Изобретение относится к обработке металлов давлением и может быть использовано при штамповке жаропрочных сталей и сплавов.
Известен штамп для деформирования жаропрочных сталей и сплавов, содержащий установленные в бандажах рабочие вставки ll .
Однако известный штамп имеет низкую стойкость.
Цель изобретения - повышение стойкости штампа за счет приближения схемы- напряженного состояния металла рабочей вставки к схеме всестороннего сжатия.
Цель достигается тем, что в штампе для деформирования жаропрочных сталей и сплавов содержащем установленные в бандажах рабочие вставки, последние установлены в бандажах свободно и поверхности их сопряжения выполнены под углом от 2 до 45 к оси штампа.
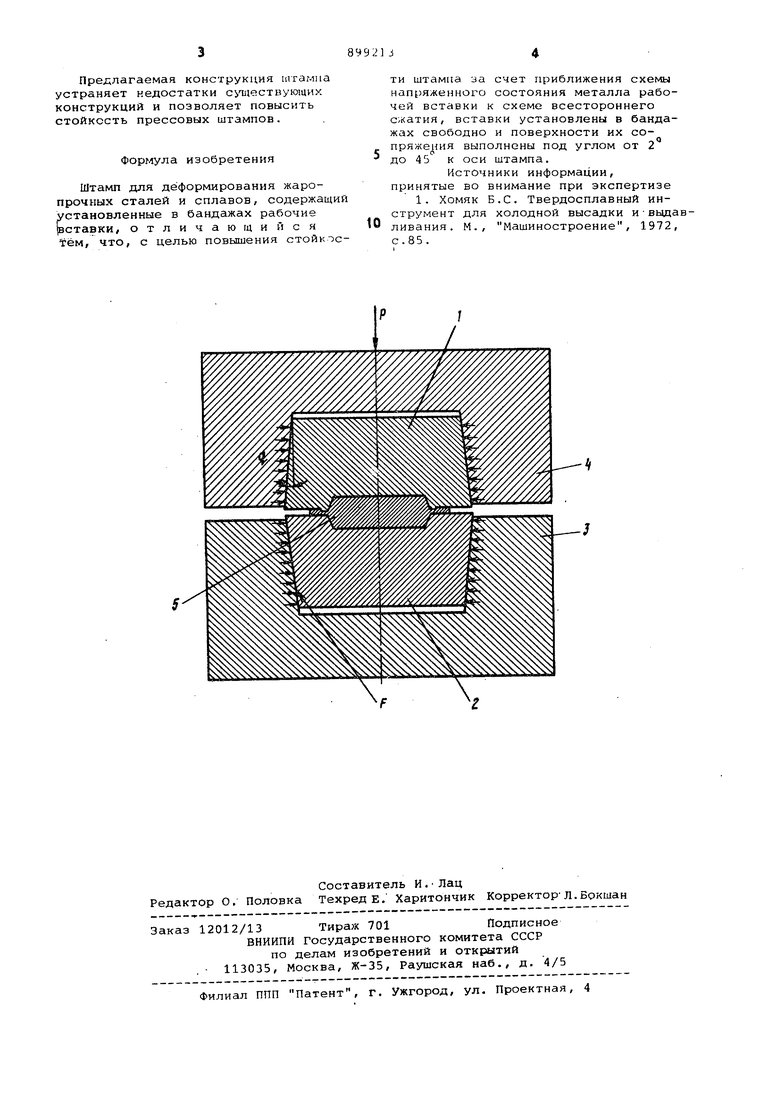
На чертеже изображен штамп, общий вид.
Шта1и п состоит из рабочих вставок 1 и 2, которые свободно опираются на наклонные сопрягаемые поверхности бандажей 3 и 4 под углом в пределах 2°-45°. Поковка 5 из жаропрочной
стали расположена между рабочими вставками.
Штамп работает следующим образом. При действии на заготовку внешней нагрузки Р на наклонных сопрягаемых поверхностях возникают сжимающие напряжения «J. , нормально к ним направленные. Эти напряжения дают радиаль10ную составляю аую. в результате напряженное состояние металла вставок будет представлять неравномерное всестороннее сжатие. Величина напряжений ( зависит от усилия Р и угла
15 наклона dC сопрягаемых поверхностей. При увеличении угла сХ от 2 до 45 напряжения Q и величина радиальной составляющей зтих напряжений увеличиваются. Таким образом, при дейст20вии на заготовку внешней нагрузкиР на метсшл рабочих вставок действуют радиальные сжимающие напряжения, пропорциональные этой нагрузке. Величина их зависит от внешней нагрузки Р
25 и угла наклона сопрягаемых поверхностей вставки и бандажа. В результате чего опасность возникновения пластической деформации металла штампа сводится к минимуму, т.е. увеличивается его стойкость.
Предлагаемая конструкция штампа устраняет недостатки с тцествующих конструкций и позволяет повысить стойкость прессовых штампов.
Формула изобретения
Штамп для деформирования жаропрочных сталей и сплавов, содержащий установленные в бандажах рабочие рставки, отличающийся тем, что, с целью повышения стойтети штампа за счет приближения схемы напряженного состояния металла рабочей вставки к схеме всестороннего сжатия, вставки установлены в бандажах свободно и поверхности их сопряжения выполнены под углом от 2 до 45 к оси штампа.
Источники информации, принятые во внимание при экспертизе 1. Хомяк Б.С. Твердосплавный инструмент для холодной высадки Ивьщаливания. М., Машиностроение, 1972, с.85.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| Штамп для горячей объемной штамповки деталей | 1990 |
|
SU1719144A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| Штамп для горячего деформирования малопластичных металлов и сплавов | 1984 |
|
SU1292891A1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2553736C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
