Изобретение относится к клепальным работам, в частности к устройствам для групповой клепки развальцовкой.
Известна головка для групповой клепки развальцовкой, содержащая смонтированные в корпусе вращающиеся по круговой траектории развальцовочные инструменты, связанные с одними, концами подпружиненных шпинделей, соединенных другими концами с регулировочными элементами в виде поршней, размещенных в сообщающихся между собой гидравлических полостях корпу,са С1 .
Такая головка для групповой клепки развальцовкой обеспечивает развальцовку заклепок в пакетах переменной толщины за счет перемещения приводного корпуса с собственным приводом осевого перемещения, что не обеспечивает требуемой точности регулировки и установки шпинделей по заклепкам в пакете различной толщины.
Целью изобретения является повышение качества клепки за счет обеспечения точности регулировки и установки шпинделей.
Поставленная цель достигается тем, что головка для групповой клепки развальцовкой, содержащая смонтированные в корпусе вращаюи1иеся по круговой траектории развальцовочные инструменты, связанные с одними концами подпружиненных шпинделей, соединенных другими концами с регулировочными элементами в виде поршней, размещен10ных в сообщающихся между собой гидравлических полостях корпуса, снабжена пневматическим силовым цилиндром с гидравлической штоковой полостью, закрепленным на корпусе головки,при
15 этом гидравлические полости KOfinyca соединены со штоковой полостью силового цилиндра.
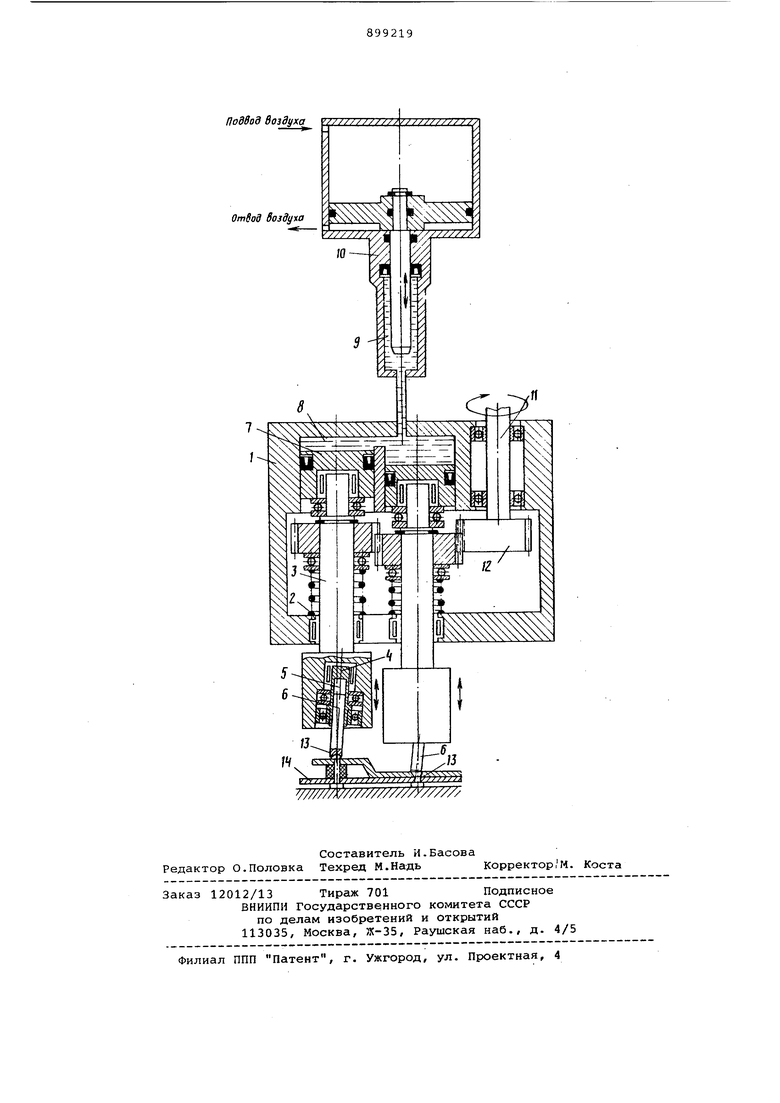
На чертеже изображена головка для групповой клепки развальцовкой.
20
Головка содержит смонтированные в неподвижном корпусе 1 подпружиненнйе пружиной 2 шпиндели 3, связанные одними концами с развальцовочными инструментами 4, в которых с помощью
25 магнита 5 закреплены развальцовочные наклонные пуансоны 6. Шпиндели 3 другими концами упираются в поршни 7, размещенные в гидравлических полостях 8, корпуса которых соединены между собой и с гидравлической штоковой
полостью 9 пневматического силового цилиндра 10. Шпиндели 3 соединены с приводом 11 их вращения через зубчатую передачу 12.
Головка для групповой клепки работает следующим образом.
Шпинделям 3 вращательное движение передается от привода 11 через зубчатую передачу 12, при этом оси пуансонов 6, расположенные наклонно, описывают коническую поверхность, вершина которой совпадает с осью заклепки 13
Шпинделям 3 вращательное движение передается от привода 11 через зубчатую передачу 12, при этом оси пуансонов 6, расположенные наклонно, описывают коническую поверхность, вершина которой совпаодает с осью заклепки 13.
Шпинделям с развгшьцовочными инструментами 4 сообщается поступательное движение в направлении склепываемого узла 14 поршнями 7 при включени пневматического силового цилиндра 10 при установлении рабочего давления жидкости в полостях 8 от давления жидкости в штоковой полости 9. До встречи пуансонов б с заклепками 13 шпиндели 3 поддерживаются пр Ькинами 2, поэтому рабочие концы всех пуансонов б находятся в одной плоскости.
При поступательном движении шпинделя 3 с развальцовочными инструментами 4 один из пуансонов первым коснется наиболее высокой заклепки и сопротивление в данной гидравлической полости корпуса увеличится, в остальных останется без изменения и движение остальных шпинделей 3 с развальцовочными инструментами 4 продолжится до касания всех пуансонов с заклепками .
Далее произойдет клепка (развальцовка) всех заклепок.
По окончании клепки шпиндели 3 с инструментами 4 за счет пружин 2 и отключения силового цилиндра 10 займут исходное положение.
Применение в клепальной головке силового цилиндра, соединенного гидравлической полостью с полостями корпуса, в которых поршни выполняют функции как регулировочных злементов, так и привода осевого перемещения развальцовочного инструмента, позволяет повысить качество клепки за счет обеспечения точности регулировки и установки шпинделей с инструментами .
Формула изобретения
Головка для групповой клепки развальцовкой ,содержшцая смонтированные в корпусе с возможностью вращения по круговой траектории развальцовочные инструменты, связанные с одними концами подпружиненных шпинделей, соединенных другими концами с регулировочными элементами в виде поршней, раз- мещенных в сообщающихся между собой гидравлических полостях корпуса,о тличающаяся тем, что, с целью повышения качества клепки за счет обеспечения точности регулировки и установки шпинделей, она снабжена пневматическим силовым цилиндром с гидравлической штоковой полостью, закрепленным на корпусе головки,при этом гидравлические полости корпуса головки соединены со штоковой полостью силового цилиндра.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 703212, кл. В 21 J 15/12, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| ГОЛОВКА ДЛЯ ГРУППОВОЙ КЛЕПКИ РАЗВАЛЬЦОВКОЙ | 1989 |
|
RU2086339C1 |
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Многошпиндельный станок для групповой клепки развальцовкой | 1981 |
|
SU1007819A1 |
| Головка для групповой клепки развальцовкой | 1988 |
|
SU1530323A1 |
| Устройство для клепки | 1990 |
|
SU1719146A1 |
| Устройство для клепки развальцовкой | 1987 |
|
SU1489919A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| Головка для групповой клепки развальцовкой | 1981 |
|
SU984617A1 |
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |