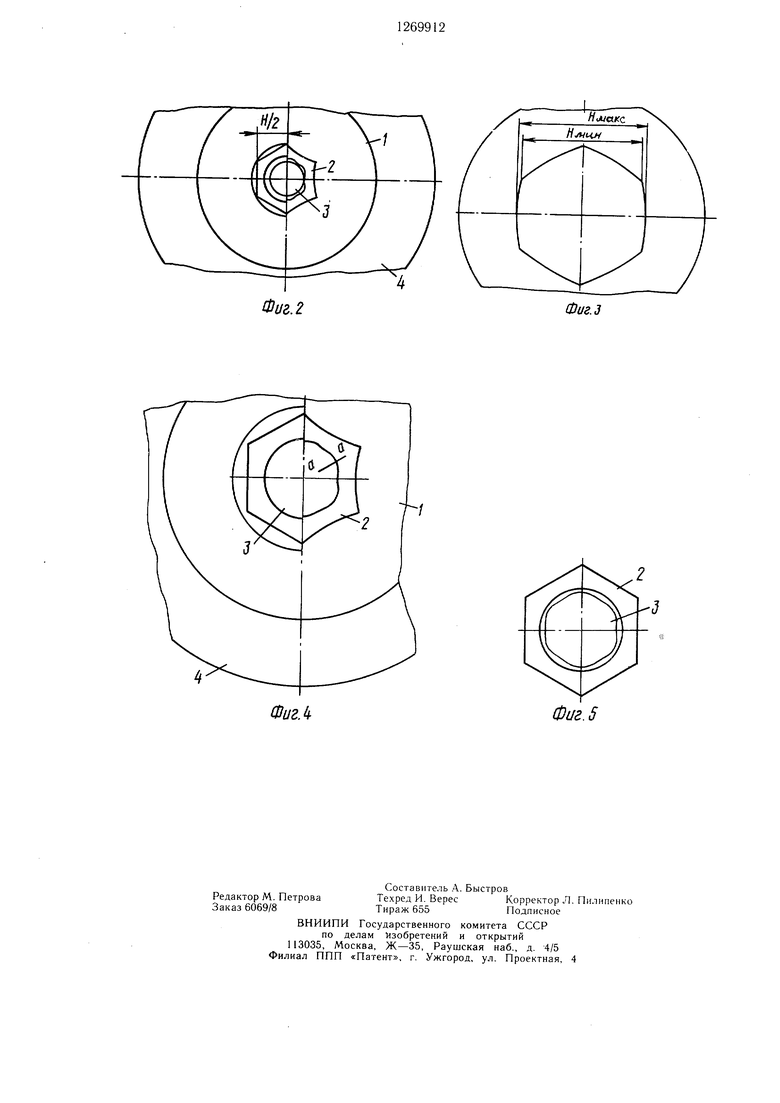
Изобретение относится к обработке метал.пов давлением, а именно к конструкциям пуансонов к штампам для получения изделнй типа инструмента с формообразуюш,ей по;1остью и технологии их изготовления. Цель изобретения - повышение точности получаемых изделий. На фиг. 1 изображена схема деформирования нри получении изделий с полостью; на фиг. 2 - оснастка и пуансон, понеречное сечение (слева - в исходном положении, справа - в конце процесса деформирования); на фиг. 3 - деформированная заготовка матрицы; на фиг. 4 - торец пуансона (слева - в исходном положении, справа после деформирования); на фиг. 5 - гуончч ::vfincoH, поперечное сечение. СпосоО i)c 1цес1вляют следующим обра(. HOMOiiUjio заготовки 1, п;:)едназ,наченк; - дли гк). у1гии5; 13;1,илпй тина инструмента с (Ьорм(Х1бпаз о1цей полостью, производят оГ) пуансона 2, в отверстие ксь Tcpoio установлен еерл ечник 3, в матрице 4 посредством толкателя 5. ilpn глх1уче| ии изделий, с полостью, имеюнксй :; юнеречном сечении вил. ниавильпого ликлоугольника, отверстие в пуансоне выполнено дилиндрическим с кругов 1м сечением. 14 о размер выбирается из выражения где -радиус отверстия; р., - радиус окружности, Biu-icannoii в поперечное сечение пуансона; tt Y: tii.-.соответственно максимальное ра диальное перемещение и радиальное перемещение точек повер.х tiocTH, ограпичивающей полость изделия в HpoH3Bo;njHO выбранном направлении, вызванное уиру|-ой информацией под действн ем рабочей нагрузкм р К - бь- -2,4 (1 - ))р|/б«; Е-предел прочности материала нуапсона; Е -модуль упругоети материала пуапсона; 9 - коэффициент Пуассона; d--зазор между сердечником и поверхностью Kopisyca нуанеона. Благодаря выполнению в пуансоне осевого отверстия уменьшается жесткость последнего и становится возможной его упругая деформация под действием нагрузки, обеепечивающей полное касание деформируемым металлом веей рабочей поверхности (гравюры) пуансона на величину, совпадающую с величиной упругого последствия изделия поеле снятия нагрузки, а по знаку - противоположному последнему. Благодаря выбору величины зазора и размеров отверстия в пуансоне в зависимости от механических свойств его материала -и величины упругой деформации поверхности, ограпичиваюш,ей полость изделия, можно получать необходимую коррекцию размеров полости изделия при сохранении прочности пуапсона. При выпо.шепии сердечника с поперечпым сечепием, размеры которого совпадают с размерами поперечного сечения отверстия пуапеона, помещением его перед обжатием в отверстие корпуса нуапсона и путем пластической деформации сердечника с помощью пуансона, который нагружается посредством обжимаемой за1-отовки неравномерно в соответствии с напряженно-деформируемым состоянием последней, зависящей от формы полости изделия, достигается требуемая деформация сердечника, т.е. по,тучается фасо1Н1ый сердечник, поверхность которого совпадает с поверхностью, ограничивающей отверстие в корпусе иуапсона при заверщении обжатия. Пример. Изготовлеп щтамп для получения из стали ЗХ2В8Ф заготовок матриц для прессования из алюминиевых сплавов шестигранного профиля с расстоянием между гранями 36 мм. Для получения этого нрофиля заготовка матрицы должна иметь каЛ11бруюн1ую часть, выполненную с размером Н 36, мм. Корнус пуанссзна и сердечник изготовлен из стали РбМ 5 HRC 61...63. Корпус пуансона выполнен с размером Н мм. Радиус вписанной окружности в корпус пуансона 18,1 мм. Рабочая нагрузка (р) «; 60 кг/мм. Величина зазора ((5) 0,11 мм. Радпус сердечника г 10,19 мм. В результате обжатия заготовки по пуансону получили откалиброванное изделие с полостью, не требующей дальнейшей обработки, при этом Нма№ 36,24 мм, Нмин 36,21 мм (фиг. 3).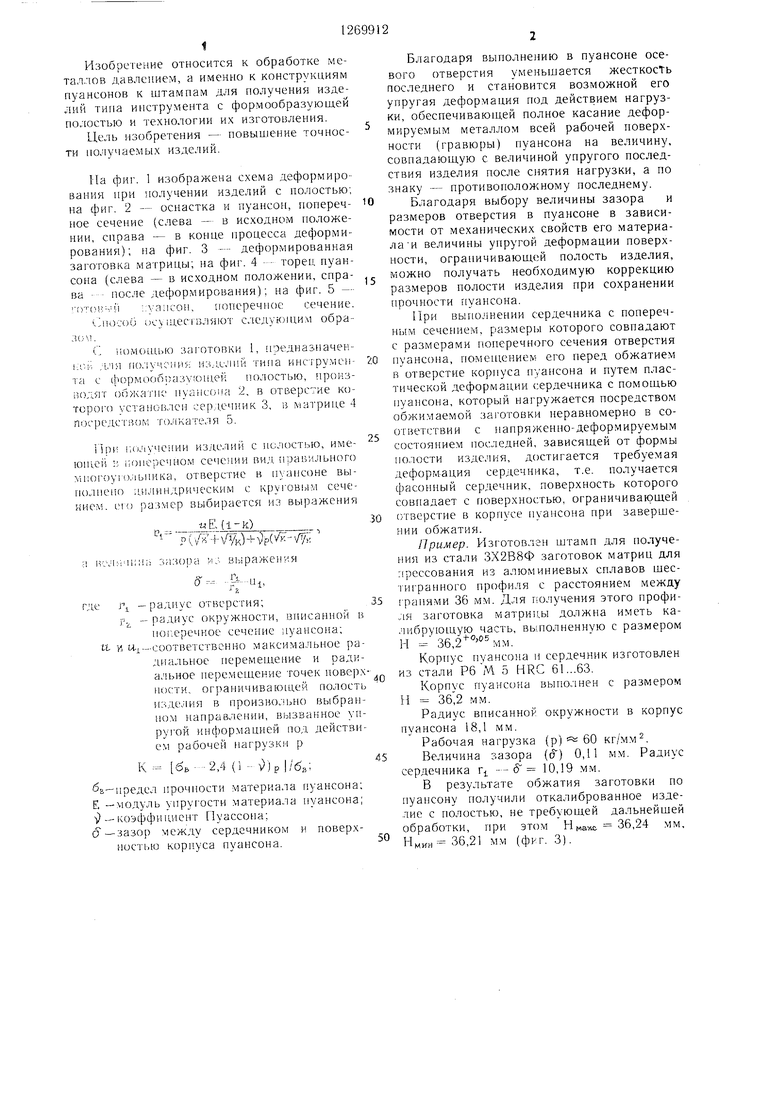
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Способ изготовления деталей типа инструмента | 1982 |
|
SU1117115A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| Способ изготовления изделий типа матричных вставок | 1989 |
|
SU1680431A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| Способ изготовления П-образных деталей | 1989 |
|
SU1750789A1 |
1. Пуансон к штампам для получения изделий типа инструмента с формообразующей полостью, содержащий корпус с рабочей наружной поверхностью, отличающийся тем, что, с целью повышения точности получаемых изделии, корпус выполнен с осевым сквозным отверстием и снабжен сердечником, размещенным в нем с зазором по образующей поверхности. 2.Способ изготовления пуансона к щтампам для получения изделий типа инструмента с формообразующей полостью путем обжатия корпуса пуансона, отличающийся тем, что в корпусе выполняют осевое сквозное отверстие, размещают в нем сердечник с наружной поверхностью, совпадающей с поверхностью корпуса, образующей указанное отверстие, пластически деформируют сердечник, определяют положение сердечника относительно корпуса, извлекают сердечник, подвергают его термообработке, вновь устанавливают его в корпус и фикси руют, ориентируя по ранее определенному положению. 3.Способ по п. 2, отличающийся тем, что сердечник термообрабатывают до твердости, равной твердости пуансона. N3 О5 СО со ГчЭ
| Способ изготовления деталей типа инструментаС фОРМООбРАзующЕй пОлОСТью | 1978 |
|
SU841775A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
