(64) СПОСОБ ВОССТАНОВЛЕНИЯ.ИЗНОШЕННЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2015 |
|
RU2605259C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299115C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2486044C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И ЧУГУНОВ | 2004 |
|
RU2271913C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ, ПОДВЕРГАЕМЫХ АБРАЗИВНОМУ ИЗНОСУ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ (ВАРИАНТЫ) | 2019 |
|
RU2718599C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2427457C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2532738C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| СПОСОБ БЕЗРАЗБОРНОГО ВОССТАНОВЛЕНИЯ ТРУЩИХСЯ СОЕДИНЕНИЙ | 1997 |
|
RU2149741C1 |
I
Изобретение относится к ремонту машин, в частности к технологии восстановления изношенных деталей, и может быть использовано в пищевой, химической, машиностроительной и других отраслях щэомьпиленности.
Известен способ восстановления изношенных деталей путем нанесения на восстанавливаемую поверхность покрытия с последующей обработкой поверхности, а именно магнитным порошковым материалом заполняют углубления, образовавшиеся в результате износа. В этот порошковый материал добавляют лигированные Присадки. Затем порошковый материал подвергают прессованию и поверхностной электронаплавке с последующей обработкой резцами до получения требуемых конфигураций и размеров 13
К недостаткам способа относятся необходимость прессования порошковой смеси, что неприемлимо для предприятий, не имеюийис соответствующего оборудования, а также применение электросварочных pai
бот со специальными дефицитными элекг-, родами.
Цель изобретения - повышение износостойкости и долговечности деталей.
Поставленная цель достигается тем, что согласно способу восстановления из ношенных деталей путем нанесения на восстанавливаемую поверхность покрытия с последующей обработкой поверхности, .перед нанесением покрытия на восстанавливаемой поверхности детали засверливают отверстия в разных направлениях и под углом к оси детали, а в качестве покрытия берут самозатвердеваюшее пластмассовое вещество, изготовленное из одноименных порошка и жидкости протокрин, этакрин в соотношении составляющих частей 1,1: 1 - 2:1.
При этом отверстия засверливавот диаметром 3 - 1О мм под углом наклона
20 30 - 6О°,
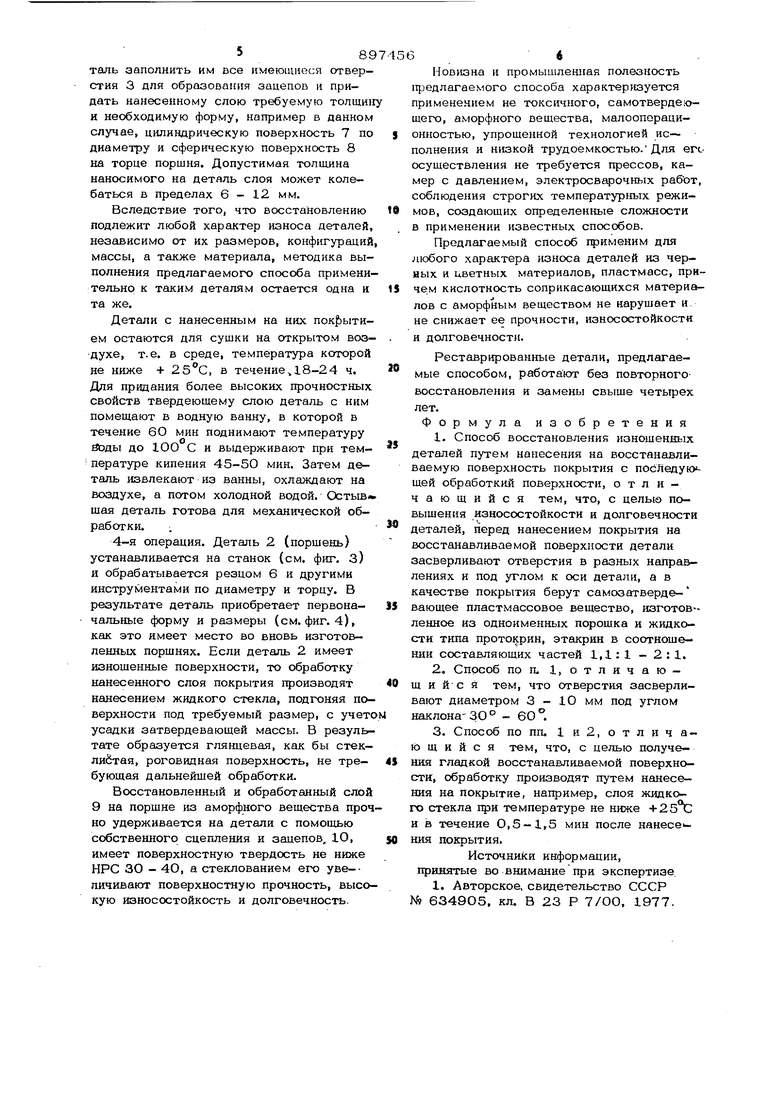
Кроме того, для получения гладкой восстанавливаемой поверхности, обработку производят путем нанесения на покрытие, например, слоя жидкого стекла при температуре не ниже + 25°С и в течение 0,5 - 1,5 мин после нанесения покрытия. На фиг. 1 изобрансена изношенная де- таль, например поршень делительной головки тестоделительной матпиы (величина и места износов показа1 ы тонкими линиями); на фиг. 2 - заеверловка наклонных отверстий на изношенных участках детали на фиг. 3 - восстанавливаемая деталь с нанесенным на нее аморфньгм слоем и начало механической обработки; на фиг. 4 восстановленная деталь, готовая к установке в машину. Способ осушествляют следующим образом. Изношенную поверхность 1 восстанавливаемой детали 2 очищают, В местах вьгработки на поверхности 1 засверливают отверстия 3, диаметром 3-10 мм, для образования зацепов, при этом отверстия засверливают в разные -стороньг и под углом к оси детали 30° - 60°, Затем на засверлен 1ую поверхность наносят покрытие в виде самозатвердевающего пластмассового вещества 4, изготовленного из одноименные порошка и жидкости типа протокрин, этакрин в соотно... шении составляющих частей 1,1:1 - 2 : 1 После затвердения покрытия поверхность 5 детали обрабатывают до требуемого размера, т.е. до первоначального разме ра деталей,, например механической обработкой на токарном станке резцом 6, или путем нанесения на покрытие 4 слоя жид кого стекла при температуре окружающей среды -i- 25°С в течение 0,5 - 1,5 мин после нанесения покрытия 4, что придает восстановленной детали 2 гладкую поверх ность 7 и 8, не требующую механической обработки. Пример. В качестве восстанавли ваемой детали берут, например, поршень делительной головки тестоделительной машдаы типа ХТД, применяющийся в хлебопекарной промышленности. Под воздействием кислой среды теста поршни из алюминиевого литья быстро из нашиванэтся по диаметру и торцу. Предла- гаемым способом .можно восстанавливать детали из черных и цветных металлов и пластмасс с любым характером износа. Технология процесса восстановления изношенных деталей состоит из последевательно выполняемых операций. 1-я операция. Деталь 2 (порщень), подлежащая восстановлению, тщательно 89 64 очищается от грязи, чшсел и промывается, например, и двухпроцйнтном щелочном растворе при 25 - с последующим ополаскиванием в воде 30-5О с и сушкой на открытом воздухе (фиг. l). 2-я операция. На детали 2 в местах выработки (фиг. 2) засверливаются отверстия диаметром 3 - 10 мм для образования зацепов. Причем отверстия должны быть напра.вле{1Ь в разные стороны и под углом к поверхности ЗО - бО. Допускается вместо отверстий 3 на изношенных участках вырубывать или наносить ножовкой наклонные гнезда и канавки. В качестве покрытия берут самозатвердевающее пластмассовое вещество, которое приготавливается из шыстмассового порошка и жидкости одного назначения, поставляемые комплектно. В качестве порошкового компонента могут быть использованы, например, про- токрин, этакрин. и другие порошки аналоriwffijie по свойствам. Порошок и жидкость при температуре не ниже + 25°С смешивают в стеклянной или фарфоновой емкости в соотношении 1,1:1 - 2:1. Емкость накрывают плотно крышкой и -оставляют для набухания 15 - 30 мин, в зависимости от окружающей температуры. Вначале смесь становится пескообразной, затем тестообразной и липкой. Когда тестообразная масса при отрыве начинает тянуться нитями, следует считать, что аморфная масса готова для применения. Приготовленная самотвердеющая аморфная масса в виде пластмассового теста годна к применению в течение 3 - 1О мин, так как по истечению этого времени она затвердевает и становится монолитной. Аморфная масса не токсичная для людей и пищевых продуктов. На нее не действует кислотная среда, например, теста и других веществ и элементов. Для получения желаемого цвета в пластмассовое тесто добавляют нейтральные красители нужного цвета. Липкость пластмассового геста способствует быстрому и надежному сцеглению с поверхностью детали. 3-я операция. Самотвердеющее пласт- массовое вещество 4 наносится на очищенные и засверленные изнощенную поверхность 1 детали 2 руками или шпателем при температуре окружающей среды не ниже (фиг. З). В виду того, что нанесенное на деталь 2 аморфное ; вещество теряет свою подвижность в пределах 10 мин, необходимо в Стечение 0,5-1,5 мин после нанесения его на де589таль заполнить им все имеющиеся отверстия 3 для образования зацепов и придать нанесенному слою требуемую толщи1 и необходимую форму, например в данном случае, цилиндрическую поверхность 7 по диаметру и сферическую поверхность 8 на торце поршня. Допустимая толщина наносимого на деталь слоя может колебаться в пределах 6 - 12 мм. Вследствие того, что восстановлению подлежит любой характер износа деталей, независимо от их размеров, конфигураций массы, а также материала, методика выполнения предлагаемого способа примени тельно к таким деталям остается одна и та же. Детали с нанесенным на них покрытием остаются для сушки на открытом воз- Духе, т.е. в среде, температура которой не ниже + , в течение 18-2 4 ч. Для придания более высоких прочностных свойств твердеющему слою деталь с ним помещают в водную ванну, в которой в течение 6О мин поднимают температуру 10О С и выдерживают при тем- ЙОДЫ до пературе кипения 45-50 мин. Затем деталь извлекают из ванны, охлаждают на воздухе, а потом холодной водой. Остыв шая деталь готова для механической обработки. . 4-я операция. Деталь 2 (поршень) устанавливается на станок (см. фиг. З) и обрабатывается резцом 6 и другими инструментами по диаметру и торцу. В результате деталь приобретает первона- чальные форму и размеры (см. фиг. 4), как это имеет место во вновь изготовленных поршнях. Если деталь 2 имеет изношенные поверхности, то обработку нанесенного слоя покрытия производят нанесением жидкого стекла, подгоняя поверхности под требуемый размер, с учет усадки затвердевающей массы. В результате образуется глянцевая, как бы стек- лиётая, роговидная поверхность, не тре- бующая дальнейшей обработки. Восстановленный и обработанный слой 9 на поршне из аморфного вещества проч но удерживается на детали с помощью собственного сцепления и зацепов, 10, имеет поверхностную твердость не ниже НРС ЗО - 4О, а стеклованием его уве-личивают поверхнос-гаую прочность, высо кую износостойкость и долговечность. Новизна и промышленная полезность предлагаемого способа характеризуется применением не токсичного, самотверде-ощего, аморфного вещества, малооперационностью, упрощенной технологией исполнения и Н1изкой трудоемкостью. Для его осуществления не требуется прессов, камер с давлением, электросварочных работ, соблюдения строгих температур1Ш1х режимов, создающих определенные сложности в применении известных способов. Предлагаемый способ щэименим для любого характера износа деталей из черных и цветных материалов, пластмасс, причем кислотность соприкасающихся материалов с аморфным веществом не нарушает и не снижает ее прочности, износостойкости и долговечности. Реставрированные детали, предлагаемые способом, работают без повторноговосстановления и замены свыше четырех лет. Формула изобретения 1.Способ восстановления изношенных деталей путем нанесения на восстанавливаемую поверхность покрытия с посЯедуккщей обработкий поверхности, о т л и - чающийся тем, что, с целью повышения износостойкости и долговечности деталей, перед нанесением покрытия на восстанавливаемой поверхности детали засверливают отверстия в разных направлениях и под углом к оси детали, а в качестве покрытия берут самозатверде- вающее пластмассовое вещество, изготовленное из одноименных порошка и жидкости типа протокрин, этакрин в соотношении составляющих частей 1,1:1 - 2:1. 2.Способ по п. 1,отличающ и и с я тем, что отверстия засверливают диаметром 3 - 10 мм под углом наклона-30 - 60°. 3.Способ по пп. 1 к 2, отл и чающий с я тем, что, с целью получения гладкой восстанавливаемой поверхности, обработку производят путем нанесения на покрытие, например, слоя жидкого стекла при температуре не ниже и в течение 0,5 - 1,5 мин после нанесе ния покрытия. Источники информации, принятые во внимание при экспертизе. 1. Авторское, свидетельство СССР № 6349О5, кл. В 23 Р 7/ОО, 1977.
fpui.l
Фиг.2
