(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА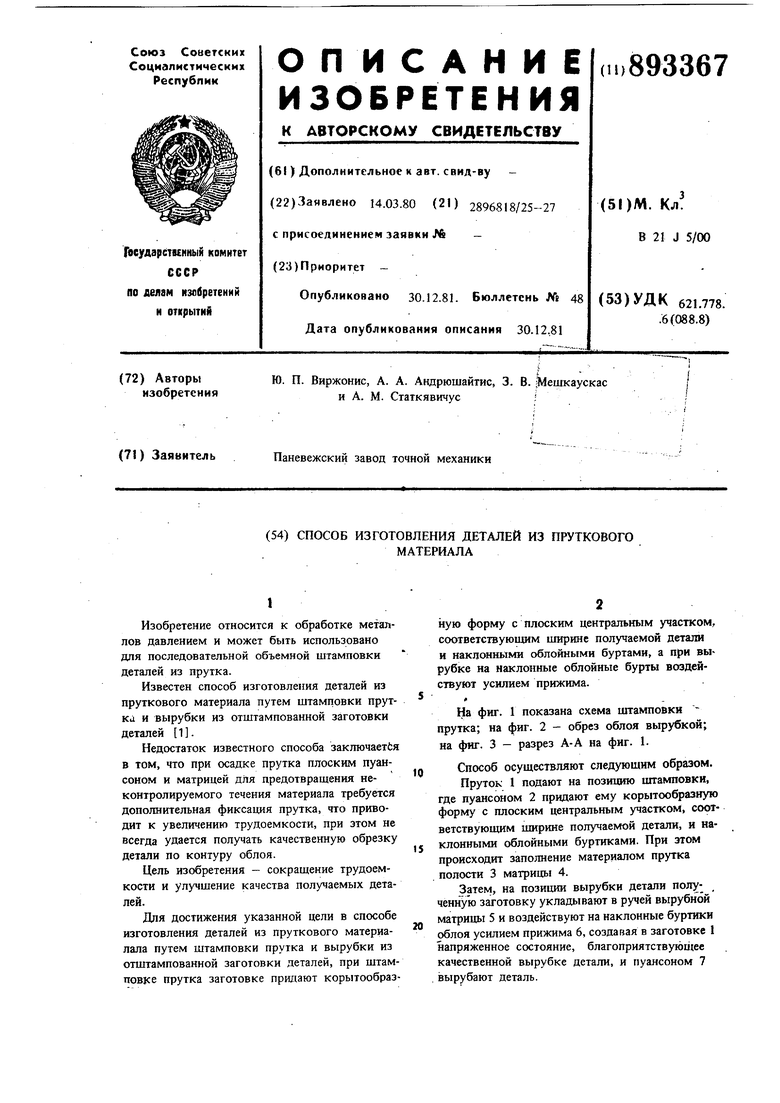
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Способ получения штампованных изделий | 1988 |
|
SU1581450A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для последовательной объемной штамповки деталей из прутка.
Известен способ изготовления деталей из пруткового материала путем штамповки прутка и вырубки из отштампованной заготовки деталей 1 .
Недостаток известного способа заключаетйя в том, что при осадке прутка плоским пуансоном и матрицей для предотвращения неконтролируемого течения материала требуется дополнительная фиксация прутка, что приводит к увеличению трудоемкости, при этом не всегда удается получать качественную обрезку детали по контуру облоя.
Цель изобретения - сокращение трудоемкости и улучшение качества получаемых деталей.
Для достижения указанной цели в способе изготовления деталей из пруткового материалала путем штамповки прутка и вырубки из отштампованной заготовки деталей, при штамповке прутка заготовке придают корытообразную форму с плоским центральным участком, соответствующим ширине получаемой детали и наклонными облойными буртами, а при вырубке на наклонные облойные бурты воздействуют усилием прижима.
f
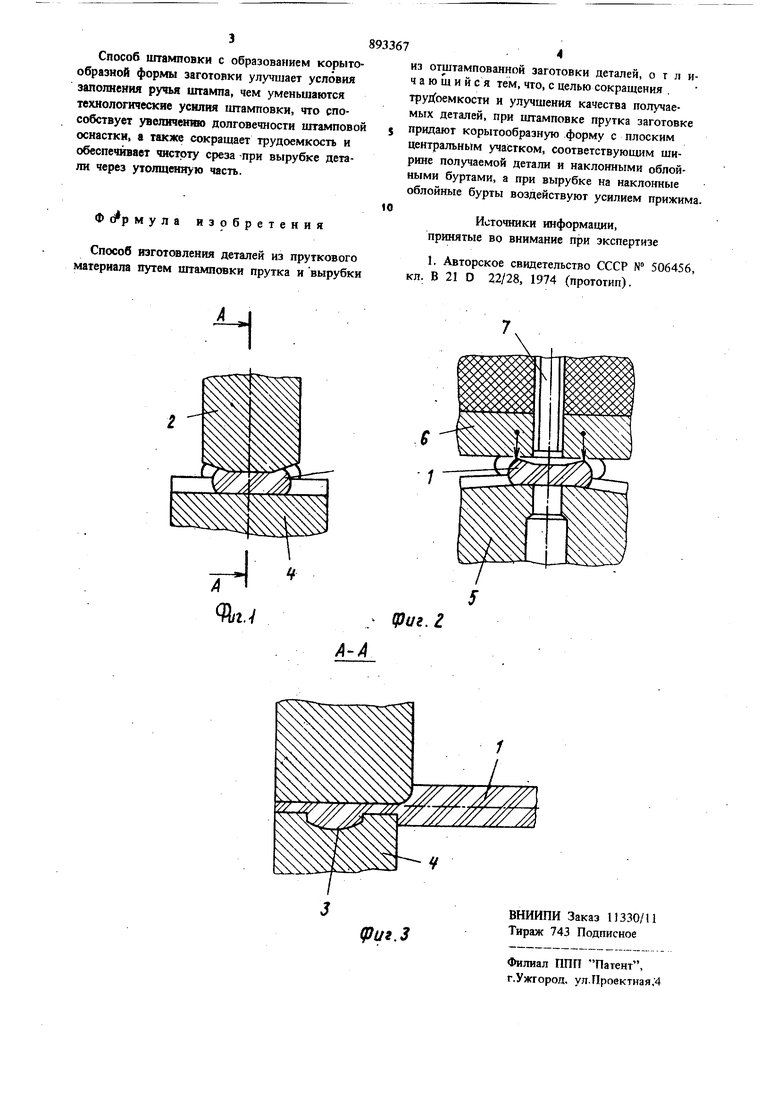
На фиг. 1 показана схема штамповки прутка; на фиг. 2 - обрез облоя вырубкой; на фиг. 3 - разрез А-А на фиг. 1.
Способ осуществляют следующим образом.
10
Пруток 1 подают на позицию штамповки, где пуансоном 2 придают ему корытообразную форму с плоским центральным участком, соответствующим ширине получаемой детали, и наклонными облойными буртиками. При этом
15 происходит заполнение материалом прутка полости 3 матрицы 4.
Затем, на позиции вырубки детали полученную заготовку укладывают в ручей вырубной матрицы 5 и воздействуют на наклонные буртики
20 облоя усилием прижима 6, создаг ая в заготовке 1 напряженное состояние, благоприятству1би1ее качественной вырубке детали, и пуансоном 7 , вырубают деталь.
Способ штамповки с образованием корытообразной формы заготовки улучшает условия заполнения ручья штампа, чем уменьшаются технологические усилия штамповки, что способствует увелнченшо долговечности штамповой оснастки, а также сокрашает трудоемкость и обеспечивает чистоту среза при вырубке детали через утолщенную часть.
Ф (гр мула изобретения
Способ изготовления деталей из пруткового материала путем штамповки прутка и вырубки
из отштампованной заготовки деталей, отличающий с я тем, что, с целью сокращения . трудоемкости и улучшения качества получаемых деталей, при штамповке прутка заготовке придают корытообразную форму с плоским центральным участком, соответствующим ширине получаемой детали и наклонными обпойными буртами, а при вырубке на наклонные облойные бурты воздействуют усилием прижима.
Источники информации, принятые во внимание при зкспертизе
(риг. г
