I
Изобретение относится к области метштлообработки и может быть использовано при обработке деталей типа валов и втулок. .
Известен поводковый центр, в корпусе которого установлены базовый конус с рабочим выступом и привод с тягой 1.
Недостатком известного поводкового центра является малая жесткость конструкции и незначительный передаваемый крутящий момент.
Целью изобретен является повышение надежз1ости работы поводкового центра и увеличение передаваемого крутящего момента.
Для достиженил указанной цели центр снабжен регулируемым упором, а рабочий выступ выполнен в виде цанги с внутренней конической поверхностью, предназначенной для взаимодействия с тягой привода, и. зубчатым рифлением на наружиой диаметральной поверхности.
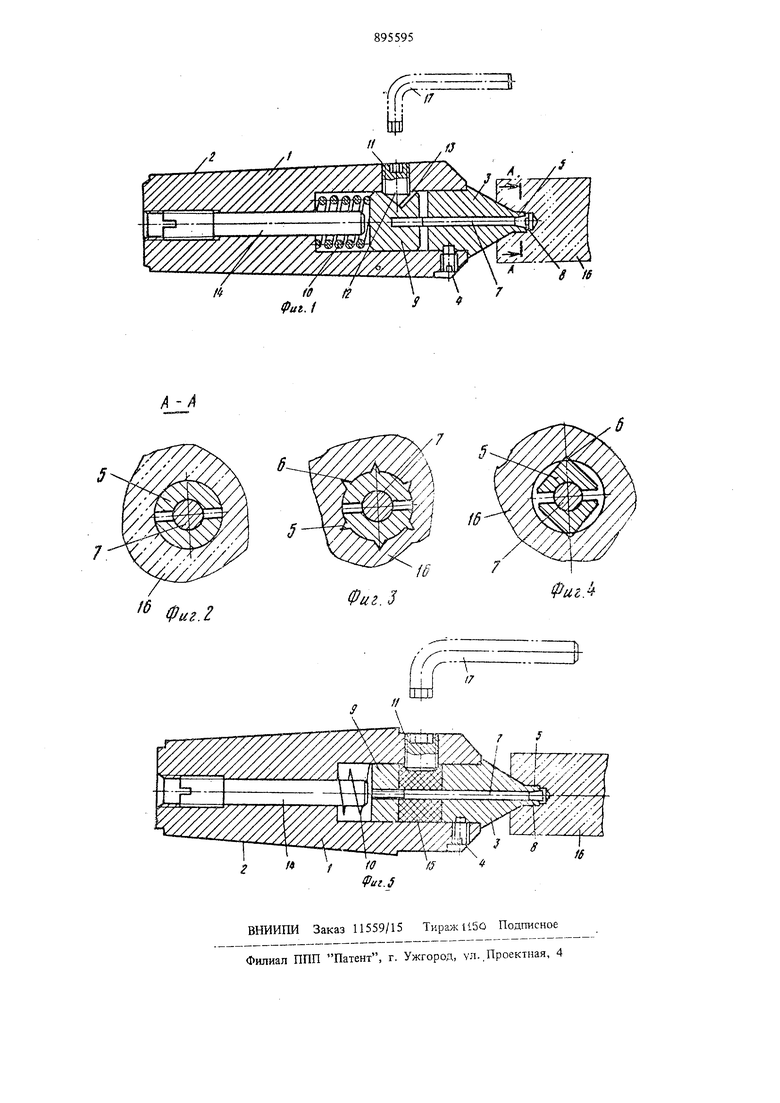
На фиг. 1 изображен описываемый поводковый центр, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - варианты выполнения рабочего выступа; на
2
фиг. 5 - вариант предложенного поводкового центра с гидропластовым приводом.
Поводковый центр содержит корпус 1, на конце которого, предназначенном для установки в шпиндель станка, выполнен установочный конус 2. В передней части корпуса неподвижно закреплен базовый конус 3 посредством винта 4. На базовом конусе выполнен рабочий выступ, flpeдcтaвляющий собой разрезную цангу 5, сопряженную с цилшадрической частью центровоtoго отверстия обрабатываемой детали. может быть выполнена гладкой сили с зубчатылт рифлен11ями 6. Тяга 7, имеющая на переднем конце разжимной конус 8, соединена с приводом 9, уста говленным с возможностью осевого
iS перемещения в центральном отверстии корпуса, и подпружинена пружиной 10.
В корпусе центра установлен нажимной винт И, который своей рабочей частью 12, выполненной в виде конуса, сопряжен с.конус ной выемкой 13 в ползуне. В осевом отверсTiffl корпуса установлен регулируемый упор 14, контактирующий с приводом в его крайнем левом рабочем положении.
3189
Нажимной винт (фи) 5) сопряжен с приводом через упруго-вязкий материал, например гидропластмассу 15, заполняющую полость корпуса между приводом и базовым конусом.
С помощью предлолсенного поводкового
центра закрепляют обрабатываемую деталь 16, для чего используют ключ 17.
Работа поводкового центра осуществляется следующим образом.
Центр установочным конусом 2 закрепляют в .шпинделе станка. В исходном положении на жимной винт 11 находится в верхнем положении, а разрезная цалга 5 освобокэдена от воздействия конуса 8 тяги 7.
Обрабатываемую деталь 16 с помощью пино /ш задней бабки станка поджимают к базовому Koiiycy 3, осуи.(ествляя тем самым ее базирование. При этом рабочий выступ, выпо7ш:еш-1ый в виде разрезной цанги 5,- входит в цилиндрическую часть центрового отверстия детали. После этого вращают ключом 17 нажимной В1шт 11, ввертывая его внутрь корпуса 1. Нажимной В1ШТ 11, воздействуя из привод 9 своей конусной рабочей частью 12 через конусную выемку 13, ось которой в исходном положении смещена относительно оси винта, перемещает гфивод влейо, преодолевая сопротивление пружинь 10. BfvSecTe с пр}П4ОДО1 5 перемещается тяга 7 и разжк шым конусо.; 3 разжимает цангу 5, обеспечивая нсобходи-мое усилие закреп, ,
лепчя детали it.
(| „
В лучл- лшодненш на днамктральнои часгч цйиги :; ведущих зу ;чахь л р фпетш 6, про: сходит ;-;оезание последних i; обрабатываемую
liCpXHocTH tieHTpoHoro OTBepcitiu:.
Аилогита о работает иедущкй центр, пока5aaL.;v а , 5. В этой копструкщш через лфнзо;: 9 на тягу 7 передается значительно
большее усшис зажнма. Это гдостетается благодара on:jO,;ieneHHcMy ссоиюшеиию площадей
сечения .щого вгшта 11 и привода 9, воеприкйглйощого давлечж упруго-вязкой среды (ггугГ НластгдассьО 15, :а;й01К яюи,ей за у кнуту1о угслость, рдзвизаемой 1:±. вкятом,
В конструкщш зсду:::гего использоBai регу1Шруемый упор ограпичмвающЖ рабоЧ :е перемещение пряво/;,а 9 « ирецотвращающий перегрузку цанги 5.
После того, как обрйбатываемая деталь заяршлека ка поводково:-- центре, включают вра- ;Ш
щенке щпинделя ставша и производят ее обработку. Крутящий момент со шпинделя станка передается на корпус 1 через установочный конус 2, винт 4, базовый конус 3, цангу 5.
С цанги 5 враще1ше передается на обрабатываемую деталь за счет силы -трения (гладкая цанга) или за счет зубчатых рифлений 6.
В последнем передаваемый крутящий момент больще по величюге, что позволяет применять ведущий центр при более высоких режимах работы.
По окончании обработки детали станок выключают и вращением ключа 17 вывертывают нажимной винт 11 из корпуса. При этом привод 9 под действием пружинь 10 перемещается вправо вместе с тягой 7, конус 8 освобождает цангу 5. В результате этого деталь 16 оказывается освобожденной от закрепления и после отвода заднего центра ее снимают с базового конуса 3 поводкового центра.
Для обработки деталей, имеющих различные размеры центровых отверстий, базовый конус 3 выполнен сменным.
Рабочий выступ, выполненный в виде цанги, обеспечивает передачу увеличенного крутящего момента. Это об7 ясняется повьнценной жесткостью рабочего выступа, который вместе с тягой представляет замкнутую систему.
Предложенный ведущий центр позволяет вести обработку всей детали за одну установку, что обеспечивает увеличение производительности и повьицение то-птости обработки.
(р о р м у л а изобретения
Поводковый центр, в корпусе которого установлены базовый конус с рабочим выступом и привод с тягой, о т л к ч а ю щ и и с я тем, что, с ДСЛ1.Ю повышения надежности рабо, ты и увеличения передаваемого крутящего момента, центр снабжен регулируемым упором, а рабочий BbiCTjTi вьщолнен в виде цанги с внутренней конической поверхностью, пре,Ш азкаченной для взаимодействия с тягой привода, и зубчатым рифлением на наружной диаметральной поверхности.
Источники шгформащш, принятые во внимание при экспертизе 1. Авторское сввдетзльство СССР № 580062. :кл. В 23 В 3,3/00, 1976 (прототип).
/«
:з
| название | год | авторы | номер документа |
|---|---|---|---|
| Новодковый центр | 1980 |
|
SU963713A2 |
| Поводковый центр | 1979 |
|
SU823007A1 |
| Поводковый центр | 1976 |
|
SU580062A1 |
| Ведущий центр | 1977 |
|
SU677820A1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Поводковое устройство | 1984 |
|
SU1140895A1 |
| Поводковое устройство | 1979 |
|
SU837592A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 1992 |
|
RU2005578C1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Поводковый центр | 1978 |
|
SU692700A1 |