Кроме того, точность и функциональная надежность известных устройств недостаточна, так как при возникновении в зоне контроля толщины биения ленты или при появлении длинных свилей возможны резкие изменения выходного сигнала датчика топшины, которые являются недостоверными, но система их будет компенсировать, что снижает точность ее рабоТы и может привести к аварийным обрывам леитьи
Цель изобретения - повышение точности управления.
Это достигается тем, что предлагаемое устройство снабжено датчиком скорости вращения транспрртирующи.х валков, преобразователем датчика угла поворота, задатчиком угла поворота, блоком вычисления, элементом сравнения, блоком расчета, анализатором и выходным блоком, причем датчик толщины стекла через преобразователь толщины подключен к первому входу регулятора толщины, второй вход которого соединен с задатчиком толщины, третий вход регулятора толщины подключен к первому выходу выходного блока, вькод регулятора толщины соединен с первым входом стабилизированного привода выработоч- ной машины, кинематически и электрически связанного с датчиком скорости вращения транспортирующих валков, выход датчика скорости транспортирующих валков соединен с первым нходом блока вычисления, выход преобразователя температуры подключен к первому аходу блока расчета, выход которого соединен с первым входом элемента сравнения, второй нход которого подключен к первому выходу блока вычисления, второй выход которого подключен к первому входу анализатора, выход которого соединен с первым нходом выходного блока, второй выход которого подключен к первому аходу механизма поворота холодильников, третий выход выходного ока подключен к аходу задатчика утла поворота, выход которого соединен с вторым входом механизма поворота холодильников, который кинематически и электрически связан с датчиком угла поворота, выход которого соединен с аходом преобразователя датчика утпа поворота, выход которого соединен с вторыми входами анализатора и блока расчета, а выход преобразова. теля толщины подключен ко второму входу блока вычисления и к третьему аходу
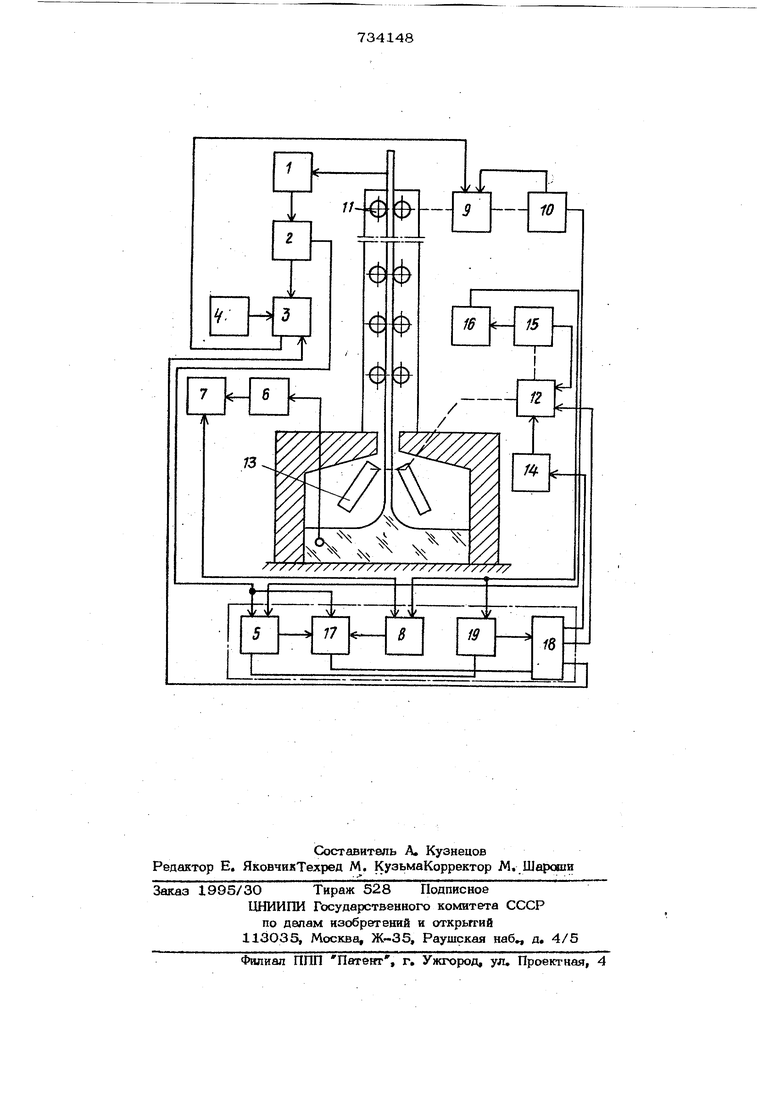
элемента сравнения, выход которого соединен с вторым аходом выходного блока. На чертеже представлено устройство. Оно включает датчик 1 толщины стекла, преобразователь 2 толщины, регулятор 3 толщины, задатчик 4 толщины, блок 5 вычисления, датчик 6 температуры стекломассы, преобразователь 7 температуры, блок 8 расчета, стабилизированный привод 9 выработочной мащинь, датчик 10 скорости.вращения транспортирующих валков 11, механизм 12 поворота холодильников 13, задатчик 14 утла повороте, датчик 15 угла поворота,
преобразователь 16 датчика угла поворота, элемент сравнения 17, выходной блок 18 и анализатор 19.
Устройство работает следующим образом.
При появлении отклонений толщины от заданной задатчиком 4, которые обнаруживаются в элементе 17, и отсутствии отклонений фактора производительности, значение которого вьгшсляется в блоке
5 вычисления, элемент 17 вьщает на выходной блок 18 сигнал включения регулятора 3 толщины, компенсирующего это отклонение изменением скорости вращения стабилизированного привода 9, которая затем поддерживается постоянной по сигналу обратной связи от датчика 10 скорости.
Если в элементе 17 обнаруживается отклонение величины фактора производи-тельности от заданной, то через выходной блок 18 выдается на задатчик 14 сигнал изменения заданного угла поворота холодильников 13 и сигнал включения привода механизма 12 поворота, который поворачивает холодильники до исчезновения разбаланса между сигналами задатчика 14 и датчика IS, компенсируя таким образом отклонение фактора производительности от задания.
Задание по величине значения фактора производительности выдается блоком 8, в котором рассчитьшается его оптимальная величина в соответствии с величинами сигналов преобразователей
7 и 16 и с учетом требований к качеству продукции и состава сырья.
При отсутствии отклонений по толщине в блоке 19 происходит фильтрация текущего значения фактора производительности.
К моменту появления отклонений по толщине на основании сравнения фильтрованного значения фактора производительности Ь текушими выявляются pro резкие скачки, которые соответствуют недостоверным значениям сигнала толщины OT-ript обрааователя 2, так как фактор производ тельности процесса изменяется очень медленно, В этом случае вырабатьтаются сигналы отключения на выходы блока 18 связанные с регулятором 3 толщины и приводом механ зма 12 поворота холодильников 13, Таким образом предотвращаются аварийные обрьшы вырабатываемой ленты стекла, увеличивается точность поддержания параметров процесса и надежность устройства в целом, Формула изобретения Устройство для управления процессом вертикального вытягивания листового стекла, содержащее датчик толщины стек ла, преобразователь толщины, задатчик толщины, регулятор толщины, датчик тем пературв стекломассы, преобразователь температуры, стабилизированный привод вырабоТочной машины, кинематически свя занный с транспортирующими валками, м ханизм поворота холодильников и датчик угла поворота хопод «1ьников, причем вход преобразователя температуры соединен с датчиком температуры стекломассы, отличающееся тем, что, с целью повышения точности управления, оно снабжено датчиком скорости вращения транспортирующих валков, преобразователем датчика угла поворота, с задатчиком угла поворота, блоком вььчисления, элементом сравнения, блоком расчета, анализатором и вьрсодным блоком, причем датчик толщины стекла через преобразователь толщины подключен к первому входу регулятора толщины, второй вход которого соединен с задат чиком толщины, третий вход регулятора 73 86 толщины подключен к первому выходу выходного блока, выход регулятора толщины соединен с первым входом стабилизированного привода выработочной мащины, кинематически и электрически связанного с датчиком скорости вращения транспортирующих валков, выкод датчика скорости транспортирующих валков соединен с первым входом блока вычислення, выход преобразователя температуры подключен к первому входу блока расчета, выход которого соединен с первым входом элемента сравнения, второй вход которого подключен к первому выходу блока вычисления, второй выход ко торого подключен к первому входу анализатора, вь(ход которого соединен с пе увым входом выходного блока, второй выход подключен к первому аходу механизма поворота холодильников, третий выход выходного блока подключен к входу задатчика угла поворота, выход которого соединен с вторым входом механизма поворота холодильников, который кинематически я электрически связан с датчиком угла поворота, вьгход Которого соединен с вводом преобразователя датчика угла поворота, выход которого соединен с вторыми входами анализатора и блока расчета, а выход преобразователя толщины подключен ко второму входу блока вычисления и к третьему входу элемента сравнения, выход которого соединен с вторым входом выходного блока, Источники информации, принятые во внимание при экспертизе 1.Стекло и керамика, 1965, т. 16, № 4, с. 89-93, 2,Авторское свидетельство СССР .N9 4О0531, кл, С 03 В 15/О2, 1971 (прртотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования температуры стекломассы | 1988 |
|
SU1661151A1 |
| Устройство для регулирования скорости вращения тянущих валков | 1980 |
|
SU893907A1 |
| Устройство регулирования скорости вращения тянущих валков выработочной машины для производства листового стекла | 1980 |
|
SU893906A1 |
| Устройство для регулирования натяжения длинномерного материала | 1985 |
|
SU1313795A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Устройство для управления процессом вертикального вытягивания листового стекла | 1985 |
|
SU1315395A1 |
| ЭЛЕКТРОПРИВОД ПЕРЕМЕННОГО ТОКА | 2006 |
|
RU2313895C1 |
| Устройство регулирования межклетевого натяжения на непрерывном стане холодной прокатки | 1982 |
|
SU1037983A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ДВОЙНОГО ПИТАНИЯ | 2006 |
|
RU2320073C1 |