(5) ЦЕПНОЙ КОНВЕЙЕР ДЛЯ ПЕРЕМЕЩЕНИЯ РУЛОНОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку двутавровых балок | 1978 |
|
SU749608A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1980 |
|
SU910519A2 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| УНИВЕРСАЛЬНЫЙ КОМПЛЕКС ДОЛИНСКОГО УКД, СЕКЦИЯ КРЕПИ (ВАРИАНТЫ), ПЕРЕКРЫТИЕ КРЕПИ, ВЫДВИЖНОЙ КОЗЫРЕК, СТАВ, ЛЕНТОЧНЫЙ КОНВЕЙЕР, МЕХАНИЗМ ЦЕНТРИРОВАНИЯ ЛЕНТЫ, УСТРОЙСТВО УПРАВЛЕНИЯ КОНВЕЙЕРА, КОМБАЙН ОЧИСТНОЙ (ВАРИАНТЫ), УСТРОЙСТВО ПОДЪЕМА БАРАБАНА КОМБАЙНА, ПРИВОД ОТБОЙНОГО БАРАБАНА КОМБАЙНА, СПОСОБ ОБЕСПЫЛИВАНИЯ РАБОЧЕГО ПРОСТРАНСТВА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МАНИПУЛЯТОР ОЧИСТНОГО КОМПЛЕКСА, ЛЕСТНИЦА СТОЕЧНАЯ | 1997 |
|
RU2130554C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Роликовая закалочная машина | 1980 |
|
SU1035073A1 |
| Устройство для поштучной подачипРяМОугОльНыХ зАгОТОВОК | 1979 |
|
SU804558A1 |
| СБОРНО-РАЗБОРНЫЙ КОНТЕЙНЕР | 2014 |
|
RU2556502C1 |
| Пакетировочная машина для сортового проката андриенко | 1976 |
|
SU604602A1 |


Изобретение относится к обработке металлов давлением и, в частности, может быть использован в широкополосных станах горячей прокатки.
Известен конвейер для перемещения рулонов, содержащий две непрерывные цепи тележек, надетые на холостые и приводные звездочки. Верхние ветви цепей катятся роликами тележек по направляющим балок. Нижние ветви со стороны холостой звездочки перемещаются по опорным роликам, со стороны приводной звездочки они свободно провисают. Несущие тележки выполнены с плоским верхом, что вызвана необходимостью установки на них рулонов в вертикальном положении 111. .
Однако в процессе эксплуатации вызывает затруднение смазка ходовых роликов тележек цепи. Автоматы для смазки цепей практически не работают. Смазка при действии высокой температуры выгорает. Ходовые ролики заклиниваются, что ведет к увеличению сопротивления движения цепи. Кроме того, конвейер требует частого ухода и ремонта.
Известен также конвейер горячекатанных рулонов, содержащий продольные балки секций из двутаврового сортового проката с опорами, опорные ролики, установленные в опорах продольных балок, приводные и неприводные звездочки и цепи L21.
10
Недостатки известного конвейера заключаются .в следующем.
Двутавровые балки, из которых изготавливают продольные балки, имеют недостаточную изгибную жесткость.
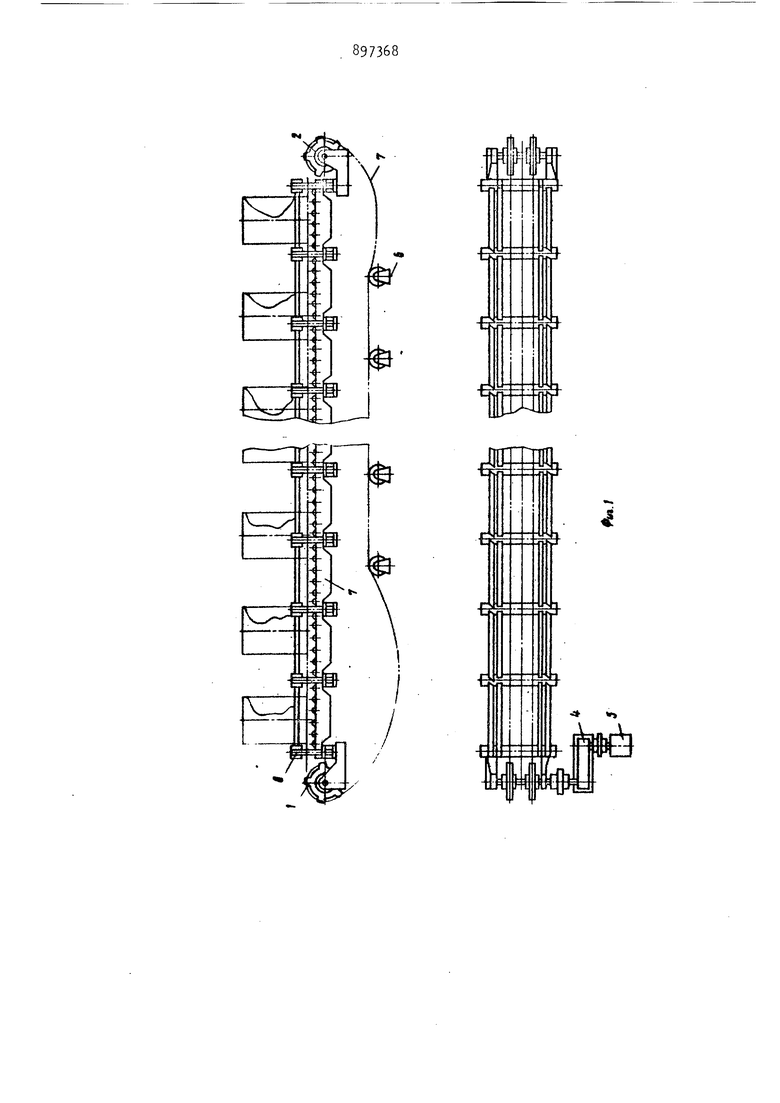
15 Прогибы в продольных балках вызывают дополнительные сопротивления движению груза. Исходя из требования же-. сткости, продольные балки выполняют более короткими, что ведет к увели20чению количества в стеллаже стыков и количества поперечных балок, на которых устанавливаются .продольные балки. Все это ведет к увеличению 8 веса металлоконструкции конвейера, а также приводит к увеличению трудо емкости изготовления. Кроме того, бочки опорных роликов расположены между полками двутавровых балок, а подшипниковый узел ролика - на полке балки, что вызывает увеличение расстояния между опорами роликами и соответственно, увеличение изгибаю щего момента в ролике. Увеличивается диаметр и вес оси ролика. Опорные ролики жестко соединены с продольной балкой болтами, поэтому затруднена замена роликов во время ремонта. Недостатком известного конвейера является также большое сопротивление движению цепей, так как цепи перемещаются по общим (для двух цепей) опо ным роликом. Наблюдается проскальзывание одной из цепей относительно второй цепи. Целью изобретения является облег чение условий обслуживания. Указанная цель достигается тем; что в цепном конвейере для перемещения рулонов, содержащем продольные балки секций из двутаврового сортового проката с опорами, опорные роли ки, установленные в опорах продольных балок, приводные и неприводные звездочки и цепи, ролики расположены над балками, а опоры роликов выполнены за одно целое с балками. Ролики закреплены в опорах посредством замкового соединения. На фиг. 1 показан конвейер, горячекатанных рулонов, общий вид; на фиг, 2 - то же, поперечный разрез; на фиг.-З - отдельная роликовая секция стеллажа (с продольными и поперечными балками); на фиг. - конструкция продольной балки с общей опорой для роликов; на фиг. 5 попереч ная балка. Конвейер состоит из приводных 1 и холостых 2 звездочек, цепей 3 привода k и электродвигателя S, боковых направляющих 6. Стеллаж конвейера роликовый и состоит из отдельных сек ций (фиг. 3). Секция стеллажа конвейера состоит из продольных 7 и поперечных 8 балок. Продольная балка выполнена из двутавра Э, к верхней полке которого приваривается по всей длине общая опора 10 для роликов. В опоре выполнены гнезда 11 для захода осей. Концы осей роликов имеют уступы 12, которыми они с гнездами опор 4 11 образуют замковое легкоразборное соединение. Поперечная балка 8 выполнена совместно со стойками 13, к которым крепятся боковые направляющие из рельс. Опорный ролик (фиг. З) состоит из оси , подшипников 15 и двух бочек 16. Подшипник фиксируется в бочке пружинными, кольцами 17. Продольные балки 7 устанавливаются на поперечные балки 8 и связаны между собой стержнями 18. Выполнение продольной балки из двутавра сортового проката совместно с общей опорой для роликов даст возможность увеличить момент сопротивления изгибу до 30% по сравнению с известной двутавровой балкой. Поэтому можно увеличить длину секции и сократить количество поперечных балок и стыков в стеллаже конвейера. Упрощается изготовление и сокращается количество крепежа. Высота опоры равна половине диаметра бочки ролика, что дает возможность размещать ролик над двутавром и, следовательнЪ, уменьшить ширину стеллажа и длину ролика. Выполнение двутавра сортового проката совместно с общей опорой для роликов и расположение общей опоры посередине полки позволяет увеличить прочность продольной балки и оси ролика и, следовательно, уменьшить металлоемкость конвейера. Экономическая эффективность ориентировочно равна Во тыс. руб. Формула изобретения 1. Цепной конвейер для перемещения рулонов,содержащий продольные балки секций из двутаврового сортового проката с опорами, опорные ролики, установленные в опорах продольных балок, приводные и непривсЗ дные звездочки и цепи, отличающийс я тем, что, с целью облегчения условий обслуживания, ролики расположены над балками, а их опоры выполнены за одно целое с балками. 2. Конвейер по п. 1, о т л и ающийся тем, что ролики зак5897368в
реплейы в опорах посредством замково- М. . Машиностроение, 1972, с. 330, го соединения.рис. 157, 158.
Источники информации,кое оборудование широкополосных стапринятые во внимание при экспертизе s нов горячей прокатки. М., Металлур1. Химич Г. П, Механическое обо- гия, 19б2, с. 209, рис. 168, 1б9 рудование цехов холодной прокатки. (прототип).
ш
/7
Фиг.
