струменте, что обеспечивает размещение вставки около волновода в узле колебаний. Вставка выполняется из материала с более высокой по отношению к материалу стержня добротностью, а следовательно, и более высокой амплитудой колебаний.
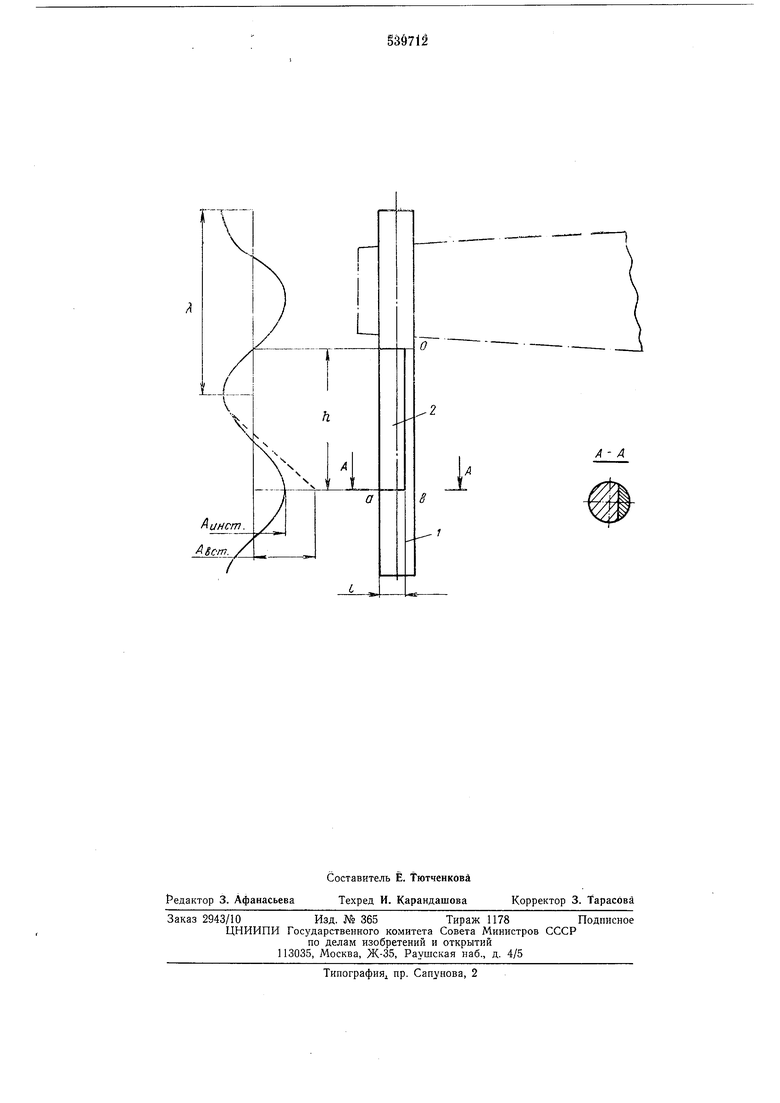
Инструмент 1 со вставкой устанавливают в волновод и настраивают на резонансный режим работы, т. е. закрепляют его в узле или пучности колебаний в зависимости от способа крепления. В. инструменте возбуждают ультразвуковые колебания резонансной частоты, под действием которых в нем распространяется волна с разной величиной амплитуды смещений на торцах вставки 2 и стержня 1 инструмента, что позволяет значительно увеличить амплитуду колебаний на рабочем торце.
Ультразвуковая волна А, распространяющаяся в инструменте, вызывает наибольщее смещение материала в пучностях колебаний. Резонансную вставку закрепляют асимметрично оси инструмента между узлом колебаний и пучностью. При этом материал вставки по отнощению к материалу стержня имеет больщую амплитуду колебаний. Это достигается выбором материала вставки и стержня.
Можно также вставку взять из материала стержня, но ее термически обработать на более высокую твердость. Таким образом, значительно увеличивается добротность материала вставки, уменьшаются потери на внутреннее трение, что приводит к увеличению амплитуды колебаний. Разница в амплитудах колебаний дает величину, которая определяет изгиб оси инструмента.
Для изготовления инструмента изгибных колебаний диаметром 5 мм, длиной 54 мм для ультразвуковой сварки с частотой 60 кгд и с использо)ванием генератора мощностью 100 ВТ выбирают материал стержня - сталь
40Х, вставки - титан. Сегментного сечений вставку высотой мм и толщиной мм соединяют припоем ПСр-40 со стержнем между узлом и пучностью колебаний на расстоянии м.м (длина изгибной волны в инструменте) от рабочего торца инструмента.
Амплитуда А колебаний составит (при соответственной величине амплитуды колебаНИИ стержня АСТ З мкм и амплитуде вставки Авст б мкм)
д д ) (Лвсг- ст) 3 | (6-3)18 Dо
3+11 14 (мкм).
Таким образом, конструкция инструмента позволяет обеспечить при- неизменной величине потребляемой мощности увеличение амплитуды колебаний в зависимости от материала вставки в 5 и более раз, а следовательно, повысить стабильность процесса сварки.
Формула изобретения
Инструмент для ультразвуковой сварки, содержащий сплошной стержень с рабочим торцом, отличающийся тем, что, с целью повышения стабильности процесса сварки, в теле стержня параллельно его оси на расстоянии от рабочего торца, кратном полуволне, размещена вставка, выполненная из материала с более высокой добротностью по отнощению к материалу стержня, при этом длина вставки равна нечетному числу четвертей
волны, распространяющейся в инструменте. Источники информации, принятые во внимание при экспертизе:
1. Волосатов В. А. «Ультразвуковая обработка, Лениздат, 1973 г., стр. 96, рис. 486.
2. Холопов Ю. В. «Ультразвуковая сварка, Л., 1972 г., стр. 44.
о
Ц-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1975 |
|
SU564126A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU965674A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| Устройство для ультразвуковой обработки материалов | 1976 |
|
SU583892A1 |
| Ультразвуковой инструмент для разрезания костных тканей | 1982 |
|
SU1057027A1 |
| Способ возбуждения изгибных колебаний в инструменте | 1973 |
|
SU460897A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1981 |
|
SU990459A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Устройство для ультразвуковой сварки | 1981 |
|
SU946857A1 |
Аиист. А Вот.
А - А
i
