(5) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ.ПОДАЧИ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачипРяМОугОльНыХ зАгОТОВОК | 1979 |
|
SU804558A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1981 |
|
SU1013371A2 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Нагревательная печь | 1986 |
|
SU1435911A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
I
Изобретение относится к области изготовления строительных металлоконструкций, может быть использовано в любой отрасли промышленности, где дребуется поштучная подача прямоугольных длинномерных заготовок из пачки или из стопы, и является усовершенствованием известного по авт. св. № устройства.
По основному авт. св. Г 804558 известно устройство для поштучной подачи прямоугольных заготовок, содержащее установленные на станине подъемный стеллаж для заготовок, расположенные над ним толкатели и контейнер из горизонтально и вертикально смонтированных роликов, дополнительный стеллаж с упором для заготовок, установленный за подъемным стеллажом по ходу технологического процесса параллельно конвейеру, и дополнительные толкатели с направ.ляющими, расположенными под дополнительным стеллажом, перпендикулярно основным
толкателям. Основные толкатели снабжены одноплечими качающимися рычагамиГП.
Прямоугольные заготовки незамкнутого профиля, например швеллеры,поставляются в заводской упаковке, уложенными друг в друга. Рычаги основных толкателей позволяют снимать только верхний ряд швеллеров, уложенных полками вниз. Следующий ряд швел10леров, уложенных полками наверх, снять невозможно, так как пpoфи ь незамкнут. Этот недостаток требует переупаковки швеллеров с их укладкой полками вниз, что усложняет по15дачу заготовок на следую11.1ую технологическую позицию, а также требует дополнительных рабочих, что сужает технологические возможности устройства.
20
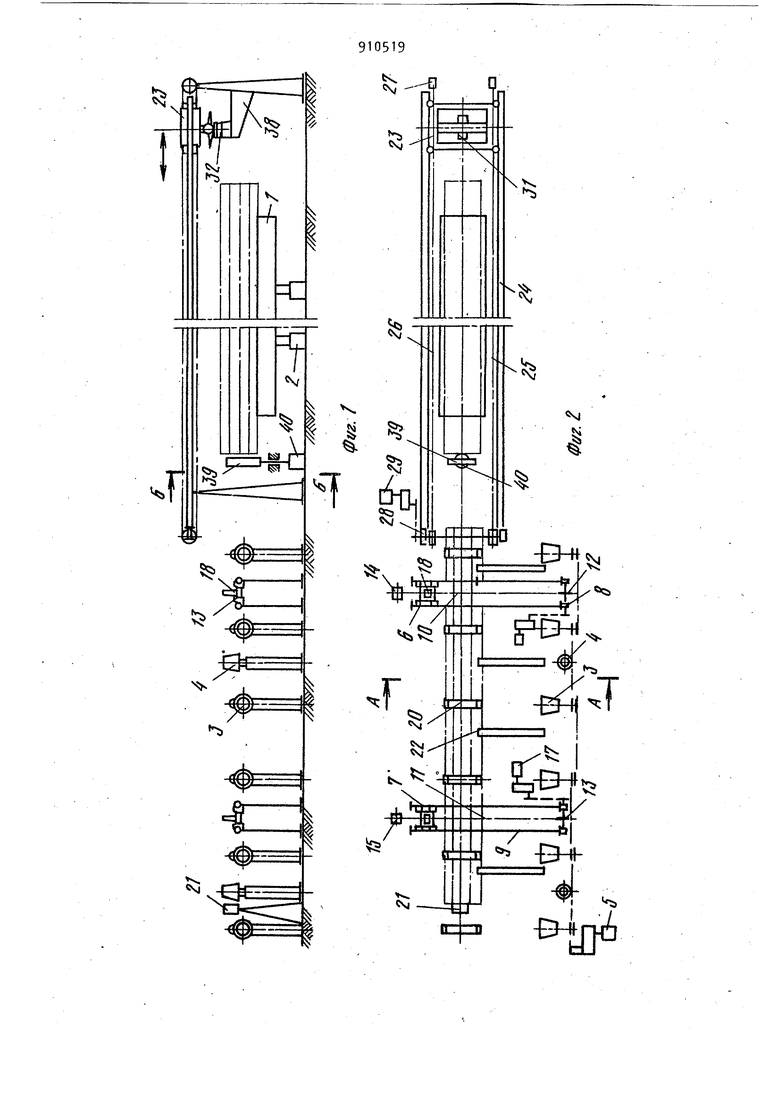
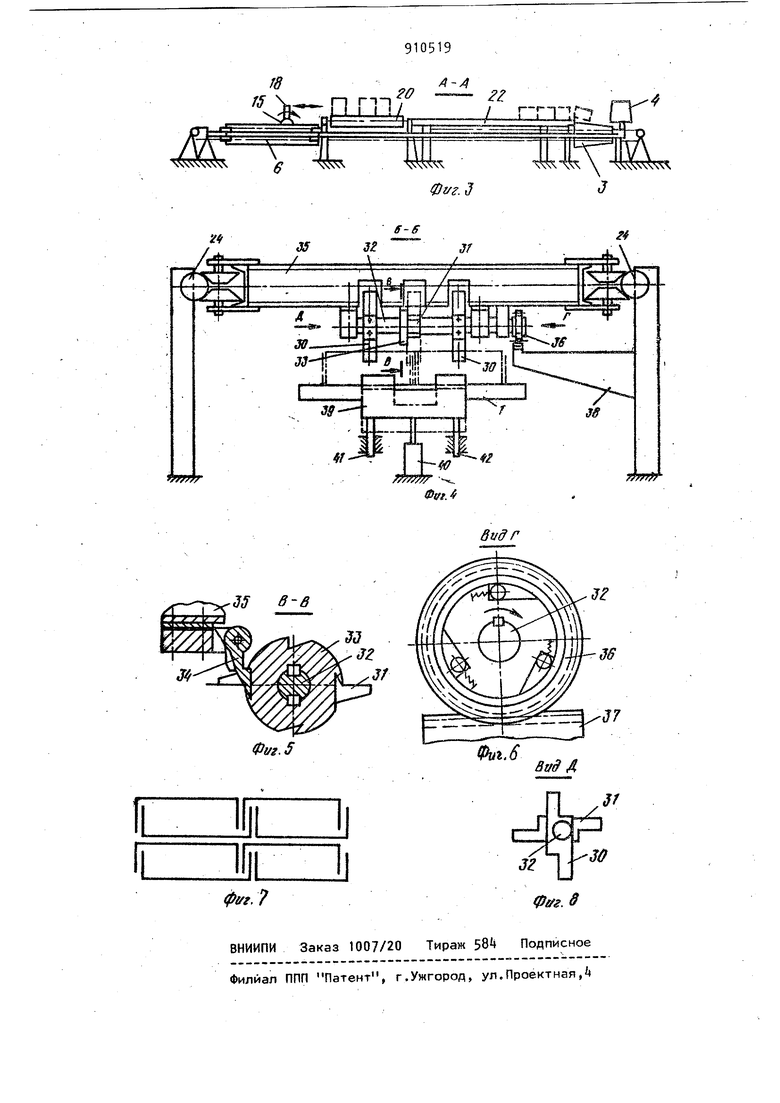
Целью дополнительного изобретения является расширение технологических возможностей. 3 Цель достигается тем, уто устройство для поштучной подачи прямоугояь ных заготовок по авт. св. № имеет вал, несущий на одном из концов обгонную муфту с зубчатой поверх ностью и контактирующую с ней зубчатую рейку, и подъемно-опускной упор, установленный за подъемным стеллажом и выполненный U образной формы, при этом основание толкателя представляет собой двуплечие рычаги, установленные на валу перпендикулярно один другому. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 разрез А-А на фиг. 2; на фиг. k - разрез Б-Б на фиг. 1 ; на фиг. 5 разрез В-В на фиг. ; на фиг. 6 - вид Г на фиг. 4 на фиг. 7 схема укладки швеллеров в пачку; на, фиг. 8 - вид Д на фиг. (опора вала условно снята). Устройство для поштучной подачи прямоугольных заготовок содержит установленный на станине подъемный стеллаж 1 для заготовок. Подъемный стеллаж 1 осуществляет движение вверх-вниз с помощью силового цилинд ра 2. Параллельно геометрической оси подъемного стеллажа 1 расположен конвейер, выполненный из горизонтал ных 3 и вертикальных 4 роликов. Ролики 3 и А выполнены коническими, угол между их образующими составляет 90 и большее основание горизонталь ных роликов обращено в сторону подъ емного стеллама 1. Горизонтальные ролики 3 имеют привод 5, вертикальные конические ролики k являются не приводными. Перпендикулярно оси конвейера расположены толкатели, выполненные в виде двух приводных Катковых тележек 6 и 7- Катковые тележки 6 и 7 перемещаются по направляющим 8 и 9 цепями 10 и 11, огибающими приводные звездочки 12 и 13 и натяжные звездочки 1 и 15 от приводов 16 и 17. Каждая катковая тележка снабжена рычагом 18, поворотным вокруг горизонтальной оси 19. За подъемным стеллажом.1 по ходу технологического процесса и параллельно конвейеру установлен дополнительный стеллаж в виде неприводных роликов 20, являющийся продолжением подъемного стеллажа 1. На конце дополнительного стеллажа установлен -4 жесткий упор 21. Между дополнительным стеллажом для заготовок и конвейером установлены поперечные балки 22. Чад подъемным стеллажом 1 установлен толкатель 23 параллельный оси конвейера. Толкатель 23 выполнен в виде Катковой тележки, перемещающейся по направляющим 2А с помощью цепей 25 и 26, огибающих натяжные звездочки 27 и приводные звездочки 28 от привода 29. Катковая тележка 23 имеет двуплечие рычаги 30, а также двуплечий рычаг 31, смонтированные на общем валу 32. При этом рычаг 31 повернут относительно рычагов 30 на 90°. Совместно с рычагом 31 на вал 32 установлено храповое колесо 33, стопорящееся собачкой 3, смонтированной на корпусе 35 тележки 23. На конце вала 32 смонтирована обгонная муфта 36, на корпусе которой нарезаны зубья, входящие в зацепление с рейкой 37, установленной на кронштейне 38 в начальной позиции основного толкателя 23. Упор 39 и обрэзной формы выполнен подъемно-опускным от силового цилиндра ЙО. Перемещается упор по направляющим k и 2. Устройство работает следующим образом. На подъемный стеллаж 1 мостовым краном укладывается пачка заготовок (заготовки изображены штрих-пунктирными линиями), состоящая из вертикальных и горизонтальных рядов. В том случае, если заготовки незамкнутого профиля (швеллер), то пачка заводской упаковки уложена,как показано на фиг. k и 7, т.е. швеллер в швеллер. По команде оператора с пульта подъемный стеллаж 1 опускается в крайнее нижнее положение. При этом поступает команда на датчик (не показан) для пуска Катковой тележки 23 вперед. Перемещаясь в сторону конвейера, катковая тележка 23 рычагами 30 снимает весь верхний ряд заготовок и подает его по неприводным роликам 20,до жесткого упора 21. При этом упор 39 находится в верхнем положении и удерживает от сдвига оставшиеся ряды заготовок. При движении Катковой тележки 23 вперед рычаги 30 удерживаются от поворота собачкой 3, упирающейся в храповое колесо 33, насаженное на вал 32. Поворот
59
рычагов 30 на 90 на валу 32 происходит при движении тележки 23 назад к исходному положению, когда обгонная муфта 36 своими зубьями входит в зацепление с рейкой 37. В исходном положении тележки 23 рычаг 31 займет положение, показанное на фиг. k штрих-пунктирной линией, а рычаги 30 - горизонтальное. Датчик (не показан) упора 21 отключает привод 29 катковой тележки и дает следующие команды: движение катковой тележки 23 назад в исходное положение, опускание упора 39, который займет положение, показанное на фиг. k штрихпунктирной линией и пуск вперед Катковых тележек 6 и 7 от приводов 16 и 17. Тележки 6 и 7 осуществляют транспортировку всего ряда заготовок от неприводных роликов 20 по попереч ным балкам 22 к горизонтальным коническим роликам 3. Транспортировка осуществляется с помощью поворотных рычагов 18, которые удерживаются от поворота при движении вперед, упираясь своей хвостовой частью в катковую тележку. Поворот их вокруг своей оси происходит при движении тележек назад для беспрепятственного перемещения тележек под заготовками.
Как только первая заготовка попадает на ролики 3, дается команда от датчика (не показан), расположенног между роликами 3, на останов тележек 6 и 7 и пуск роликов 3. Заготовка от деляется от ряда и перемещается вперед и в сторону вертикальных конических роликов . Направленная транспортировка заготовок осуществляется сочетанием образующих горизонтальных и вертикальных роликов.
При освобождении роликов 3 от заготовок дается команда на пуск тележек 6 и 7 вперед и на ролики 3 подается следующая заготовка. Цикл повтеряется. После подачи последней заготовки на ролики 3 катковые тележки. 6 и 7 возвращаются в исходное положение и дают команду от датчика (не показан) на пуск тележки 23 впе196
ред. При начале движения тележки зубья обгонной муфты 36 обкатываютсй по рейке 37 вхолостую, не поворачивая вала 32. Рычаг 31 снимает следующий ряд, и цикл повторяется. стеллажа 1 при подаче незамкнутого профиля, например швеллера, осуществляется после подачи каждых двух рядов. При подаче замкнутого профиля подъем стеллажа 1 осуществляется после съема каждого ряда, при этом упор 39 находится все время в опущенном положении.
Предложенное устройство позволяет упростить подачу заготовок незамкну-. того профиля, например типа швеллеров, так как не требует переупаковки пачки заготовок заводской готовности, что сокращает цикл подачи приблизительно на 15%, а также не требует вспомогательных рабочих по переупаковке заготовок, т.е. позволяет пачку швеллеров заводской упаковки подавать непосредственно из железнодорожного вагона на подъемный стол устройства.
формула изобретения
Устройство для поштучной подачи прямоугольных заготовок по авт. св. № , отличающееся тем, что, с целью расширения технологических возможностей, оно имеет вал, несущий на одном из концов обгонную муфту с зубчатой поверхностью и контактируЮ1цую с ней зубчатую рейку, и подъемно-опускной упор, установленный за подъемным стеллажом и выполненный U - образной формы, при этом основные толкатели представляют собой двуплечие рычаги, установленные на валу перпендикулярно один другому.
Источники информации, принятые во внимание при экспертизе
A-A 20 -. .З
