(54) СПОСОБ СБОРКИ КОНСТРУКЦИЙ ПОД СВАРКУ
Изобретение относится к монтажным работам, в частности к сборке горизонтальных и вертикальных цилиндрических конструкций при монтаже. Известен способ центровки торцовых частей труб при сварке стыка, заключающийся в ус, тановке одной части трубы, подводе другой части и центрировании их друг относительно друга с помощью центрирующих элементов 1 Недостатком данного способа является невозможность I применения его для сборки под сварку частей вертикальных и горизонтальных аппаратов. Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ оборудования, заключающийся в том, что две сопрягаемые части конструкции стыкуют при помощи центрирующих элементов, состоящих из фиксаторов и регулировочных винтов, создают между контактирующими поверхностями фиксаторип и пиитов заданный Шзор и вводят в этот зазор одну из сопрягаемых частей конструкции 2. Недостатком данного способа является его трудоемкость, поскольку при допустимых отклонениях размеров геометрической формы стыкуемых частей конструкции допускаемая наибольшая разность диаметров царг кожуха доменной печи (эллиптичность) составляет 0,003 проектного диаметра царги (т.е. Fpii диаметре 10 м эта величина равна 30 мм), требуется многократная перестроповка стьпсуемой части для ее наведения в жестко закрепленные центрирующие элементы. Крометого, известный способ не позволяет вьшолнить стыковку конструкции с симметричным смещением стыкуемых частей. Цель изобретения - повышение производительности. Указанная цель достигается тем, что в способе сборки конструкщ1Й под сварку, при котором две сопрягаемые части конструкции стыкуют при помощи центрирующих элементов, состоящих из фиксаторов и регулировочных винтов, создают между контактирующими поверхпостями фиксаторов и винтов заданный зазор и вводят в этот зазор одну из сопря1-аемых частей конструкции, указанный зазор устанавливают равным сумме расстояний от базовой поверхности фиксаторов до наружной поверхности и одной из сопрягаемых конструкций и максимально допустимого отклонения от номинального наружного размера другой части сопрягаемой конструкции.
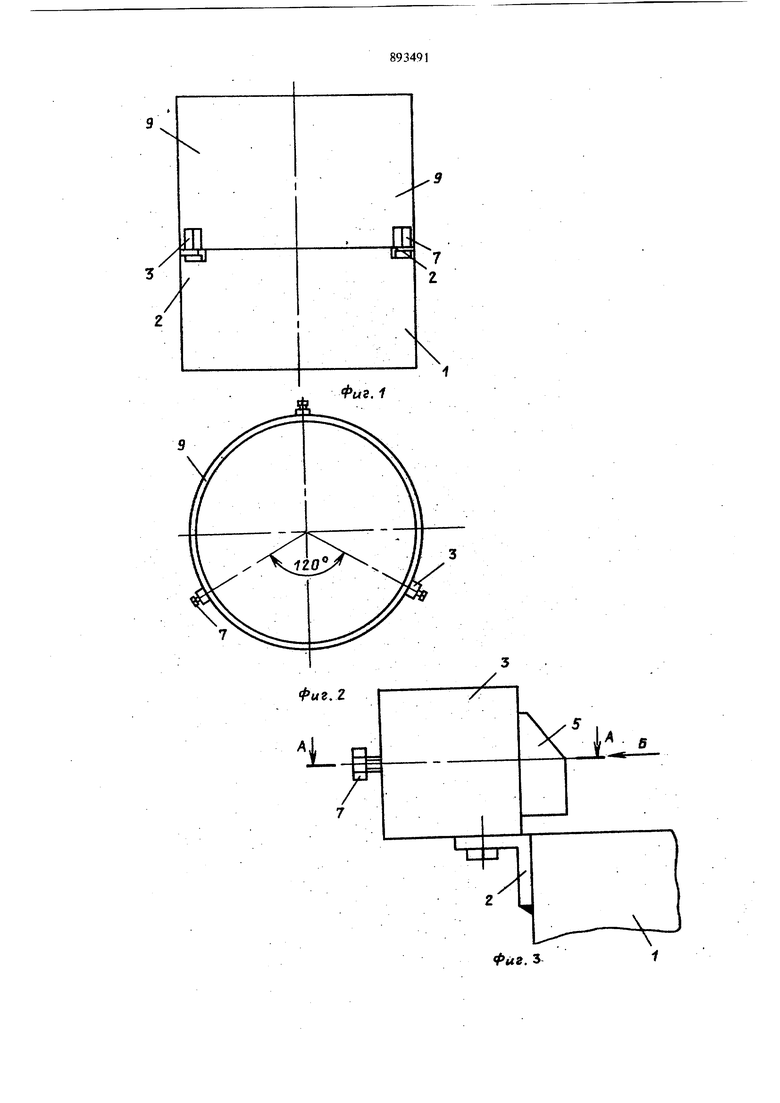
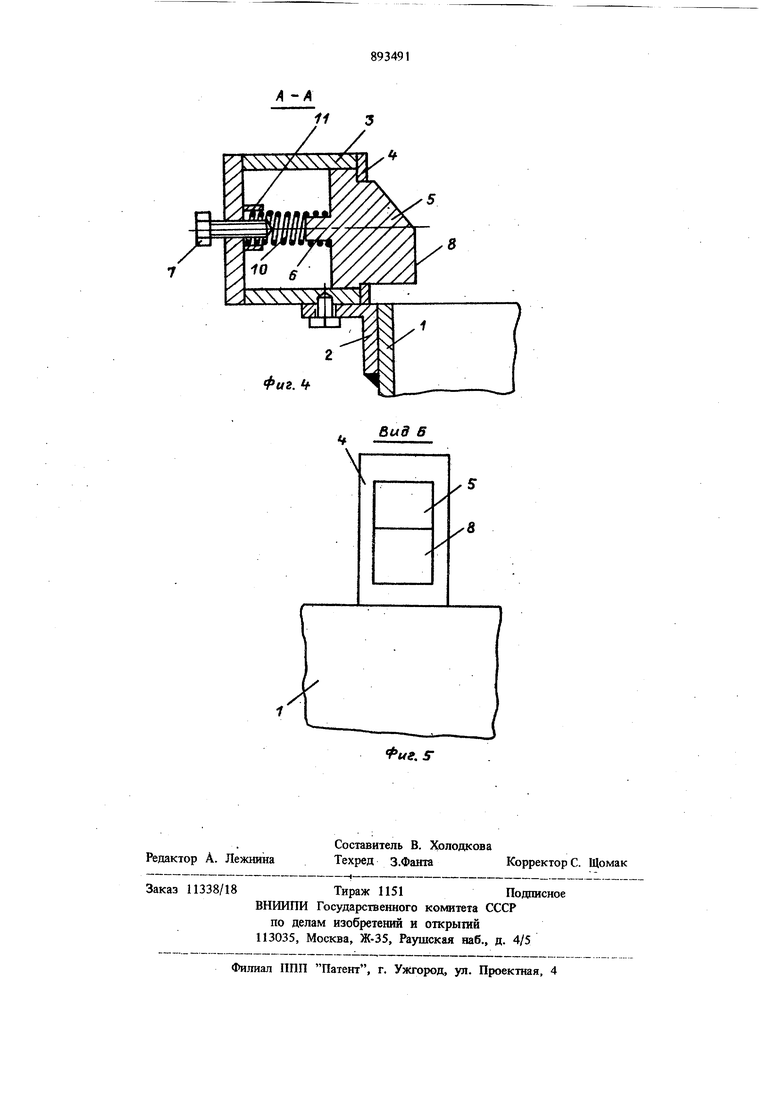
На фиг. 1 показаны стыкуемые части конструкщА, общий вид; на фиг. 2 - то же, вид сверху: на фиг. 3 - центрирующий элемент, закрепленный в верхней части установленной конструкции, общий вид; на фиг. 4 разрез А-А на фиг. 3; на фиг. 5 - вид Б ш фиг. 3.
Способ сборки конструкщш под сварку , осуществляется следующим образом.
Перед началом сборки к одной из частей 1 конструкдаи закрепляют кронштейн 2, на котором крепится корпус 3 центрирующего элемента. В направляющие корпуса 3 через прямоугольное отверстие в передней стенке 4 корпуса 3 подвижно устанавливают фиксатор 5, имеющий в верхней части скос, а в торцовой части - цилиндрический хвостовик 6. В заднюю стенку корпуса 3 соосно цилиндрическому хвостовику 6 фиксатора 5 вворачивают регулировочный винт 7 с градуировкой. Между торцами хвостовика 6 фиксатора 5 и регулировочного винта 7 устанавливают расстояние , равное сумме расстояний от рабочей поверхности 8 ф1{ксатора 5 до наружной поверхности установленной части 1 конструкции и максималыю допустимого отклонения от номинального значения размера геометрической формы устанавливаемой части 9 конструкции. Центрирующих элементов должно быть установлено не менее трех.
После зтого фиксатор 5 отжимают в сторону регулировочного винта 7 так, чтобы рабояая поверхность 8 совместилась с плоскость отстоящей от наружной поверхности установленной части 1 конструкции на величину, равную максимально допустимому отклонению от номинального значения размера геометрической формы устанавливаемой части 9 конструкции (в этом положении регулировочный винт 7 должен упираться в торец цилиндри«еского хвостовика 6 фиксатора 5). Затем фиксатор 5 отускают и он под действием пружины 10, установленной в стакане И, закрепленном в задней стенке корпуса 3, возвращается в исходное положение. Далее, застопорив стыкуемую часть 9 конструкции, ее совмещают с ранее установленной частью 1, в результате чего она воздействует на скос 4 1ксатора 5 и отжимает его в направлении регулировочного винта 7.
Применение предлагаемого спосоОа сборки упрощает процесс стыковки конструкций, так как не требует многократной перестроповки стыкуемой части, и позволяет вьщолнить сборку конструкций с симметричным смещением стыкуемых частей в пределах допускаемых отклонений размеров геометрической формы.
Формула изобретения
Способ сборки конструкций под сварку, при котором две сопрягаемые части конструкции стыкуют при помощи центрирующих элементов, состоящих из фиксаторов и регулировочных винтов, создают между контактиру киодми поверхностями фиксаторов и винтов заданный зазор вводят в этот зазор одну из солрягабмь х частей конструкции, отличающийся тем, что, с целью повышения производительности, указанньй зазор устанавливают равным сумме расстояний от базовой поверхности фиксаторов до наружной поверхности одной из сопрягаемых конструкций и максимально допустимого отклонения от номинального наружного размера другой части сопрягаемой конструкции.
Источники информации, принятые во внимание при экспертизе
и химической промьшшенности. М., Вьющая школа, 1969 (прототип).- .
Фиг, 2 А
Фиг. 1
/
у:
Viб
Фиг. 3
Вид Б
в
/
/
Фиг.зг
