(54) СОСТАВ ПОЛИРОВАЛЬНИКА ДЛЯ ОБРАБОТКИ ТВЕРдаК НШЕТАЛЖЧЕСКЙХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ, ВЗАИМОДЕЙСТВУЮЩИХ С ВОДОЙ | 1990 |
|
SU1792555A3 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| Полировальный состав | 1988 |
|
SU1578169A1 |
| СПОСОБ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2003 |
|
RU2249881C1 |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН АРСЕНИДА ГАЛЛИЯ | 1990 |
|
RU1715133C |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1989 |
|
SU1792557A3 |
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| Полировальный состав | 1979 |
|
SU891736A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
1
Изобретение относится к технологии механической обработки оптических деталей из тверрдх и хрупких неметаллических материалов и может быть использовано в оптико-механической промышленности.
Известны полировальники для обработки неметсшлических материалов, выполненные из олова 1.
.При обработке таким полировальнй ком хрупких твердых неметаллических материалов глубина нарушенного слоя имеет незначительную величину, однако мягкий материал полировальника мешает алмазным зернам прочно удерживаться на его поверхности. В результате происходит частое перешаржирование зерен и интенсивный съем.материала полировальника, что снижает производительность полирования и ухудшает качество полирования.
Цель изобретения - повышение производительности и улучшение качества полирования.
Поставленная цель достигается тем, что состав полировальника дополнительно содержит свинец при следующем соотношении компонентов, вес.%:
40-60
Олово
60-40 Свинец
Пример. Шихту в виде смеси порошков, гранул или слитков олова и свинца плавят в соотношении
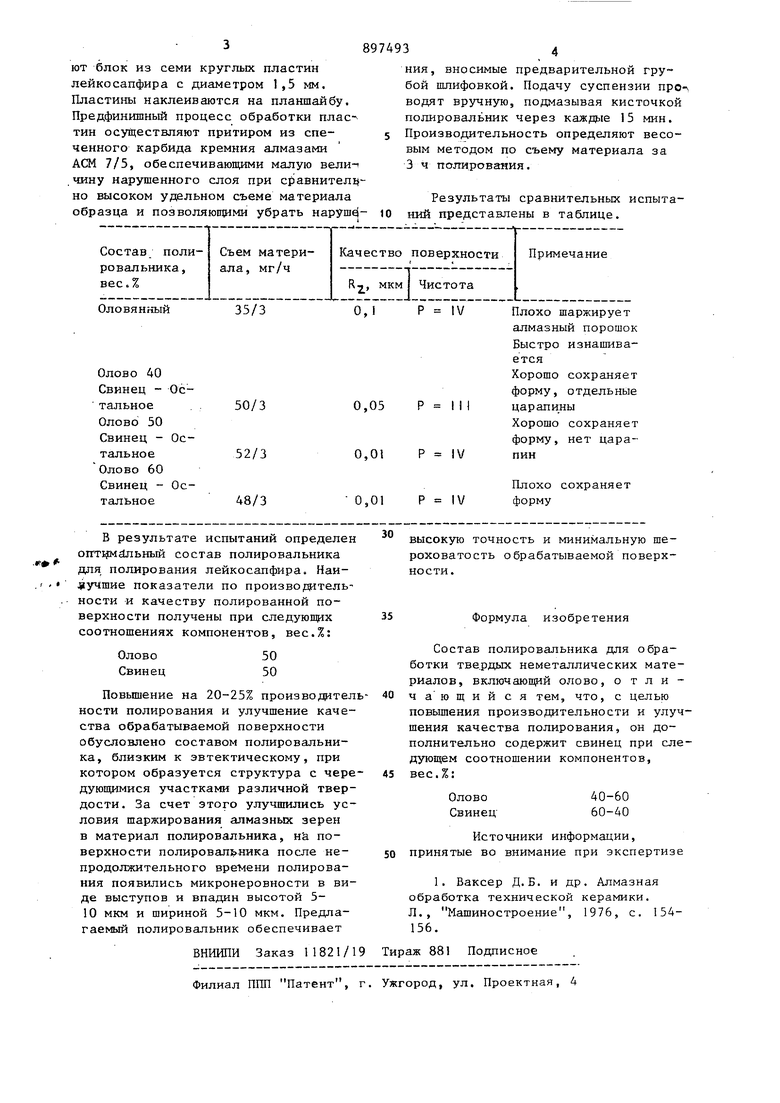
10 50:50 вес.% и отливают вподготовленную форму. Протачивают обе поверх ности, обеспечивая толщину полировальника 5 мм, наклеивают на планшайбу и доводят поверхность до тре15буемой точности алмазным инструментом. Испытания проводят на станке 2ПД-200 М при следующих значениях технологических параметров: полировальники диаметром 12 см, давление
20 1 кг/см, время полировки 3 ч, число оборотов шпинделя 70 об/мин, абразив классифицированный алмазный порошок АСМ 2/1. В качестве образца примени-. ют блок из семи круглых пластин лейкосапфира с диаметром 1,5 мм, Пластины наклеиваются на планшайбу. Предфиншпный процесс обработки пластин осуществляют притиром из спеченного карбида кремния алмазами АСМ 7/5, обеспечивающими малую вели-чину нарушенного слоя при сравнител но высоком удельном съеме материала образца и позволяющими убрать Hapymei 8 34 ния, вносимые предварительной гру бой шлифовкой. Подачу суспензии про-ч водят вручную, подмазывая кисточкой полировальник через каждае 15 мин. Производительность определяют весовым методом по съему материала за 3 ч полирования. Результаты сравнительных испытаНИИ представлены в таблице.
