Предметом изобретения является способ производства отливок в комбинированных формах.
Недостаток известных подобных способов заключается в том, что они не позволяют получать отливки с размерами высокой точности.
В описываемом способе этот недостаток устранен тем, что для получения требуемых точных поверхностей отливки формуется облицовочная корка при помощи разделительного слоя из парафина (или подобных ему легкоплавких материалов, нанесенных тонким слоем на модель), на который накладывают огнеупорный облицовочный материал в несколько слоев, после чего производят набивку формы обычными формовочными материалами.
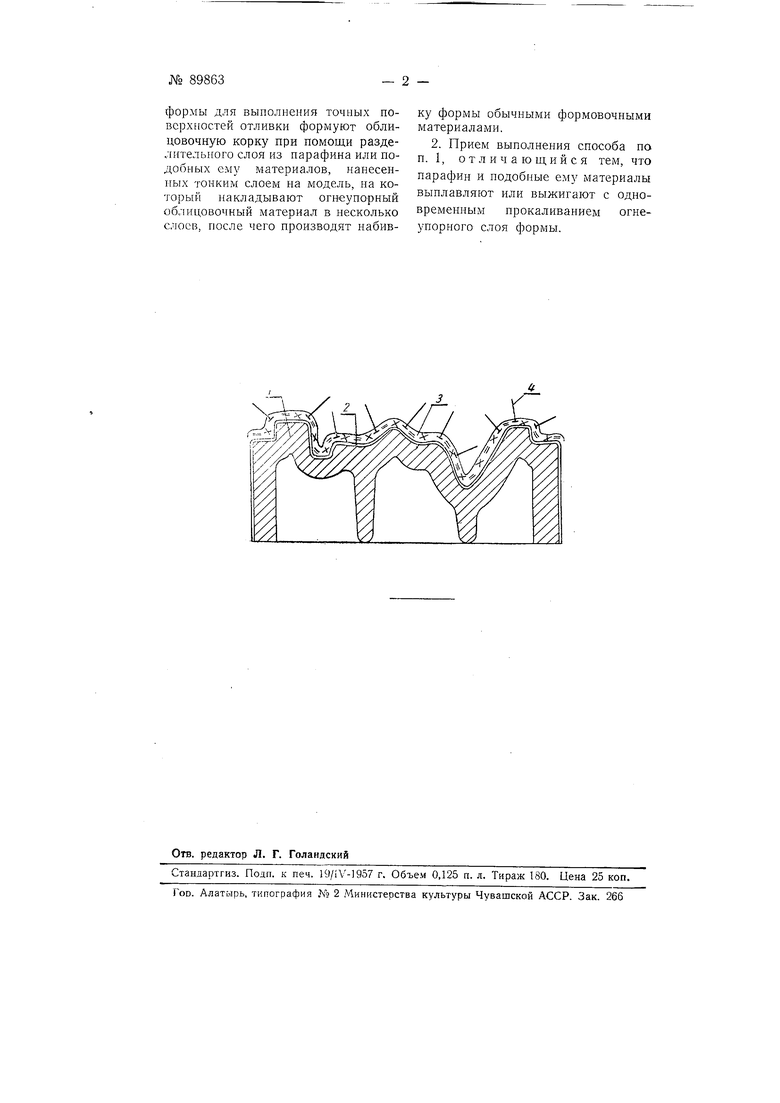
Согласно предлагаемому изобретению, на копируемую поверхность (модель) / наносится тонкий легкоплавкий слой 2. Нанесение слоя можно производить пульверизатором или другими средствами.
Затем на поверхности легкоплавкого слоя создают огнеупорную облицовочную корку 3 толщиной 0,5- 1,0 мм. Состав огнеупорного материала может быть взят следующий: кварцевой муки 70-55% (весовых), гидролизованного раствора этилсиликата 30-45%. Образование облицовочного покрытия производят погружением модели в состав, поливанием поверхности ил1 др}тим способом с обязате.чьной посыпкой песко.м. Слои наносят последовательно несколько раз. Неред нанесением последних 3-4 слоев на поверхности корки устанавливают гвозди 4 из мягкой железной проволоки.
В дальнейшем по этой oдeли заформовывают опоку. Но окончании формовки половины формы обжигают при температуре 850-950°, при этом выплавляют легкоплавкий слой и одновременно удаляют криста.:1лизациониую влагу из кремнекислоты.
Н р е д м е т и з о б р е т е н и я
. Способ производства отливок в комбинированных формах, отличающийся тем, что, с целью получения отливок с размерами высокой точности, при изготовлении
формы для выполнения точных поверхностей отливкн формуют облицовочную корку при помощи разделительного слоя из парафина или подобных ему материалов, нанесенных тонким слоем на модель, на который накладывают огнеупорный облицовочный материал в несколько слоев, после чего производят набивку формы обычными формовочными материалами.
2. Прием выполнения способа по п. 1, отличающийся тем, что парафин и подобные ему материалы выплавляют или выжигают с одновременным прокаливанием огнеупорного слоя формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ФОРМ и СТЕРЖНЕЙ | 1970 |
|
SU283517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2008 |
|
RU2360767C1 |
| Способ отливки деталей из черных и цветных металлов | 1958 |
|
SU119662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 1992 |
|
RU2041766C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |