Изобретение относится к устройствам для маркировки деталей.
Известны установки для маркировки деталей, содержащие последовательно расположенные на станине и имеющие самостоятельный привод рабочие инструменты, а также устройство для загрузки деталей с подавателем.
Недостатком известных установок является их низкая производительность.
С целью повышения производительности предлагаемая установка снабжена смонтированными на станине направляющими, имеющими пазы для ориентации деталей, количество которых соответствует количеству рабочих инструментов, а также механизмом перемещения деталей с подавателя на направляющие и подачи их к рабочим инструментам, выполненным в виде установленной на станине соосно с направляющими гребенки, имеющей возможность возвратно-поступательного перемещения от индивидуального привода, при этом подаватель деталей выполнен в виде планки с пазами в количестве, соответствующем количеству пазов направляющих.
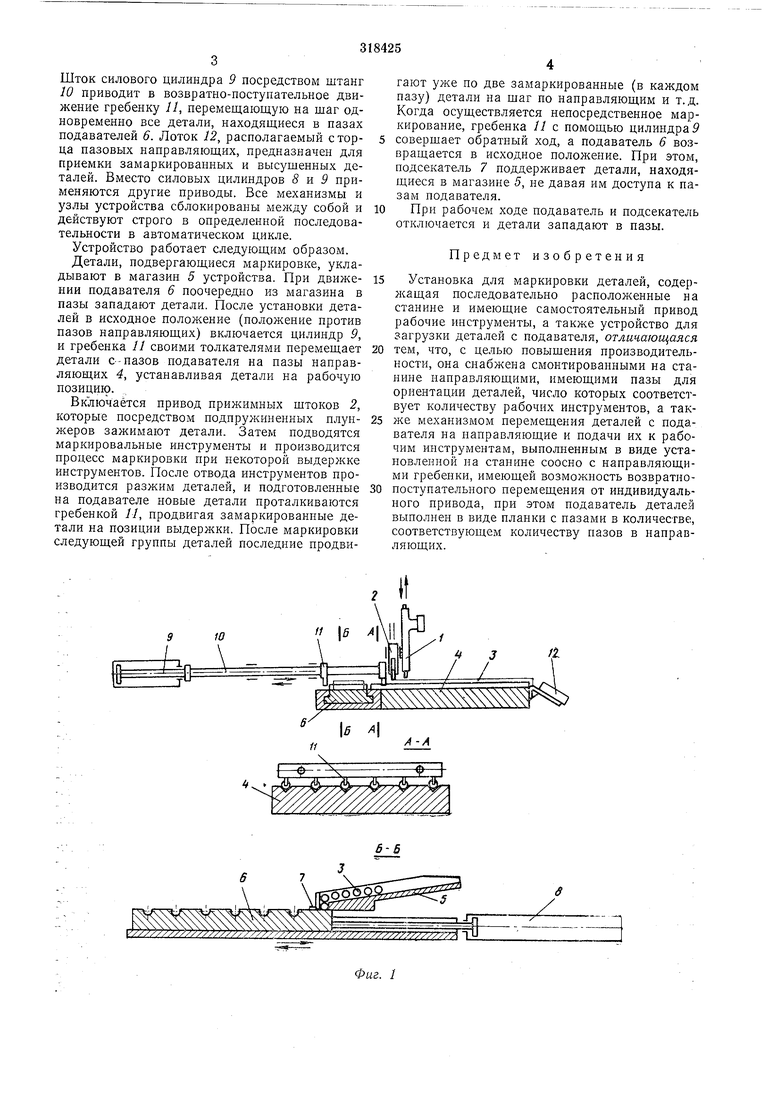
На фиг. 1 представлен продольный разрез предлагаемого устройства и поперечные разрезы по А-А и по Б-Б; на фиг. 2-вид на установку сверху.
тив каждой рабочей позиции. Параллельно маркировальным инструментам устанавливаются подпружиненные прижимные штоки 2. Инструмент и штоки имеют свои приводы (на
чертеже не показаны), которые выполняются различно (от пневмоцилиндра, от электродвигателя через кулачки, рычаги и др.). Подпружиненные штоки при общем приводе всех штоксв индивидуально зажимают маркируемые
детали 3 к пазовым направляющим 4. Пазовые направляющие имеют количество пазов, равное числу позиций устройства, причем оси пазов располагаются горизонтально, а сечение их подбирается под конфигурации маркируемых
деталей. Пазовые направляющие выполняются в виде плиты с пазами. Длина направляющих выбирается из условия необходимого времени выдержки после химического клеймения (маркирования).
Загрузка деталей осуществляется от наклонного магазина 5, ось которого перпендикулярна осям пазовых направляющих.
Под магазином в своих направляющих перемещается подаватель 6, имеющий такое же
количество пазов, как и направляющие 4. Загрузочное устройство снабжено подсекателем 7 поштучной выдачи деталей. При маркировке призматических деталей магазин может выполняться шахтного типа. Подаватель 6 переШток силового цилиндра 9 посредством штанг 10 приводит в возвратно-поступательное движение гребенку 11, перемещающую на шаг одновременно все детали, находящиеся в пазах подавателей 6. Лоток 12, располагаемый с торца пазовых направляющих, предназначен для приемки замаркированных и высушенных деталей. Вместо силовых цилиндров S и 5 применяются другие приводы. Все механизмы и узлы устройства сблокированы между собой и действуют строго в определенной последовательности в автоматическом цикле. Устройство работает следующим образом. Детали, подвергающиеся маркировке, укладывают в магазин 5 устройства. При движеНИИ подавателя 6 поочередно из магазина в пазы западают детали. После установки деталей в исходное положение (положение против пазов направляющих) включается цилиндр 9, .им i (/i.fi 11 (j iiaoDi ndiiUciijЛЯЮЩИХ 4, устанавливая детали на рабочую позии,ию. Включается привод прижимных штоков 2, маркировальные инструменты и производится процесс маркировки при некоторой выдержке инструментов. После отвода инструментов прогают уже по две замаркированные (в каждом пазу) детали на шаг по направляющим и т. ц. Когда осуществляется непосредственное маркирование, гребенка 11 с помощью цилиндраР совершает обратный ход, а подаватель 6 возвращается в исходное положение. При этом подсекатель 7 поддерживает детали, находящиеся в магазине 5, не давая им доступа к пазам подавателя. При рабочем ходе подаватель и подсекатель отключается и детали западают в пазы. Предмет изобретения Установка для маркировки деталей, содержащая последовательно расположенные на станине и имеющие самостоятельный привод рабочие инструменты, а также устройство для ине направляющими, имеющими пазы для риентации деталей, число которых соответстим инструментам, выполненным в виде устаовленной на станине соосно с направляющи
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки трубчатых резиновых изделий | 1972 |
|
SU437626A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1981 |
|
SU1076324A2 |
| Устройство для нарезания объемногоОРНАМЕНТА HA плОСКОй РЕйКЕ | 1979 |
|
SU810534A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1980 |
|
SU1147601A2 |
| Автомат для маркирования деталей краской | 1981 |
|
SU1061879A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1980 |
|
SU1004156A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1989 |
|
SU1708660A2 |
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Станок для электрохимического маркирования изделий | 1981 |
|
SU1087294A1 |

