1
J,
Изобретение относится к производству сварочных материалов и может быть использовано для ручной и автоматической сварки 12%-ных хромистых нержавеющих и жаропрочных сталей в машиностроительной и судостроительной промышленности. .
При использовании этих сварочных проволок сварку следует производить с высокой температурой подогрева (до 200-400 с) и после сварки необходимо немедленно осуществлять отпуск сварных соединений. Эта технология сварки является довольно сложной и не всегда может быть выполнена в монтажных условиях.
Поэтому для сварки 12%-ных хроMHCTiiJX жаропрочных нержавеющих сталей необходимо разработать новую сварочную проволоку, обеспечиваю1аую высокую сопротивляемость наплавленного металла образованию холодных трещин при сварке без подогрева или с небольшой температурой подогрева.
Известен состав сварочной проволоки содержащий следующие компоненты, вес.%.
Углерод 0,006-0,03
Кремний О,2-0,6
Марганец 0,3-0,7
11,5-13,5
Хром
3,8-6,5
Никель
0,1-1,0
Ниобий
0,1-0,7
Молибден
0,01-0,1
Иттрий
Железо
Остальное
При сварке сварочной проволокой известного состава обеспечивается удовлетворитель ная сопротивляемость
10 наплавленного металла образованию холодных трещин при сварке с подогревом до -200-250 с.
Однако после сварки необходим высокий отпуск, так как наплавленный металл в состоянии без отпуска имеет низкую пластичность и вязкость.
Известна хромистая ферритная сталь 23для сварочной проволоки, 20 содержащая следующие компоненты, вес.%:
0,01-0,06
Углерод 0,2-0,6 Кремний
0,32-0,68 Марганец 25 хром 14,63-17,8
0,13-0,57
Никель
3,15
Молибдан
0,17-0,75
Титан
0,03-0,04
Азот
30 Остальное
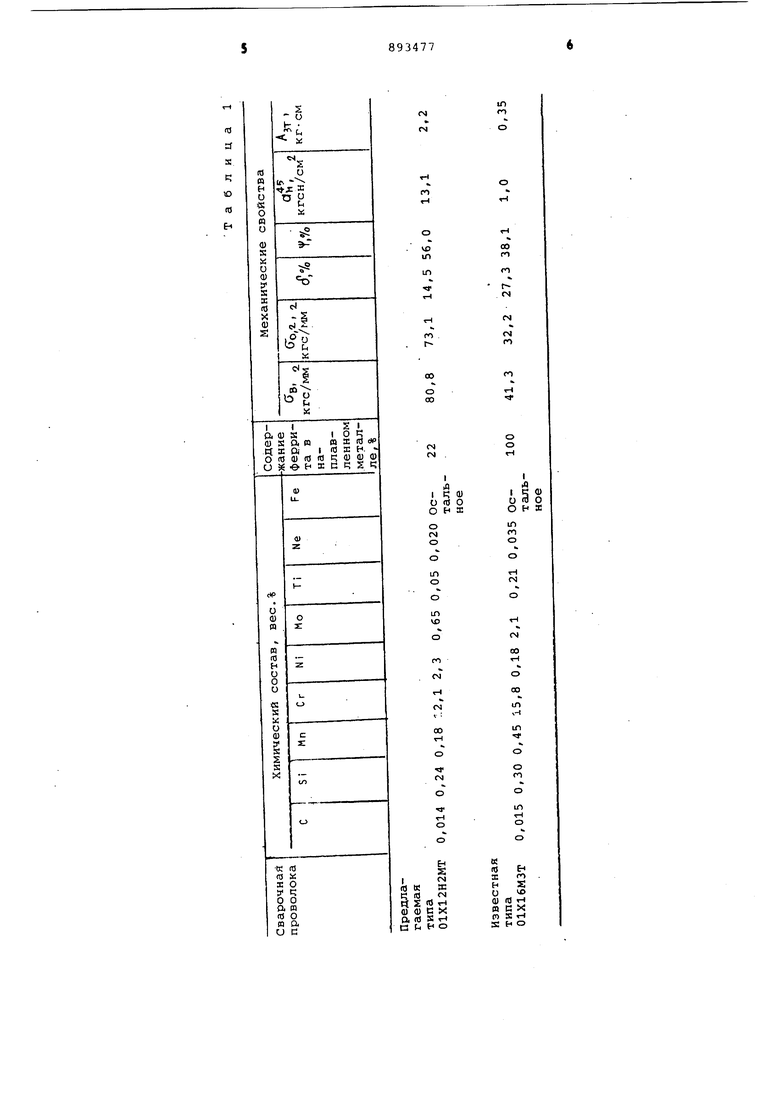
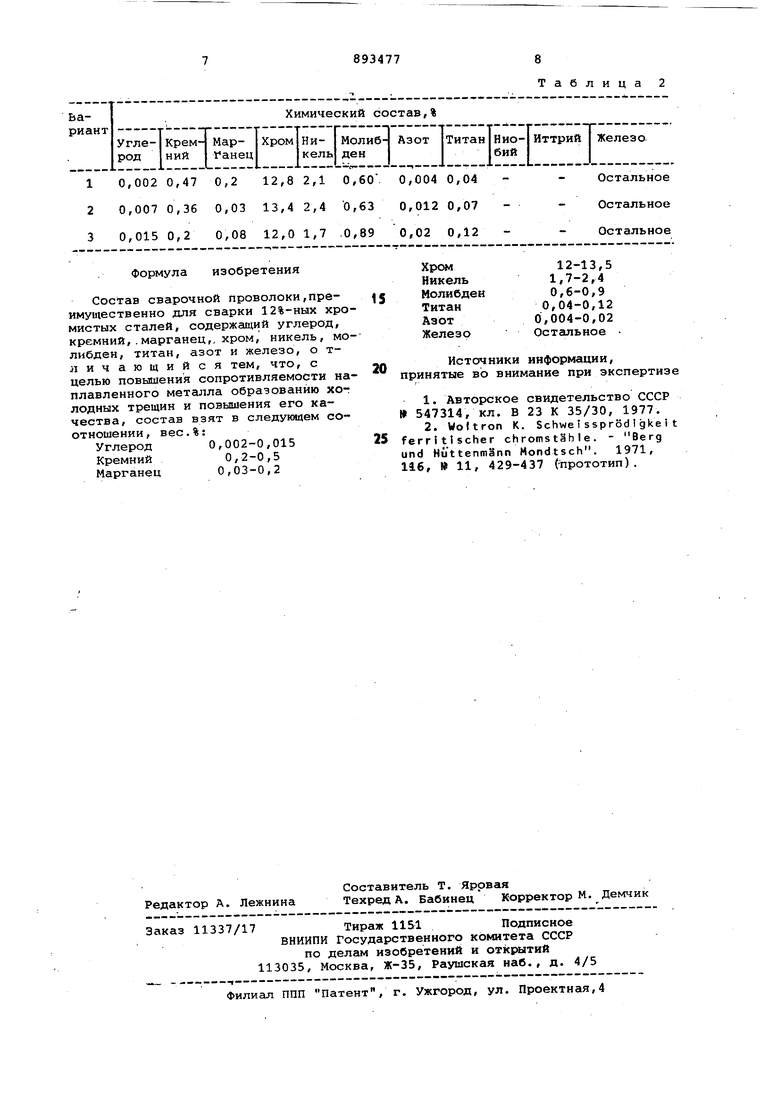
Железо Известная сталь обеспечивает получение чисто ферритной структуры наплавленного металла, которая имеет меньшую сопротивляемость наплавленного металла зарождению холодных трещин и меньшую прочность. Цель изобретения - повышение со.противляемости наплавленного металла образованию холодных трещин и повышения его качества. Для дости- жения указанной цели состав взят в следующем соотношении, вес.%: Углерод О,002-0 015 Кремний 0,2-0,5 Марганец 0,03-0,2 Хром12-13,5 Никель1,7-2,4 Молибден . 0,6-0,9 Титан0,04-0,12 Лзот0,004-0,02 Железо Остальное Наплавленный сварочной проволоко предлагаемого состава металл имеет мартенистно-ферритную структуру. В табл.1 представлены химический состав и механические свойства наплавленного металла (без отпуска), полученного предлагаемой и известно сварочными проволоками. Как видно из таблицы,предлагаема сварочная проволока обеспечивает по .лучение более прочного и более вязк го наплавленного металла с высокой его сопротивляемостью зарождению холодных трещин по сравнению с известной. Наличие титана в количестве 0,04 0,12% позволяет модифицировать наплавленный металл за счет образован карбидов и нитридов титана. Отношение среднего содержания титана (вес в сварочной проволоке к среднему су марному содержанию углерода и азота в ней составляет 3,9, что является опт ималь ным. Модифицирование мартенистно-ферр ного наплавленного металла за счет введения титана приводит к повышени сопротивляемости его образованию хо лодных трещин и к повышению пластических и вязких свойств .его. Снижение содержания углерода до 0,002-0,015% приводит также к повышению сопротивляемости наплавленног металла/образованию холодных трещин Снижение марганца в предлагаемой сварочной проволоке до 0,03-0,2% по воляет уменьшить склонность наплавленного металла к тепловой хрупкост ч процессе эксплуатации сварных сое динений при 400-55СРС по сравнению известной проволокой. Варианты выполнения предлагаемой проволоки приведены в табл.2. Оценка сопротивляемости наплавленHOio металла образованию холодных трещин показывает, что металл, наплавленный с использованием предлагаемой проволоки, обладает высокой сопротивляемостью зарождению и распространению трещины, значительно превосходит металл, наплавленный с использованием известной сварочной проволоки, и что аргоно-дуговую сварку предлагаемой сварочной проволокой можно выполнять без подогрева. Пластические и вязкие свойства металла, наплавленного с использованием предлагаемой сварочной проволоки также существенно выше, чем для металла, наплавленного с использованием известной сварочной проволоки. Металл, наплавленный с использованием предлагаемой сварочной проволоки, в исходном состоянии после сварки (без отпуска) имеет вполне удовлетворительные пластические и вязкие свойства и после отпуска эти свойства несколько повышаются. Это говорит о том, что в целом ряде случаев можно выполнять аргоно-дуговую сварку с использованием предлагаемой сварочной проволоки /без проведения последующей термической обработки (без последующего отпуска). Металл, наплавленный с использованием предлагаемой сварочной проволоки практически не склонен к тепловому охрупчиванию в процессе вьщержки при 500°С в течение 1000 ч. Технико-экономическая эффективность изобретения заключается в значительном повышении сопротивляемости наплавленного металла образованию холодных трещин при изготовлении атомного энергетического оборудования и в значительном уменьшении склонности его к тепловому охрупчиванию в процессе эксплуатации, что приводит к повышению его качества и надежности. Повышение сопротивляемости образованию холодных трещин позволяет выполнять сварку без подогрева. Высокие пластические и вязкие свойства наплавленного металла позволяют полностью отказаться от промежуточных отпусков и для целого ряда узлов вообще отказаться от отпуска. Все это вместе взятое уменьшает трудоемкость, сокращает сроки изготовления оборудования, улучшает условия труда, что и дает значительный экономический эффект. Экономическая эффективность при использовании- предлагаемой сварочной проволоки при изготовлении парогенераторов для установки типа БН-600 из 12%-ной хромистой стали составит примерно 200 тыс.руб.
п
тН
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2429307C2 |
| Плавленый флюс для автоматической сварки | 1980 |
|
SU921736A1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2440876C1 |
| СВАРОЧНАЯ ПРОВОЛОКА | 1992 |
|
RU2036763C1 |
| Проволока для сварки среднеуглеродистых среднелегированных броневых сталей | 2017 |
|
RU2692145C1 |
| Состав сварочного материала | 1991 |
|
SU1780965A1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| Состав сварочной проволоки | 1983 |
|
SU1139599A1 |
| Проволока марки Св-08Х21Н10М2Г4АФБ для сварки высокопрочных сталей | 2022 |
|
RU2796567C1 |
| СОСТАВ СВАРОЧНОЙ ЛЕНТЫ И ПРОВОЛОКИ | 2003 |
|
RU2238831C1 |
I 0 о та о ОНИ
о
п
о
1Г)
гН
о
о
к
&н
(О го
X
s:
н о
VO
0)
шсX
(ОSr-f
кно Вариант- Крем-) MapУгле-1 Крем Гане род НИИ
10,002 0,47 0,2 12,8 2,1 0,60 0,004 0,04
20,007 0,36 0,03 13,4 2,4 0,63 0,012 0,07
30,015 0,2 0,08 12,0 1,7 .0,89 о,02 0,12
Формула изобретения
Состав сварочной проволоки,преимущественно для сварки 12%-ных хромистых сталей, содержащий углерод, кремний,.марганец,, хром, никель, молибден, титан, азот и железо, о тличающийся тем, что, с целью повышения сопротивляемости наплавленного металла образованию хот лодных трещин и повышения его качества, состав взят в следующем соотношении, вес.%:
Углерод 0,002-0,015
Кремний 0,2-0,5
Марганец 0,03-0,2
Таблица
Остальное Остальное Остальное
12-13,5 1,7-2,4 0,6-0,9
н 0,04-0,12 0,004-0,02 Остальное
Источники информации, принятые во внимание при экспертизе
