(54) ПОВОДКОВЫЙ ЦЕНТР
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый центр | 1980 |
|
SU895595A1 |
| Разжимная оправка | 1982 |
|
SU1047608A2 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Поводковое устройство | 1979 |
|
SU837592A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Поводковый центр | 1978 |
|
SU692700A1 |
| Цанговый патрон | 1979 |
|
SU776780A1 |
| Ведущий центр | 1977 |
|
SU677820A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
Изобретение относится к области металлообработми, а именно к устройствам для центр(ирования и з акрепления обрабатываемых деталей ка стганках токарной группы и является усовершенствованием известного по авт. ов. № 895595 устройства.
По основному авт. св. № 895595 известен поводковый центр, используемый для пентрироваНИЯ и закрепления обрабатываемых деталей на стайках токарной группы. Этот поводковый центр, в корпусе которого установлены базовый конус с рабочим выстулом и привод с тягой, снабл ен регул;И руемым упором, а рабочий выступ выполнен в виде цанги с внутренней конической поверхностью, предиазначениой для взаимодействия с тягой привода, и зубчатым рифлением на наружной диаметральной поверхности 1.
Недостатком известного устройства является то, что для закрепления o6pia6aтываемых деталей .используется нажимной винт с ручнрлм приводом. Это затрудняет применение центра в автоматизированных станках.
Целью дополнительного нзобретения является автоматизация работы поводкового центра.
Для достижения цели в поводковом центре по авт. св. N° 895595 центральное отверстие корпуса выполнено с переменным сечением по длине, а базовый конус 5 установлен с возможностью осевого перемещения, пр.ичем торцовая поверхность базового конуса, сопряженная с упруговязким материалам, пмеет большую .площадь, чем соответствуюп1ая торцовая .поверхность
10 ползупа привода.
Т.акое выполнение поводкового центра
обеспечивает авто|матическое закрепление
обрабатываемой детали при поджиме ее
центром, установленным в задней бабке
5 станка.
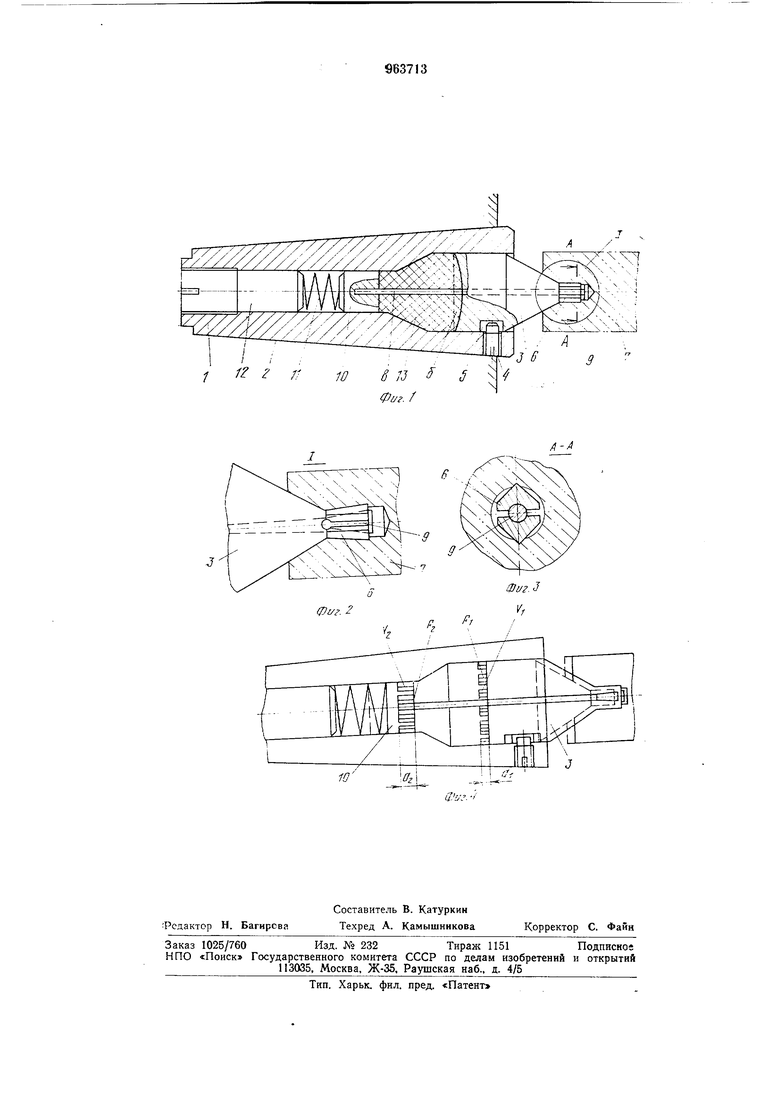
На фиг. 1 изображен поводковый центр,
продольный разрез; на фиг. 2 - узел .1
па фиг. 1; на фиг. 3 - разрез А-А на
фиг. 1; на фиг. 4 - схема работы веду20 щего центра.
Предлагаемый поводковый центр содержа т корпус 1 с установо.ч:ным конусом 2, предназиаченным для закрепления центра в шпинделе станка. В центральном отверс25 тин конуса, выполненном ступенчатым, установлен с возможностью осевого перемещения базовый конус 3, удерживаемый от проворота в корпусе посредством винта 4, размещенного в пазу 5. На переднем конце 30 базового конуса выполнен ведущий выстуя
в виде цаипи 6, предназначелный для взаимодействия с цилиндрической частью центрового отверст1ия детали 7. В базовом коиусе йыиолнено отверстие, в котором подвижно установлена тяга 8, имеющая ц а одном конце конус 9, сопряженный с цангой 6, а другим концом соединенная с нолзуном 10 привода, вынолненным в виде поршня, установленного в наименьшей по диаметру части ступенчатого центрального отверстия корпуса. Ползун иодируж.инен относительно корпуса в направлении обрабатываемой детали пружиной 11, опираюш,ейся на регулировочный винт 12. Замкнутая -полость 13 центрального отверстия, расноложенная между торцами ползуна и базового конуса, имеющая переменное по длине сечение со скругленным профилем, заполнена уп)руговязким материалом типа гидропластмассы.
Площадь торцовой поверхности FI базового конуса, выполненная в виде параболоида вращения, больше соответствующей поверхности р2 ползуна.
Работа предложенного поводкового центра осуществляется следующим образом.
Поводковый цеитр посредством устаиовочного конуса 2 закрепляют в ишилнделг стапка. Обрабатываемую деталь 7 с помощью пиноли задней бабки (не показана) поджимают в направлении базового конуса 3, который нри этом перемещается в центральном отверстии корпуса I. Перемещение базового конуса 3 на расстояние «i передается через гидропласт.массу и сопровождается ускоревньм и большим по велнчине перемещением нолзуна 10. Последпее достигается благодаря тому, что прп постоянстве объемов Vi и V неретекающей в полости 13 среды, определяемых соотношениями Vi - ui FI и 1/2 2 р2, где Я - величина перемещения базового конуса;
uz - величина перемещения поршня; н соотношении площадей торцовых поверхностей ЭТ1ИХ деталей имеет место раа, а 1 У- .
венство
р
Но , следовательно .
-Га
Тяга 8, соединенная с ползуном 10, ускоренно перемещаясь относительно базового конуса 3, конусом 9 раздвигает цангу б, которая, внедряясь в обрабатываемую деталь 7, осуществляет закрепление последней на ведущем центре.
Далее производят механическую обработку детали. При этом вращение на обрабаты-вао.мую деталь передается со шпинделя станка через корпус I, винт 4, стенки наза 5, базовый конус 3, цангу 6.
Параболическая торцовая поверхность б базового конуса обеспечивает равно-мерJioe течение уируговязкого материала в центральном отверстии 13 корпуса.
Для снятия О;бработанной детали ниноль задней -бабкп возвращают в исходное положение. В результате этого базовый копус 3 и ползун 10 с тягой 8 под действием пружины 11возв1ращаются в исходное положение. При этом конус 9, имеющий ускоренное относительно базового копуса 3 перемещение, выходит из сонряжения с .цангой. Последняя сжимается и освобождает обработанную деталь 7, которая снимается с базового конуса 3. Усилие пружины II может регулироваться с помощью винта 12.
Предложенный ведуш,ий центр обеспечивает возможность автоматизации закрепления обрабатываемых деталей, что позволяет применять его не только )Ш универсальиых станках, но также на станках-автоматах. Данный ведущий центр позволяет осуществить обработку деталей типа валов н труб за одну установку благодаря чему повышается его производительность и точность обработки.
Формула изобретения
Поводковый центр но авт. св. N° 895595, о т л и чаю н; и и с я том, что, с целью автоматизации его работы, центральное отведстие корпуса выполнено с переменным сечением по длине, а базовый конус установлен с возможностью осевого перемещения, нричем торцовая поверхность базового конуса, сопряженная с упруговязким материало1М, имеет больщую площадь, чем соответствующая торцовая новерхность ползуна привода.
Источник информации, принятый
во внимание ири экспертизе изобретения.
свидетельство СССР
