t
, (21) 4458449/31-27 (22) 11.07.88 (46) 30.07.90. Бюл. « 28
(71)Московский институт приборостроения
(72)Л.Л.Воронцов
(53)621.73 (088.8)
(56)Ковка и объемная штамповка стали. Справочник под ред. М.В.Сторожева. Т. 2, И.: Машиностроение, 1968,
с. 68-69, рис. 2.
(54)СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИИ
(57)Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий штамповкой с образованием облоя и его последующим отделением пуансоном. Цель изобретения - повышение качества и снижение трудоемкости за счет повышения чистоты отделения. При штамповке образуют облой, наклонный к оси поковки. При отделении облой упирают в обрезную матрицу со стороны острого угла и оси поковки, после чего пуансоном производят отгибание облоя, стесненное
поперечным подпором по меньшей мере на части рабочего хода. Производят его обрезку тем же ходом пуансона. Углы наклона облоя к оси поковки, величины технологического зазора между облоем и элементом поперечного подпора при упоре облоя в обрезную матрицу регламентированы.Предусмотрено также для малых углов наклона облоя к оси поковки использовать обрезную матрицу с поверхностью, в которую упирают облой, выпуклой в сторону облоя под углом к оси, превышаю- Р1им угол наклона облоя, но меньшим 90 . Это позволяет уменьшить отгибание облоя и предотвратить его разрыв и потерю устойчивости в виде выпучивания. За счет стесненного отгибания при отделении облоя обеспечиваются сжимащие напряжения во всем облое, в том числе в зоне обрезки, что повышает чистоту отделения и препятствует затягиванию облоя между пуансоном п матрицей, вследствие чего не требуется зачистка. При этом способ не требует сложной оснастки как в других известных способах чистового разделения. 4 з.п. А-лы, 4 ил.
I
(/
С
ел оо
4
ел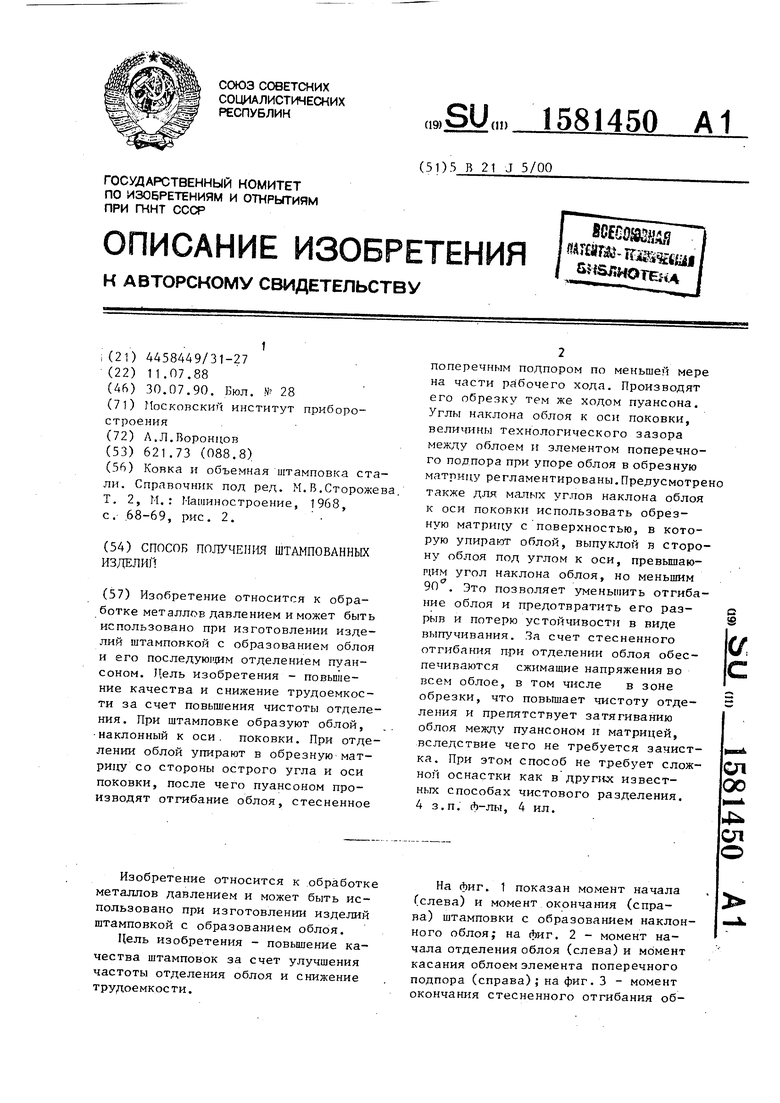
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Штамп для обрезки и зачистки поковок | 1981 |
|
SU958030A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Штамп для обрезки облоя | 1982 |
|
SU1047573A2 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий штамповкой с образованием облоя и его последующим отделением пуансоном. Цель изобретения - повышение качества и снижение трудоемкости за счет повышения чистоты отделения. При штамповке образуют облой, наклонный к оси поковки. При отделении облой упирают в обрезную матрицу со стороны острого угла и оси поковки, после чего пуансоном производят отгибание облоя, стесненное поперечным подпором по меньшей мере на части рабочего хода. Производят его обрезку тем же ходом пуансона. Углы наклона облоя к оси поковки, величины технологического зазора между облоем и элементом поперечного подпора при упоре облоя в обрезную матрицу регламентированы. Предусмотрено также для малых углов наклона облоя к оси поковки использовать обрезную матрицу с поверхностью, в которую упирают облой, выпуклой в сторону облоя под углом к оси, превышающим угол наклона облоя, но меньшим 90°. Это позволяет уменьшить отгибание облоя и предотвратить его разрыв и потерю устойчивости в виде выпучивания. За счет стесненного отгибания при отделении облоя обеспечиваются сжимающие напряжения во всем облое, в том числе и в зоне обрезки, что повышает чистоту отделения и препятствует затягиванию облоя между пуансоном и матрицей, вследствие чего не требуется зачистка. При этом способ не требует сложной оснастки как в других известных способах чистового разделения. 4 з.п.ф-лы, 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий штамповкой с образованием облоя.
Цель изобретения - повышение качества штамповок за счет улучшения частоты отделения облоя и снижение трудоемкости.
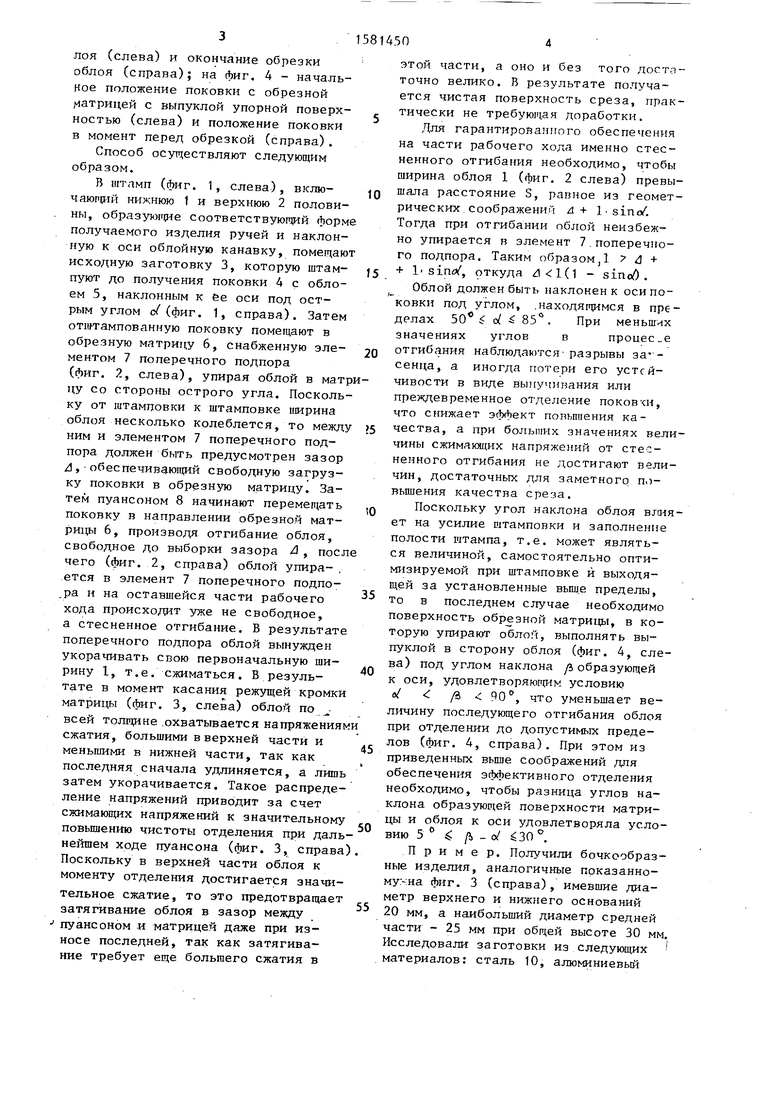
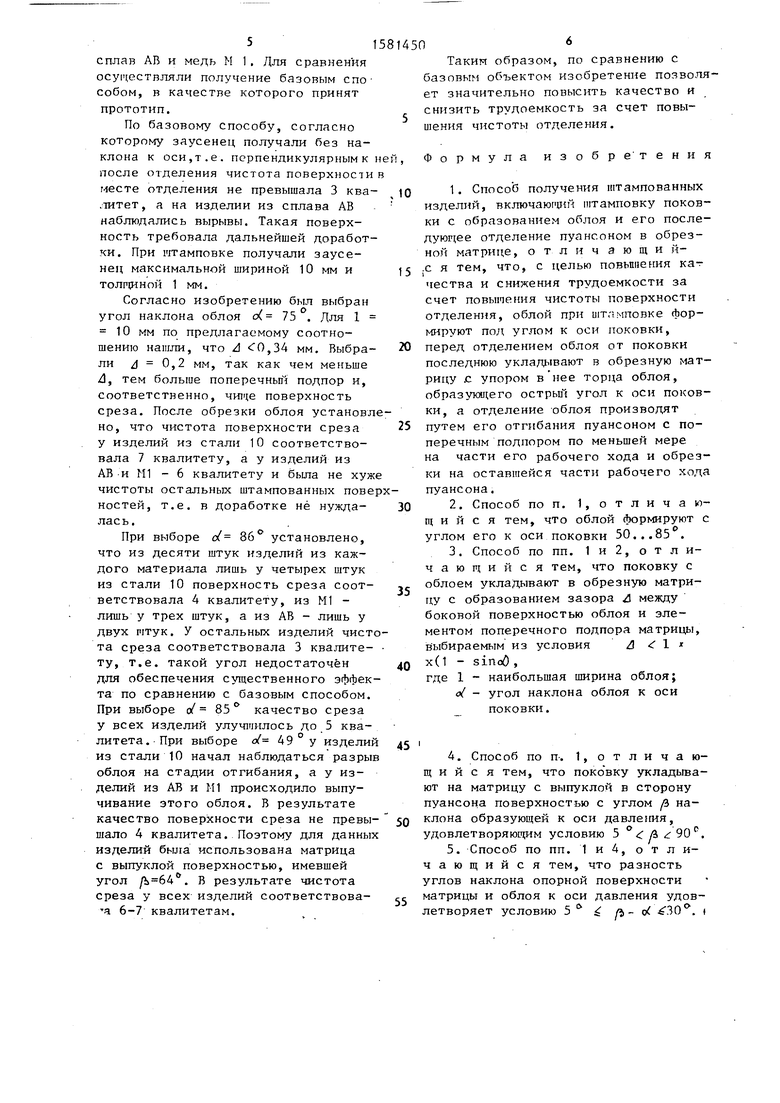
На фиг. 1 показан момент начала (слева) и момент окончания (справа) штамповки с образованием наклонного облоя; на фиг. 2 - момент начала отделения облоя (слева) и момент касания облоем элемента поперечного подпора (справа); на фиг. 3 - момент окончания стесненного отгибания об
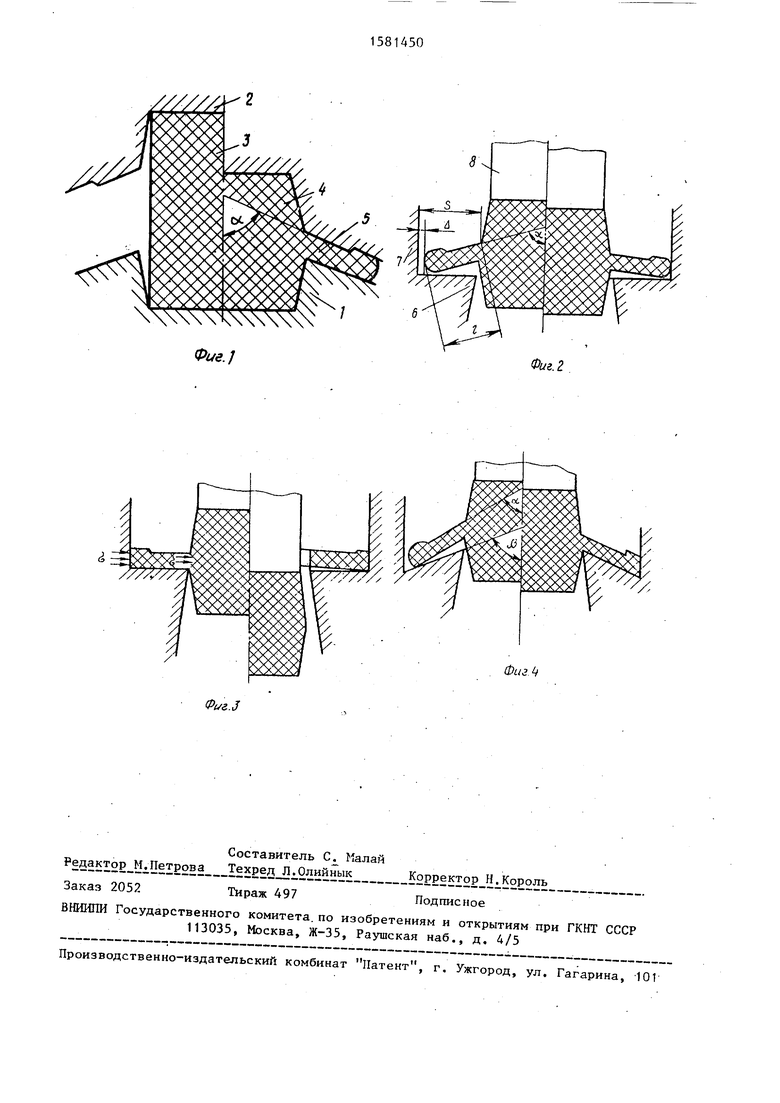
поя (слева) и окончание обрезки облоя (справа); на фиг. 4 - начальное положение поковки с обрезной патрицей с выпуклой упорной поверхностью (слева) и положение поковки в момент перед обрезкой (справа). Способ осуществляют следующим образом.
В штамп (фиг. 1, слева), включающий нижнюю 1 и верхнюю 2 половины, образующие соответствующий форме получаемого изделия ручей и наклонную к оси облойную канавку, помещают исходную заготовку 3, которую штампуют до получения поковки 4 с обло- ем 5, наклонным к ее оси под острым углом с/(фиг. 1, справа). Затем отштампованную поковку помещают в обрезную матрицу 6, снабженную элементом 7 поперечного подпора (фиг. 2, слева), упирая облой в матрицу со стороны острого угла. Поскольку от штамповки к штамповке ширина облоя несколько колеблется, то между ним и элементом 7 поперечного подпора должен быть предусмотрен зазор А, обеспечивающий свободную загрузку поковки в обрезную матрицу. Затем пуансоном 8 начинают перемещать поковку в направлении обрезной матрицы 6, производя отгибание облоя, свободное до выборки зазора и , посл чего (фиг. 2, справа) облой упира-. ется в элемент 7 поперечного подпо- . ра и на оставшейся части рабочего хода происходит уже не свободное, а стесненное отгибание. В результате поперечного подпора облой вынужден укорачивать свою первоначальную ширину 1, т.е. сжиматься. В результате в момент касания режущей кромки матрицы (фиг. 3, слева) облой по всей толщине охватывается напряжениям сжатия, большими в верхней части и меньшими в нижней части, так как последняя сначала удлиняется, а лишь затем укорачивается. Такое распределение напряжений приводит за счет сжимающих напряжений к значительному повышению чистоты отделения при дальнейшем ходе пуансона (фиг. 3, справа Поскольку в верхней части облоя к моменту отделения достигается значительное сжатие, то это предотвращает затягивание облоя в зазор между J пуансоном и матрицей даже при износе последней, так как затягивание требует еще большего сжатия в
0
.
5
0
15
Ю
35
40
45
50
этой части, а оно и без того достаточно велико. В результате получается чистая поверхность среза, практически не требующая доработки.
Для гарантированного обеспечения на части рабочего хода именно стесненного отгибания необходимо, чтобы ширина облоя 1 (фиг. 2 слева) превышала расстояние S, равное из геометрических соображений л+ l-sinof. Тогда при отгибании облой неизбежно упирается в элемент 7 поперечного подпора. Таким образом, 3 + + 1- sinrt , откуда (1 - sinod .
Облой должен быть наклонен к оси поковки под углом, находящимся в пределах oi 85°. При меньших значениях углов в процессе отгибания наблюдаются разрывы за - сенца, а иногда потери его устойчивости в виде выпучивания или преждевременное отделение поковчи, что снижает эффект повышения качества, а при больших значениях величины сжимающих напряжений от стесненного отгибания не достигают величин, достаточных для заметного повышения качества срета.
Поскольку угол наклона облоя влияет на усилие штамповки и заполнение полости штампа, т.е. может являться величиной, самостоятельно оптимизируемой при штамповке и выходящей за установленные выше пределы, то в последнем случае необходимо поверхность обрезной матрицы, в которую упирают облой, выполнять выпуклой в сторону облоя (фиг. 4, слева) под углом наклона /з образующей к оси, удовлетворяюгцим условию of Ј /3 40°, что уменьшает величину последующего отгибания облоя при отделении до допустимых пределов (фиг. 4, справа). При этом из приведенных выше соображений для обеспечения эффективного отделения необходимо, чтобы разница углов наклона образующей поверхности матрицы и облоя к оси удовлетворяла условию 5 ° Ј /Ь -о/ ИЗО0.
Пример. Получили бочкообразные изделия, аналогичные показанно- му-на фиг. 3 (справа), имевшие диаметр верхнего и нижнего оснований 55 20 мм, а наибольший диаметр средней части - 25 мм при общей высоте 30 мм. Исследовали заготовки из следующих материалов: сталь 10, алюминиевый
51
сплав АВ и медь М 1. Для сравнения осуществляли получение базовым спо собой, в качестве которого принят прототип.
По базовому способу, согласно которому заусенец получали без наклона к оси,т.е. перпендикулярным к н после отделения чистота поверхности месте отделения не превышала 3 ква- .титет, а на изделии из сплава АВ наблюдались вырывы. Такая поверхность требовала дальнейшей доработки. При штамповке получали заусенец максимальной шириной 10 мм и толпденой 1 мм.
Согласно изобретению был выбран угол наклона облоя о( 75°. Для 1 10 мм по предлагаемому соотношению нашли, что Л ГО,34 мм. Выбрали /J 0,2 мм, так как чем меньше Л, тем больше поперечный подпор и, соответственно, чище поверхность среза. После обрезки облоя установл
но, что чистота поверхности среза у изделий из стали 10 соответствовала 7 квалитету, а у изделий из АВ и ГЦ - 6 квалитету и была не хуже чистоты остальных штампованных поверностей, т.е. в доработке не нуждалась.
При выборе d 86° установлено, что из десяти штук изделий из каждого материала лишь у четырех штук из стали 10 поверхность среза соответствовала 4 квалитету, из Ml - лишь у трех штук, а из АВ - лишь у двух штук. У остальных изделий чистота среза соответствовала 3 квалите- ту, т.е. такой угол недостаточен для обеспечения существенного эффекта по сравнению с базовым способом. При выборе ol 85 ° качество среза у всех изделий улучшилось до 5 ква- литета. При выборе / 49°у изделий из стали 10 начал наблюдаться разрыв облоя на стадии отгибания, а у изделий из АВ и Ml происходило выпучивание этого облоя. В результате качество поверхности среза не превы- шало 4 квалитета. Поэтому для данных изделий была использована матрица с выпуклой поверхностью, имевшей угол . В результате чистота среза у всех изделий соответствова- -1 6-7 квалитетам.
Таким образом, по сравнению с базовым объектом изобретение позволяет значительно повысить качество и снизить трудоемкость за счет повышения чистоты отделения.
Формула изобретения
где 1 - наибольшая ширина облоя; of - угол наклона облоя к оси поковки.
удовлетворяющим условию 5 ° /3 90Г.
55
матрицы и облоя к оси давления удовлетворяет условию 5 Ј р, - of. 30. t
/////
Фие.
Фиг. 2
Фиг 4
