1
Изобретение относится к металлообработке.
По основному авт.св. № известен способ дробления стружки, согласно которому обработка производится одновременно двумя резцами, установленными друг за другом в направлении скорости резания (след в след), но один резец устанавливается неподвижно в обычном резцедержателе станка, а другой резец (подвижный) устанавливается в специальном резцедержателе, который совершает возвратно-поступательное движение параллельно обработанной поверхности от специального привода. Подвижный резец устанавливается на глубину резания, меньшую чем неподвижный резец на 0,1-0,5 мм. Такая установка с одной стороны не позволяет подвижному резцу оказывать влияние на чиототу обработанной поверхности, а с другой стороны - число ходов возвратно-поступательных движений
за время одного оборота детали определяет число разделений стружки на длине окружности детали и, следовательно, длину отделяемой стружки. В своем возвратно-поступательном движении подвижный резец смещается влево и вправо от вершины неподвижного резца на величину подачи, образуя периодические лунки на поверхности резания, срезаемые неподвижным рез10цом 1 .
Недостатком известного способа дробления стружки при произвольно выбранной частоте колебаний подвиж15ного резца является возможность резания одновременно двумя резцами с максимальным сечением среза, что приводит к увеличению потребления мощности привода.
20
Цель изобретения - уменьшение мощности привода при обработке деталей на больших подачах с большими припусками .
Указанная цель достигается тем, то число колебаний подвижного реза выбирается таким, чтобы на отрезе между двумя резцами укладывалось елое число волн п , причем л выбирается из ряда 1,2,3,.
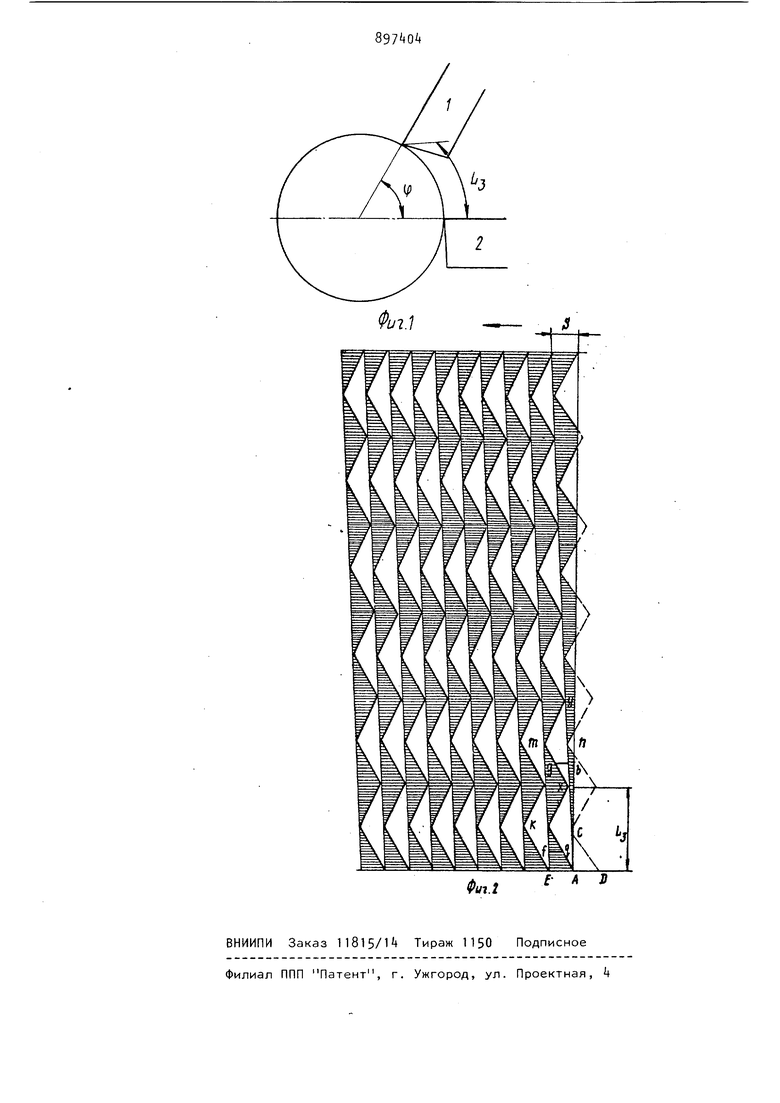
На фиг.1 показано расположение езцов при обработке детали; на иг.2 - схема удаления припуска.
Процесс резания происходит следущим образом.
Траектория верхнего резца (осцилятора) 1 рассматривается как ломаная линия АКХ, XmY и т.д.
Угловое расстояние между двумя режущими кромками в момент начальной установки выражается отрезком Х. Обозначим его через La. Это значит, что в момент, когда верхний (осциллирующий) подвижный резец 1, находясь в зоне X, снимает минимальную стружку, нижний резец 2 снимат максимальную стружку по линии ЁА. В дальнейшем направление съема стружки идет по линии ЕК для нижнего резца, который осуществляет продольное перемещение влево с подачет . В.то же время верхний резец осуществляет осцилляцию по прямой Хт.
В положении, отличном от начального, нижний резец снимает стружку с уменьшающимся сечением fq , а верхний резец - с увеличивающимся сечением gb, при этом сумма длин сечений равна величине подачи S, а следовательно, и суммарное усилие равно одному Р.,. Геометрически (фиг.2) очевидно, что дЕКА дХтпп ДЛКС. Следовательно, перемещая вверх сечения q и gb строго с расстоянием L,всегда образуются отрезки, в сумме равные величине подачи.
Только при колебании подвижного резца с частотой 2п (четное число) раз за время прохождения углового расстояния между вершинами режущих кромок резцов при Их начальной установке возможно снимать стружку с суммарным сечением, равным сечению, снимаемому одним резцом.
При установке резцов под углом Ц 45 подвижному резцу необходимо сообщить четное число колебаний (2п), на угловом расстоянии соответствующее . Число и выбираем из
условия оптимальной длины дробленной стружки и допустимой частоты осцилляции. Предположим обрабатывается изделие диаметром 1бОО мм.
Тогда длина окружности равна 5024 мм. Если резцы расположены под углом 5°, угловое расстояние между ними составляет 628 мм. Таким образом, если за время прохождения этого расстояния подвижный резец совершает 2 колебания (п I),длина стружки равна 628 мм. Чтобы уменьшить длину стружки п можно взять равным 2 или
3, что приводит к уменьшению длины
стружки до 31 мм или 209 мм соответственно.
Поскольку частота колебаний зависит от диаметра обрабатываемого изделия и необходимо поддерживать постоянство скорости резания, при обработке изделия диаметром 1бОО мм, например, скорость вращения ее составляет k об/мин, а следовательно, частота подвижного резца для нашего случая при п 1 равна 1б ко лебаний на оборот или колебаний в минуту или 1 Гц, при п 32 колебаний на оборот или 32x4 128 колебаний в минуту, или 2 Гц.
Поэтому из условий оптимальной работы механизма осцилляции в наших условиях при обработке деталей на больших подачах с большими припусками п выбираем из ряда 1,2,3,.
При этом между резцами на дуге Lg укладывается целое число волн, равное п.
Формула изобретения
Способ дробления стружки по авт.св. W 24661, отличающийся тем, что, с целью уменьшения мощности привода при обработке деталей на больших подачах с большими припусками, число колебаНИИ подвижного резца выбирается таким, чтобы на отрезке между двумя резцами укладывалось целое число волн п, причем п выбирается из ряда 1,2,3,4. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 424661, кл. В 23 В 1/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием | 1983 |
|
SU1186402A1 |
| Способ обработки материалов резанием | 1986 |
|
SU1495000A1 |
| Способ токарной обработки | 1983 |
|
SU1186400A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Способ токарной обработки | 1983 |
|
SU1186401A1 |
| Устройство для дробления стружки при резании принудительно вращающимся чашечным резцом | 1983 |
|
SU1096043A1 |
| Токарный станок | 1986 |
|
SU1729701A2 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Способ многорезцового точения и многорезцовая головка | 1990 |
|
SU1814967A1 |