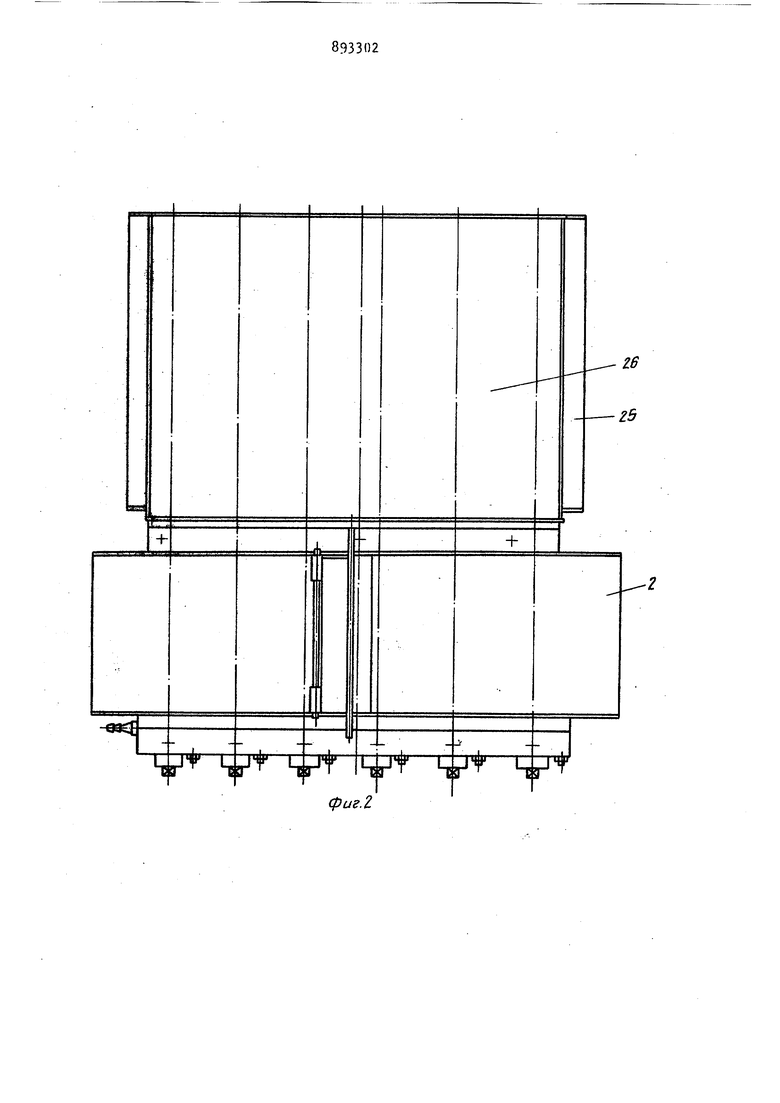
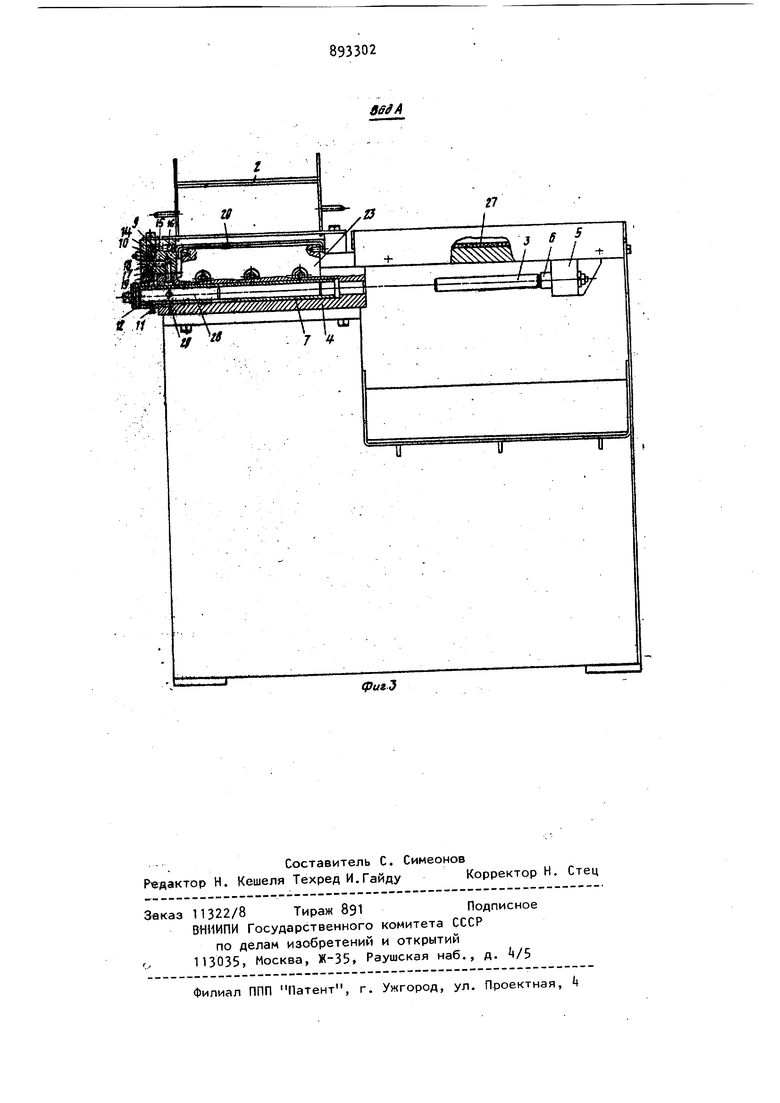
Изобретение относится к устройст для обработки металлов давлением и жет быть использовано для маркирова ния деталей. Известно устройство для маркиров ния шпилек, содержащее основание с закрепленным пуансоном и стойкой и вертикально установленный ствол. Де тали по стволу подают на пуансон по собственным весом D. Недостатком этого устройства является низкая производительность и качество маркирования. Известно устройство для маркирования цилиндрических деталей в торец, содержащее смонтированные в ст нине магазин для загрузки деталей и клеймовочную головку, состоящую из клеймодержателя с клеймами и механизма для разгона деталей, выполненного в виде ствола с окном для загрузки деталей и узла дл подвода к стволу охптого воздуха с клапаном 2 . Недостатком этого устройства является низкая производительность. Цель изобретения - повышение производительности и качества клеймения. Поставленная цель достигается тем что устройство для маркирования цилиндрических деталей в торец, содержащее смонтированные в станине магазин для загрузки деталей и клеймовочную головку, состоящую из пуансонодержателя с пуансонами, ствола с окном для загрузки деталей и узла для подвода к стволу сжатого воздуха с клапаном, снабжено установленными в станине дополнительными клеймовочными головками, обоймами и кулачками по количеству клеймовочных головок, при этом ствол каждой клеймовочной головки размещен в обойме с возможностью вращения вокруг ее оси, а кулачок установлен на конце ствола и связан с клапаном подвода сжатого воздуха и с магазином для загрузки деталей. На фиг. 1 изображено устройство вид спереди (разрез с положениями стволов в момент загрузки и выстрела деталей ; на фиг. 2 - то же, вид в плане; на фиг. 3 вид А на фиг.1. Устройство содержит установленный в станине 1 магазин 2 для загруз ки деталей 3 обоймы и клемовочные головки, каждая из которых состоит из пуансонодержателя 5 с пуансонами 6, ствола 7 с окном 8 для загрузки деталей и узла 9 для подвода к стволу сжатого воздуха с клапаном 10. Стволы 7 установлены в обоймах 4 с возможностью вращения, а на конце каждого ствола 7 установлены кулачки 11 и заглушки. 12о К торцу плиты 13 над кулачками 11 закреплен воздухораспределитель 14, состоящий из общей воздушной магистрали 15, клапанов 16, штифтов 17 и разводных каналов 18, Снизу к воздухораспределителю Н закреплена планка 19, фиксирующая от осевых перемещений стволов 7- На пли те 13 установлена распределительная решетка 20, совмещенная с загрузочными окнами 8. Над распределительной решеткой 20 с возможностью установки на любое из окон 8 закреплен двухсек ционный магазин .2 с откидным флажком 21. С боку на -каждой обойме установлены подпружиненные отсекатели 22 и планки 23 с шариками 24.Снизу к плите 13 против обойм закреплен пуансонодержатель 5, а по оси стволов 7 к пуансонодержателю 5 закреплены пуансоны 6. Под пуансонодержателем 5 на станине 1 установлен приемный наклонный лоток 25. Магазин 2, наклонный лоток 25, стол 26 имеют шумопоглощающие резиновые коврики 27. Предлагаемое устройство работает следующим образом. Магазин 2 устанавливается, напротив окна 8 распределительной решетки 20 для определенного диаметра деталей 3 и закрепляется. Со стола 26 де тали 3 загружаются в секции магазина 2, из сети подается сжатый воздух и включается привод вращения ствола 7Сне показан, им может служить небольшой пневматический гайковерт. При вращении ствола 7 кулачок 11, взаимодействуя с шариком 24, отво4дит планку 231 отсекатели 22 и подает деталь 3 в окно 8 обоймы о При совмещении окон 8 обоймы и ствола 7 деталь 3 захватывается в ствол 7, при последующем вращении ствола 7 окно 8 обоймы закрывается стенкой ствола 7 и образуется замкнутая полость 28о В этот момент кулачок 11, взаимодействуя со штифтом 17, открывает клапан 16, из магистрали 15 по разводному каналу 18 через отверстия 29 ствола 7 короткий импульс сжатого воздуха, попадая в замкнутую полость 28, мгновено выстреливает деталь 3 на пуансон б и производит маркировку детали 3, затем деталь 3 падает на коврик 27 лотка 25 и в тару. После выстрела детали клапан 1б закрывается, подача воздуха прекращается. За каждый оборот ствола 7 цикл повторяется. После отстрела деталей из первой секции магазина 2 фланок 21 откидывается и включается вторая секция магазина 2. Для маркировки деталей другого диаметра магазин 2 ставится на соответствующий ствол 7 Предлагаемое устройство для маркировки цилиндрических деталей по торцу может производить сотни выстрелов в минуту, повышая производительность труда во много раз, легко позволяя автоматизировать процесс маркировки по сравнению с известным базовым объек том. Формула изобретения Устройство для маркирования цилинд-, рических деталей в торец, содержащее смонтированные в станине магазин для загрузки деталей и клеймовочную головку, состоящую из пуансонодержателя с пуансонами, ствола с окном для загрузки деталей и узла для подвода к стволу сжатого воздуха с клапаном, отличающее.ся тем, что, с целью повышения производительности и качества маркирования, оно снабжено установленными в станине дополнительными клеймовочными головками, обоймами и кулачками по количеству клеймовочных головок, при этом ствол каждой клеймовочной головки размещен в обойме с возможностью вращения вокруг ее оси, а кулачок установлен на конце ствола и связан с клапаном узла для подвода сжатого воздуха и с магазином для загрузки деталей.
Источники информации, .принятые во внимание при экспертизе
№ 288916, кл. В 21 В 15/00, 02.08.69 (прототип).
-h
фиг.2
16
гв
-Iт
Т
