Изобретение относится к машиностроению, в частности предназначено для клепки развальцовкой листовых соединений с небольшим межцентровым расстоянием отверстий под заклепки.
Известен многошпиндельный станок для групповой клепки развальцовкой, содержаший смонтированную на основании многошпиндельную клепальную головку в виде размещенных в корпусе, оснащенных развальцовочным инструментом шпиндельных механизмов с общим приводом вращения и механизмом осевого перемещения.
Однако известный станок не позволяет осуществлять групповую клепку развальцовкой заклепок различных типоразмеров.
Цель изобретения - обеспечение групповой клепки развальцовкой заклепок различных типоразмеров и повышение производительности.
Поставленная цель достигается тем, что в многошпиндельном станке для групповой клепки развальцовкой, преимущественно заклепок с небольшим межцентровым расстоянием отверстий в пакете, содержащем смонтированную на основании многошпиндельную клепальную головку в виде размещенных в корпусе, оснащенных развальцовочным инструментом шпиндельных механизмов с общим приводом вращения и механизмом осевого перемещения, шпиндели снабжены установленной на направляющих штырях каждого шпиндельного механизма подпружиненной муфтой, выполненной в виде двух полумуфт, из которых верхняя взаимодействует с регулируемым толкателем силового цилиндра, а нижняя - со шпинделем.
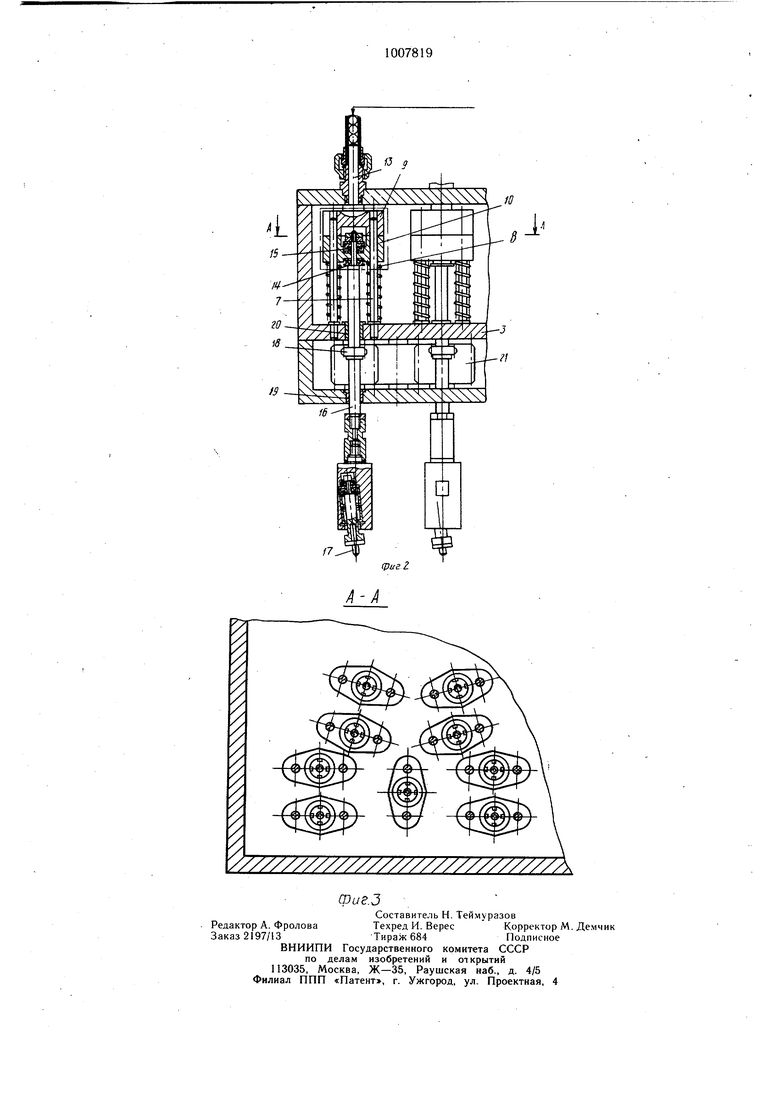
На фиг. 1 изображен многошпиндельный станок для групповой клепки развальцовкой, общий вид; на фиг. 2 - щпиндельный механизм станка, разрез по оси; на фиг. 3 разрез А-А на фиг. 2 (пример расположения щпиндельных механизмов).
Многошпиндельный станок для групповой клепки развальцовкой содержит смонтированную на основании 1 многошпиндельную клепальную головку 2 в виде размещенных в корпусе 3 шпиндельных механизмов 4 с общим приводом 5 вращения и механизмом осевого перемещения в виде силового цилиндра 6.
Каждый шпиндельный механизм снабжен установленной на напрайляющих штырях 7, подпружиненной пружинами 8 муфтой, выполненной в виде верхней 9 и нижней 10 полумуфт. Над верхней полумуфтой 9 расположен соосно с ней регулируемый по длине толкатель 11 с гайками 12 и упорной втулкой 13, который связан со щтоком силового цилиндра 6.
В нижней полумуфте 10 установлен в упорных шарикоподшипниках 14 и 15 шпинQ дель 16 с закрепленными на нем патроном с развальцовывающим инструментом 17 и шестерней 18.
Шпиндель 16 расположен в скользящих опорах, выполненных в виде запрессованных в корпус 3 втулок 19 и 20. Кроме этого, 5 в корпусе 3 размещена связанная с силовым приводом 5 вращения система зубчатых колес 21.
Станок работает следующим образом.
Через систему зубчатых колес 21 от привода 5 вращения щпиндель 16 получает 0 вращение посредством шестерни 18.
При этом ось развальцовывающего инструмента 17, расположенная наклонно, описывает коническую поверхность, вершина которой лежит на оси заклепки. Одновременно с началом вращения шпинделя 16 подается воздух на силовой привод 6, и от него через промежуточный передаточный механизм (например, шариковый) щпиндель получает осевое перемещение, соответствующее типоразмеру заклепки. Величина осевого перемещения шпинделя регулируется гайками 12 и ограничена упорной втулкой 13.
От силового привода 6 через полумуфту 9 усилие передается на полумуфту 10, которая в свою очередь передает усилие на щпиндель 16 через упорные подшипники 14 и 15.
Перемещение полумуфт 9 и 10 осуществляется по направляющим штырям 7.
„ Возврат шпиндельного механизма 4 в исходное положение происходит под действием пружин 8.
Для увеличения производительности станка устанавливается несколько шпиндельных механизмов.
5 Предлагаемый станок по сравнению с базовым объектом, взятым за прототип, обеспечивает групповую клепку развальцовкой заклепок различных типоразмеров и повышает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| Головка для групповой клепки развальцовкой | 1980 |
|
SU899219A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2801502C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Многошпиндельная головка для клепки | 1980 |
|
SU948520A1 |
| ГОЛОВКА ДЛЯ ГРУППОВОЙ КЛЕПКИ РАЗВАЛЬЦОВКОЙ | 1989 |
|
RU2086339C1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1389927A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ РАЗВАЛЬЦОВКИ ЗАКЛЕПОЧНЫХ ГОЛОВОК | 1972 |
|
SU420379A1 |
МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ ГРУППОВОЙ КЛЕПКИ РАЗВАЛЬЦОВКОЙ, преимущественно заклепок с небольшим межцентровым расстоянием отверстий в пакете, содержащий смонтированную на основании многошпиндельную клепальную головку в виде размещенных в корпусе, оснащенных развальцовочным инструментом шпиндельных механизмов с общим приводом вращения И механизмом осевого перемещения, отличающийся тем, что, с целью обеспечения групповой клепки развальцовкой заклепок различных типоразмеров и повышения производительности, щпиндели снабжены установленной на направляющих штырях подпружиненной муфтой, выполненной в виде двух полумуфт, из которых верхняя взаимодействует с регулируемым толкателем силового цилиндра осевого перемещения, а нижняя - со щпинделем. (Л оо со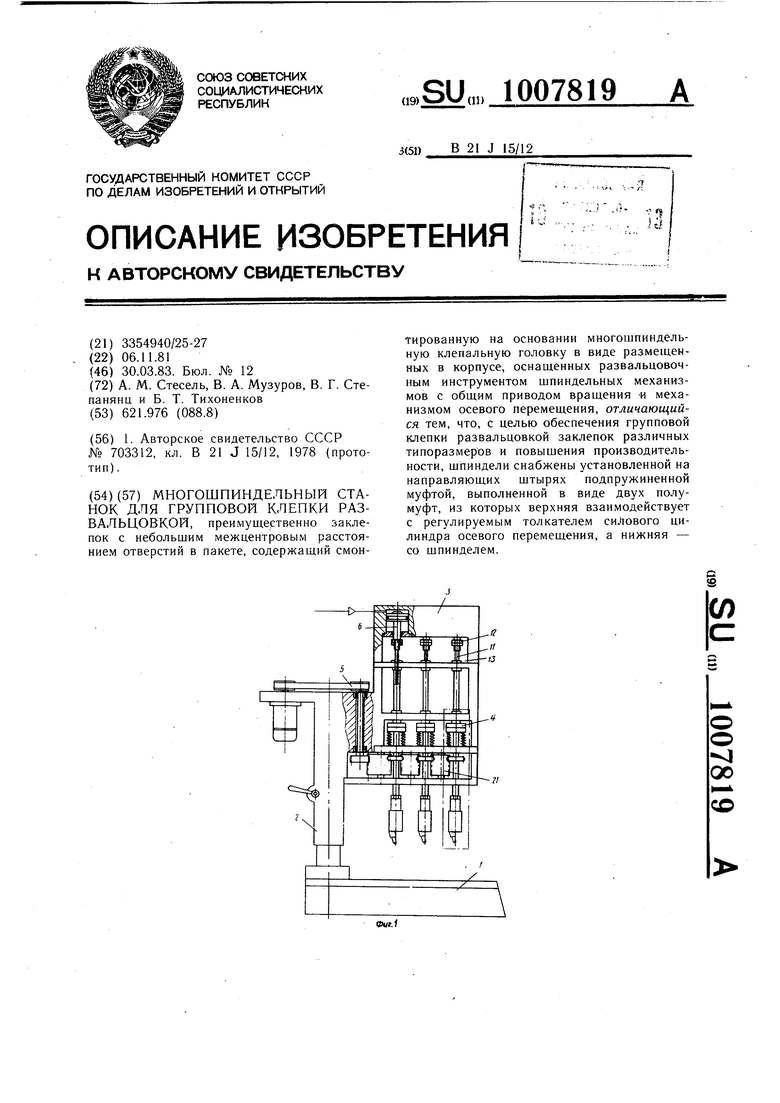
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хонинговальная головка | 1978 |
|
SU703312A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
